

2. Соединения пластмассовых конструкций
В конструкциях из пластмасс используют клеевые, клееметаллические, заклепочные, винтовые, сварные и шитые соединения.
Клеевые соединения являются наиболее эффективными, универсальными и распространенными соединениями пластмасс. Они дают возможность склеивать пластмассы и сопутствующие конструкционные материалы, прочность, деформативность и форма которых колеблются в широких пределах, что делает иногда невозможным применение прочих соединений. Например, можно склеивать пенопласты с металлами, прочность и деформативность которых отличаются в тысячи раз. Можно склеивать листовые материалы и воздухонепроницаемые ткани, толщина которых не превышает 2 мм. При этом получаются прочные, сплошные, воздухонепроницаемые соединения, жесткие или эластичные. Основными недостатками клеевых соединений являются малая прочность на поперечное растяжение — отрыв и ограниченная теплостойкость.
Клеи для склеивания пластмассовых конструкций применяются термореактивные и термопластичные в соответствии с физико-механическими свойствами и химическим составом склеиваемых материалов. Термореактивные клеи наиболее прочные, более теплостойкие и водостойкие, применяются,
главным образом, для склеивания термореактивных пластмасс и прочих сопутствующих материалов. Резорциновые клеи, безвредные и не содержащие кислот, являются наиболее рациональными для склеивания древесных пластиков с древесиной. Наибольшую прочность из них имеет клей ФР-12. Эпоксидные клеи на основе полимерной смолы ЭД-5 отличаются особо высокой прочностью и универсальностью. Они твердеют без подогрева, лучше работают на отрыв и не дают усадки при твердении. В клеевой раствор нередко добавляют цемент, повышающий вязкость и снижающий стоимость клея. Эти клеи тогда называют эпоксидно-цементными. Они применяются для склеивания термореактивных пластмасс, металлов и асбестоцемента. Полиэфирные клеи отличаются прозрачностью и используются для склеивания прозрачных полиэфирных стеклопластиков между собой и с другими материалами. Фенолформальдегидные клеи отличаются доступностью и малой стоимостью, однако они ядовиты при твердении и имеют в составе кислоту, действующую на склеиваемые материалы. Их используют для склеивания древесных пластиков и фенольных пенопластов.
Термопластичные клеи имеют меньшую прочность и теплостойкость, чем термореактивные, и применяются в основном для склеивания термопластичных пластмасс.
Полиметилакрилатные клеи отличаются особенно высокой прозрачностью и используются для склеивания прозрачного органического стекла. Перхлорвиниловые клеи применяются для склеивания винипласта и воздухонепроницаемых тканей с полихлорвиниловыми покрытиями.
Каучуковые клеи, например, марки 88Н состоят из каучуков или их смеси с полимерными смолами. Они отличаются высокой эластичностью и сопротивлением отдирающим усилиям, отсутствием хрупкости. Им не требуется отвердитель и большое давление при использовании. Эти клеи применяются для склеивания металлов, пластмасс и воздухонепроницаемых тканей с резиновыми покрытиями.
При устройстве клеевых соединений листовых материалов, в частности при стыковании обшивок и ребер панелей, применяют различные типы соединений внахлестку (рис. 10), с одно- или двусторонними накладками. Протяженность клеевого шва с каждой стороны стыка (длина нахлестки ) определяется расчетом его на срез. Однако в любом случае длина нахлестки должна быть не меньше 8 толщин листа для асбестоцемента, 50 толщин листа для металлов и 20 толщин листа для стеклопластиков.
Клеевые соединения в пластмассовых конструкциях чаще работают на сдвиг, однако в некоторых случаях соединение может испытывать усилия, вызывающие в нем растяжение, которое применительно к клеевым швам называют отрывом. В зависимости от характера распределения растягивающих напряжений по протяженности шва различают равномерный и неравномерный отрыв.
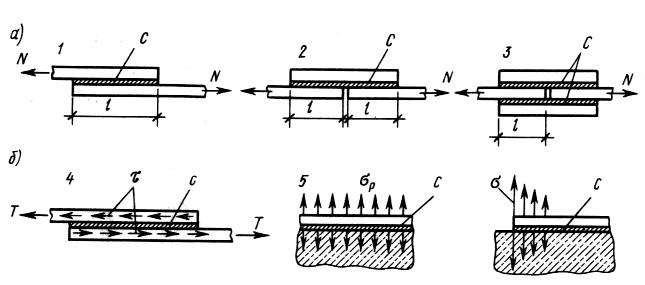
Рис. 10. Клеевые соединения пластмасс и сопутствующих материалов: а—типы соединений; /—внахлестку; 2—с одной накладкой; 3—с двумя накладками; б— работа соединений; 4 — на сдвиг; 5 — на отрыв; 6—на неравномерный отрыв; с — клеевые швы
Прочность
клеевых соединений и их расчетные
характеристики зависят от марки
клея, вида напряженного состояния
(сдвиг, растяжение), природы соединяемых
материалов. Во многих случаях прочность
клеевой прослойки оказывается выше,
чем прочность одного (или обоих)
соединяемого материала. В таких случаях
расчетное сопротивление соединения
определяют не по клеевому соединению,
а по одному из соединяемых материалов.
Например, по пенопласту ПС4 при склеивании
его с металлом или с асбестоцементом
расчетные сопротивления среза равны
![]() = 0,04 МПа и
=
0,075 МПа.
= 0,04 МПа и
=
0,075 МПа.
Методика назначения расчетных характеристик клеевых соединений аналогична методике, принятой для конструкционных пластмасс. Значения коэффициентов изменчивости для клеевых соединений лежат в широких пределах — от 0,1 до 0,30, а коэффициент безопасности по материалу с учетом длительной прочности составляет 1,9...7,7.
Так
же как и для конструкционных пластмасс,
для клеевых соединений при соответствующих
эксплуатационных условиях учитываются
коэффициенты условия работы;
— учитывающий температурный фактор;
![]() — учитывающий влажностные условия;
— учитывающий влажностные условия;
![]() — учитывающий атмосферные условия.
— учитывающий атмосферные условия.
Клееметаллические соединения являются комбинированными, состоящими из точечных металлических соединений и клеевой прослойки, располагающейся вдоль всего шва. В зависимости от вида металлической связи различают соединения: клеесварные (точечная сварка однородных металлов--клеевая прослойка); клее винтовые (металлические винты -- клеевая прослойка); клеезаклепочные (металлические заклепки - клеевая прослойка). Клееметаллические соединения применяются для соединения элементов из однородных и разнородных высокопрочных материалов (металлы, стеклопластики, древесные материалы) в трехслойных панелях и других подобных конструкциях.
Клееметаллические соединения (рис. 11) имеют более высокую прочность при неравномерном отрыве, чем клеевые, повышенную теплостойкость и огнестойкость. Кроме того, при сдвиге они более прочны, чем соответствующие чисто металлические соединения. Эти соединения находят применение, главным образом, в трехслойных плитах и панелях, где заклепки, винты или сварные точки работают совместно с клеевым швом. Клееметаллические соединения рассчитывают и конструируют с учетом следующих особенностей.
|
Рис. 11. Клееметаллические соединения алюминиевых листов: а — клеесварное; б — клеезаклепочное; s — клеевинтовое; / — клеевой шов; 2 — сварная точка; 3 — заклепка; 4 — винт |
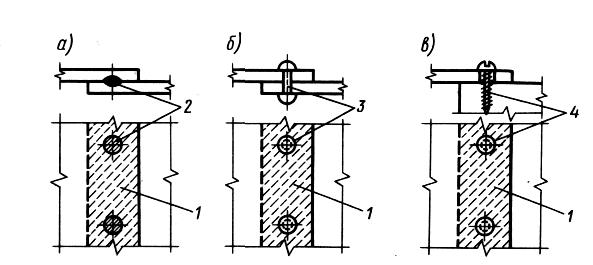
Прочность клееметаллических соединений при сдвиге определяется как прочность заклепки, винта или сварной точки, умноженной на коэффициент, равный 1,25...2, учитывающий работу клея. При этом прочность заклепки и винта вычисляется из условий смятия или среза стержня заклепки (винта) или смятия металла соединяемых элементов, а прочность сварной точки — из условия среза. Данные для расчета заклепок, винтов и сварных точек принимаются по нормам проектирования стальных и алюминиевых конструкций. При этом винты рассчитывают по нормам для болтовых соединений на чистых и получистых болтах.
Размещение заклепок, винтов и сварных точек производится также в соответствии с требованиями норм проектирования стальных и алюминиевых конструкций. Для обеспечения плотности клеевого шва шаг сварных точек, винтов и заклепок принимается не более 35...150 мм в зависимости от толщины соединяемых листов и вида соединения. Кроме того, каждый вид клееметаллического соединения имеет свои особенности и области применения.
Сварные соединения пластмасс используются для соединения элементов из одного и того же термопластичного материала. При сварке соединение элементов осуществляется за счет одновременного действия высокой температуры и давления. К достоинствам сварных соединений относятся высокая плотность шва, быстрота их осуществления, простота технологических операций. Вместе с тем у сварных соединений более низкая прочность и ухудшаются некоторые другие свойства материала шва по сравнению с основным материалом; ограниченная область применения (только для термопластов); температура нагрева при сварке лежит между температурами текучести и его разрушения.
|
Различают два способа получения сварных соединений термопластов: сварка в струе горячего воздуха и контактный способ (рис. 12).
|
Рис. 12. Сварные соединения термопластических пластмасс: а — типы сварных швов; 1— валиковый; 2— V-образный; З — угловые; 4 — X- образный; б — контактное сварное соединение |
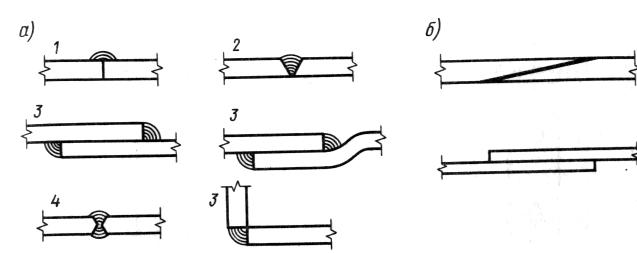
Сварка в струе горячего воздуха подобна газовой сварке металлов. Материал соединяемых деталей и присадочный пруток размягчают в струе горячего воздуха, нагретого до 250...270°С, материал присадочного прутка легко заполняет зазор между деталями, а после остывания образуется плотный герметичный шов.
В качестве источника теплого воздуха используют сварочный пистолет, к которому подводится сжатый воздух, подогреваемый вмонтированным в пистолет электронагревателем. Сварка таким методом является эффективным и высокопроизводительным способом соединения термопластов. Сварной шов в сечении может иметь различный профиль.
Контактный способ (рис. 12, б) применяется для соединения органического стекла, винипласта, полиэтилена, полистирола. Для устройства сварного шва по одному из вариантов контактного способа места соприкосновения двух соединяемых деталей срезают на ус с уклоном 1:3... 1:5, совмещают по площади
контакта и в таком положении закрепляют. Затем шов сжимают и нагревают. Для органического стекла давление составляет 1 МПа, а температура нагрева 140...145 °С. Возможна контактная сварка впритык. В этом случае давление прикладывается в плоскости листа и его интенсивность составляет 3...5 МПа, а температура нагрева 180...190 °С. Продолжительность запрессовки составляет 10...15 мин.
Следует, однако, иметь в виду, что прочность сварного шва, как правило, меньше прочности основного материала. Так, для винипласта это снижение составляет 15...35 % при сжатии, растяжении и изгибе, а при испытании на удельную ударную вязкость прочность уменьшается на 90%. Поэтому в случаях, когда эта характеристика является существенной, вместо сварки лучше применить склеивание.
Клеесварные
соединения
(рис. 11, а) состоят из сварных точек,
полученных контактной точечной сваркой
и сплошного клеевого шва между точками.
Расчетное сопротивление одной точки
![]() зависит от толщины и марки металла
соединяемых элементов, качества
подготовки их поверхности, диаметра
ядра сварной точки, типа контактной
точечной машины и режима сварки. Нормы
проектирования алюминиевых конструкций
предусматривают соединение точечной
сваркой элементов толщиной 0,3...4 мм. В
клеесварных соединениях точечная сварка
производится при неотвержденном клее.
Применяются клеесварные соединения
только для соединения двух элементов
из одного металла.
зависит от толщины и марки металла
соединяемых элементов, качества
подготовки их поверхности, диаметра
ядра сварной точки, типа контактной
точечной машины и режима сварки. Нормы
проектирования алюминиевых конструкций
предусматривают соединение точечной
сваркой элементов толщиной 0,3...4 мм. В
клеесварных соединениях точечная сварка
производится при неотвержденном клее.
Применяются клеесварные соединения
только для соединения двух элементов
из одного металла.
Клеезаклепочные
соединения
(рис. 11, б) с обыкновенными заклепками
применяют для соединения металлических
(алюминиевых, стальных) обшивок с
металлическим обрамлением и для
стыкования металлических обшивок в
трехслойных панелях. При толщине
соединяемого пакета 3 мм и меньше диаметр
заклепки должен быть не меньше толщины
пакета. Длина стержня заклепки
![]() должна быть больше толщины пакета на
1,3d3,
где d3
—
диаметр заклепки. При соединении
асбестоцементных обшивок с обрамлением
рекомендуется применять трубчатые
заклепки, которые делаются из
малоуглеродистой стали. Ее наружный
диаметр составляет 10...16 мм, толщина
стенки 0,8...1,0 мм, длина заклепки должна
быть больше общей толщины соединяемых
элементов на 8 мм, максимальный шаг
трубок 350 мм. После установки полость
трубок заполняют раствором на расширяющемся
цементе.
должна быть больше толщины пакета на
1,3d3,
где d3
—
диаметр заклепки. При соединении
асбестоцементных обшивок с обрамлением
рекомендуется применять трубчатые
заклепки, которые делаются из
малоуглеродистой стали. Ее наружный
диаметр составляет 10...16 мм, толщина
стенки 0,8...1,0 мм, длина заклепки должна
быть больше общей толщины соединяемых
элементов на 8 мм, максимальный шаг
трубок 350 мм. После установки полость
трубок заполняют раствором на расширяющемся
цементе.
Клеевинтовые соединения применяются в трехслойных панелях для стыкования обшивок из металлов, асбестоцемента, древесных листовых материалов. Для клеевинтовых соединений металлических элементов применяют самонарезающие винты. При толщине соединяемых элементов 0,5...1,0 мм диаметр винтов должен быть 3...3.5 мм, при толщине 1...3 мм — 4...5 мм.
Для соединения асбестоцементных листов диаметр винтов принимают 5...6 мм, а максимальный шаг винтов 250 мм.
Шитые и клеешитые соединения — соединенные между собой полотна воздухонепроницаемых тканей с прикрепленными к ним различными тканевыми деталями. Для сшивания применяют высокопрочные капроновые нитки и каучуковые клеи. Шитые соединения выполняют на промышленных швейных машинах. Эти соединения не полностью герметичны, но достаточно прочны и менее трудоемки в изготовлении. Клеешитые соединения имеют в своей конструкции кроме ниток еще клеевые швы. Они более герметичны, но и более трудоемки в изготовлении.
В шитых соединениях нитки работают на растяжение, а клеевые швы — на срез.
Соединения металлических элементов профильных сечений выполняются также при помощи болтов, винтов, заклепок и сварки.