

Технология резки листового проката. Содержание
Процесс резки листа
Зависимость силы реза от положения точки врезания
Угол реза
Боковой зазор
Степень затупления ножей.
Направление движения ножа
Перекрытие между ножами и многопроходная резка
Толщина проката
Длина отрезаемой части проката
Механические свойства проката
Температура металла
Скорость резки
Литература
Процесс резки листа
Обобщая приведённые в [*1], [*2], [*3], [*9] и др. данные, процесс резки можно условно разделить на следующие четыре этапа.
Во время первого этапа происходит подмятие разрезаемого металла ножами и утяжка части его поверхности, не соприкасающейся с ножами. Поверхностный слой сильнее подвергается деформации, чем материал в середине листа. В начале происходит упругая деформация материала, затем, после прохождения предела упругости в зоне резки, начинается пластическая деформация.
Следующий этап начинается после внедрения ножа на глубину εнадh (см. ниже), когда в месте наибольшей нагрузки исчерпывается способность к деформации металла. Он характеризуется появлением трещины, начинающейся во всех случаях со стороны движущегося (верхнего) ножа.
Третий этап соответствует началу образования трещины над нижним ножом при дальнейшем углублении трещины под верхним ножом.
Четвёртый этап, представляющий собой встречу двух трещин, начинается после внедрения ножа на глубину отрыва εотрh (см. ниже) и характеризует начало скалывания, которое происходит по некоторой кривой поверхности.
При резании на ножницах с параллельными ножами на этом этапе происходит скалывание по всему сечению, рез заканчивается, и отрезаемая часть металла отскакивает. При резании на ножницах с наклонными ножами жёсткость остающейся неразрезанной части листа заставляет разрезаемый металл изгибаться в зоне резания, образуя характерную лунку рис. a1 a. Эта лунка перемещается вдоль линии реза, всё время опережая верхний нож [*1].
След, получаемый в процессе реза рис. a1, б, является равнодействующей вертикального и горизонтального напряжений реза и по внешнему виду напоминает синусоидальную кривую низкой амплитуды. Его внешний вид зависит от разрезаемого металла, бокового зазора δ между ножами, направления движения верхнего ножа к нижнему. Для материалов с небольшой толщиной h синусоидальное очертание следа мало заметно и не имеет большого практического значения [*3].
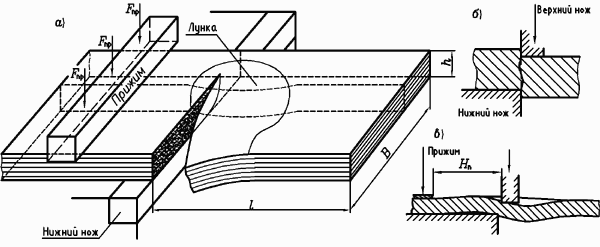
Рис. a1. Схематическое изображение листового металла, надрезанного на ножницах с наклонными ножами — а; вид сечения разрезаемого проката — б; изгиб листа при резке — в. На рисунке обозначены: B и h — ширина и толщина листа; l — длина отрезаемой части листа; Fпр — сила прижима листа; Hп — расстояние от прижима до линии реза. |
В пределах зоны деформации, простирающейся от точки врезания до начала разделения, материал в зоне резания подвергается пластической деформации и упрочнению [*2]. После начала разделения, сопротивление резанию хотя и понижается в результате концентрации напряжений, возникающей вокруг проникающих трещин, однако уплотнение материала продолжается также и в фазе разрыва. Обусловленное деформацией упрочнение препятствует продвижению трещин, так что поперечный разрез наступает не в результате внезапного разрыва, а образуется постепенно [*10].
Если режутся материалы с малой вязкостью, то как одно, так и другое остриё внедряются в металл до момента надрыва на небольшую глубину. Надрыв увеличивается и приводит к образованию делительной трещины [*9]. При резке вязкого материала надрыв не увеличивается, а задерживается в материале, который подвергается ещё большему деформированию. При дальнейшем проникании острия происходит ещё бóльшая деформация оставшейся «сердцевины» и образуется следующий надрыв, ведущий к образованию делительной трещины. Первый надрыв виден на поверхности среза как отдельная ступенька.