

Обкатывание роликом
Какая технологическая задача решается при обкатывании поверхностей роликовым инструментом, и на каком этапе техпроцесса она осуществляется?
на отделочном этапе, обеспечивается выполнение требований по качеству поверхностного слоя
Какие поверхности деталей машин обкатываются роликовым инструментом?
Галтели, наружные и в отдельных случаях внутренние цилиндрические поверхности, а также плоские торцовые поверхности крупных, массивных деталей.
Характеристика пятна контакта между роликом и обкатываемой поверхностью в процессах ППД.
Для обкатывания используют ролики различной конфигурации, которые обычно устанавливают под некоторым углом к оси обрабатываемой детали, при этом в зоне контакта остается отпечаток, форма которого зависит от конфигурации ролика, кривизны обрабатываемой поверхности и угла α
Отпечаток эллиптической формы с осями образуется при использовании ролика кругового профиля, установленного без наклона к оси обрабатываемой детали.
Прямоугольный отпечаток получается при линейном исходном контакте ролика с деталью, условием которого в общем случае служит равенство абсолютных значений кривизны профиля ролика и детали (например, галтель на детали и торообразный ролик). В простейшем случае прямоугольный отпечаток создает цилиндрический ролик, установленный параллельно оси цилиндрической обрабатываемой детали, при этом их кривизна в поперечном сечении не влияет на форму отпечатка.
Прямоугольный отпечаток целесообразно использовать при обработке по схеме «на врезание», т. е. без продольной подачи. Наиболее распространена схема обработки с использованием отпечатка каплевидной формы, которая обычно создается при обкалывании цилиндрическим или коническим роликом, установленным под углом α к обрабатываемой поверхности
Как оценить остаточную пластическую деформацию при вдавливании твердого ролика статической силой в обрабатываемый материал?
Степень пластического деформирования ε определяется соотношением ε = d/D, где d — диаметр отпечатка D — диаметр вдавливаемой сферы. Для различных методов ППД и различных условий обработки ε - 0,1 ...,9, а для конструкционных сталей ε = 0,3 ... 0,7.
Характер и глубина распространения наклепанной зоны под поверхностью отпечатка.
Глубина наклепа h (рис. 4) пропорциональна глубине отпечатка h1, т. е. h = тh1. Для различных условий обработки коэффициент m = 2 ... 20.
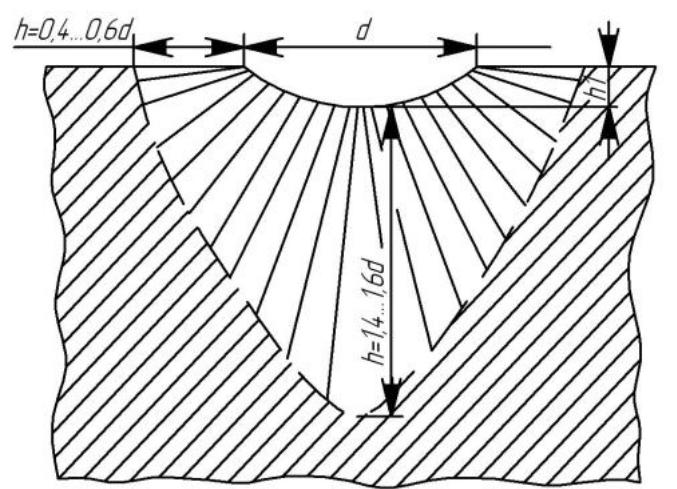
Рис. 4
Какая существует связь между силой деформирования и глубиной наклепа для данного материала в процессах обкатывания роликом?
Глубина наклепа h связана с силой
деформирования Р соотношением =
![]() , где σт - предел
текучести материала. Для конструкционных
сталей с погрешностью не более ±10%
справедливо соотношение σт
= НВ/3, поэтому , h =
, где σт - предел
текучести материала. Для конструкционных
сталей с погрешностью не более ±10%
справедливо соотношение σт
= НВ/3, поэтому , h = ![]() )
)
Объясните схему последовательного образования микропрофиля при обкатывании роликом.
В начале обработки при первом обороте детали (рис. 5, I) образуется канавка с волнами по обеим сторонам. При втором обороте детали в связи с перемещением инструмента на величину подачи образуется вторая канавка (рис. 5, II), глубина которой должна быть больше первой, так как вследствие уменьшения контактной площади между шаром и де- талью увеличивается контактное давление. Образование последующих канавок (рис. 5, ΙΙΙ-IV) производится аналогично.
Штриховой линией на схеме показан микропрофиль, полученный на поверхности детали при предыдущем ее обороте, а сплошной линией показан микропрофиль, который образуется в данный момент (на данном обороте)
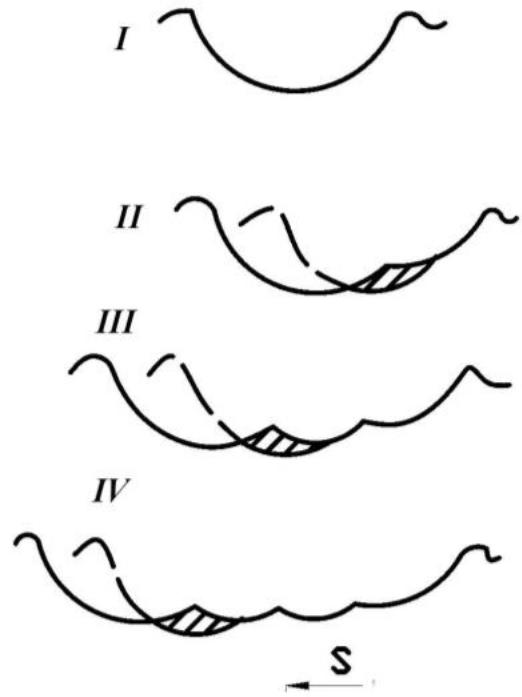
Рис. 5. Схема образования микропрофиля