

7. По каким критериям оценивается стабильность регулярного микрорельефа?
за критерий принимают сохранение относительного расположения каналов и их размеров (глубины h и ширины в канавки)
8. Какое влияние на стабильность эксплуатационных свойств поверхности с регулярным микрорельефом оказывает относительная площадь каналов?
большая стабильность эксплуатационных свойств поверхности с регулярным микрорельефом
Дорнование
Краткая характеристика и область применения процесса дорнования.
Дорнование – прогрессивный процесс обработки отверстий заготовок холодным локальным пластическим деформированием, при котором рабочий инструмент – дорн, перемещаясь вдоль образующей отверстия, обеспечивает за счет натяга упрочнение металла, сглаживание исходных шероховато-стей, изменение формы поперечного сечения отверстия путем существенного изменения размеров, как отверстия, так и наружной поверхности заготовки.
Сравнительная характеристика поверхностного и объемного дорнования.
Различают поверхностное и объемное дорнование отверстий. Поверхностное дорнование обеспечивает обработку отверстий с точностью 6 - 9 квалитетов и шероховатостью – Ra = 0,32…0,04 мкм. При поверхностном дорновании пластически деформируется поверхностный слой и поэтому он успешно заменяет такие процессы, как хонингование, шлифование, выглаживание, раскатывание отверстий и др.
В процессах объемного дорнования пластическое деформирование происходит по всему поперечному сечению обрабатываемой детали, и их наиболее эффективно применяют взамен чернового растачивания при обработке отверстий трубных заготовок типа гильз и длинных цилиндров. При объемном дорновании в заготовках из бесшовных труб обычной точности без предварительного травления и дополнительной механической обработки за один рабочий ход многозубого дорна можно получить отверстия точностью IT11 и шероховатостью обработанных поверхностей – Ra = 0,63…0,04 мкм. Эти процессы гарантируют получение требуемой прямолинейности образующих отверстий труб любой длины.
Виды дорнования в зависимости от характера расположения обрабатываемой детали.
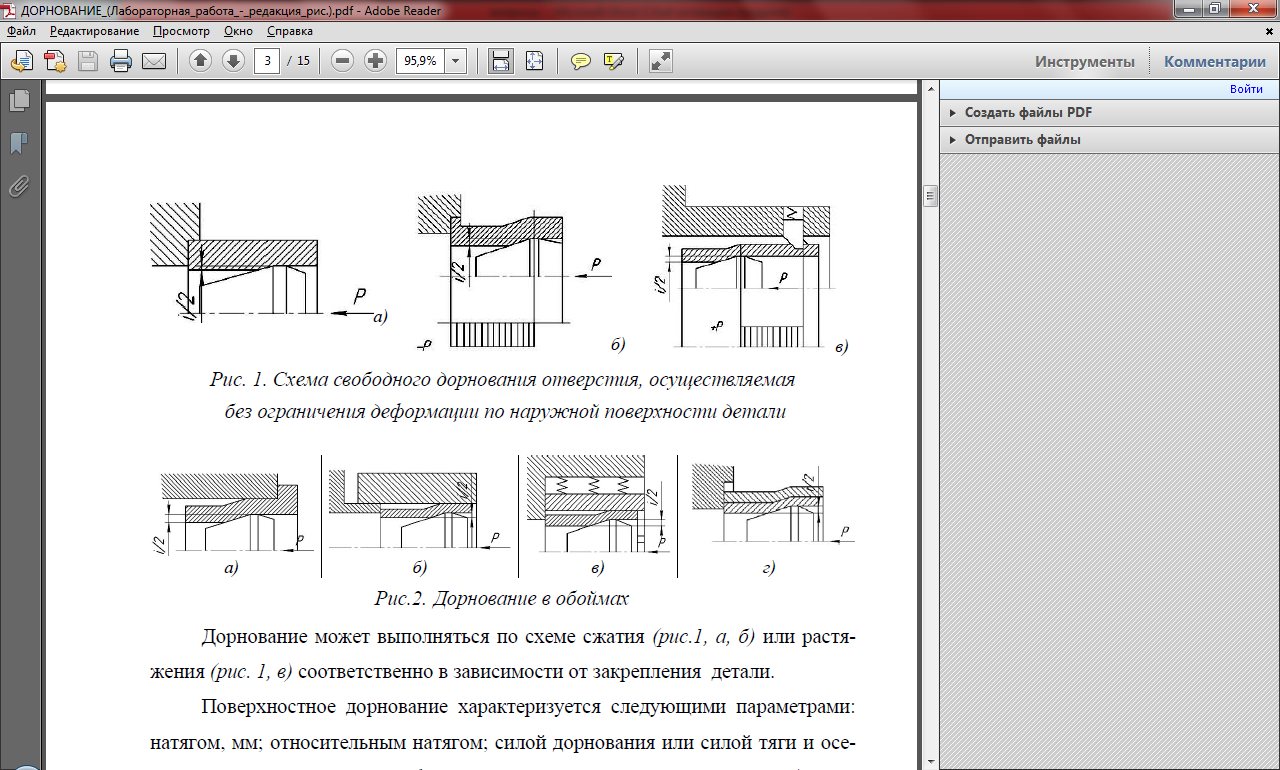
По характеру расположения обрабатываемой детали различают свобод-ное дорнование, которое осуществляется без ограничения деформации по наружной поверхности детали (рис. 1) и дорнование в обоймах (рис. 2).
Объясните термины: натяг дорнования, относительный натяг дорнования.
Натяг дорнования – это разность исходных номинальных размеров (диа-метров) контактирующих поверхностей инструмента и отверстия деформируемой дорном заготовки в поперечном сечении.
Относительный натяг дорнования – это безразмерный параметр процесса дорнования, представляющий собой отношение натяга дорнования к соот-ветствующему размеру исходного или реже – обработанного отверстия заго-товки.
Силы, возникающие в процессе дорнования. Как определяется величина силы при дорновании?
При дорновании прикладываемая сила как, отмечалось выше, может быть толкающей или тянущей. Сила дорнования, прикладываемая к инструменту, раскладывается на осевую и радиальную (рис. 3, а) составляющие. Осевая сила Ро совершает работу К1 трения и поверхностного деформирования мик-ронеровностей (рис. 3, б), а радиальная сила Рr стремится увеличить диаметр
обрабатываемой детали, совершая работу К
2 «раздачи» или объемного дефор-мирования, а также работу К3 изгиба стенок обрабатываемой детали (К4 = К1 + К2 + К3).
