

21.4 Дайындамаларды жону станоктарында өңдеу
Жону тобының станоктары сыртқы және ішкі айналу беттерін (цилиндрлік, конустық және фасондық), жазық шет жақ беттерін өңдеуге (шет жақтарын кесу), сыртқы және ішкі бұрандаларды кесуге және кейбір басқа жұмыстарға арналған. Жону станоктарында өңдеудің барлық түрлері жүргізіледі: сыдыру, қаралтым, жартылай таза, таза және жұқа. Жону станоктарында арнайы құрылғыларды пайдалану кезінде бірқатар қосымша операцияларды, соның ішінде цилиндрлік беттер аунақшаларымен және шарларымен домалату және жаю, алмастық тегістеу, бұдырларды бүрлеу, жонғылау, ажарлау және басқа операцияларды орындауға болады.
Жону тобы станоктарының типтері және қолданылу саласы
Машина жасауда жону тобының станоктары металл кескіш станоктардың ортақ паркінен 30…40 % құрайды. Тағайындалуына және конструкциясына байланысты осы топтың станоктары келесі типтерге бөлінеді: 1 – автоматтар және бір айналдырықты жартылай автоматтар; 2 – автоматтар және көп айналдырықты жартылай автоматтар; 3 – револьверлі; 4 – тесу-кескіш; 5 – айналма; 6 – жону, жону-бұранда кескіш және маңдайлы; 7 – жону-көп кескіш; 8 – арнайыландырылған; 9 – арнайы. Жону станоктарының әрбір типінің бірнеше моделі бар.
Жону автоматтары және жартылай автоматтары ірі сериялы және жаппай өндірістерде аса кең таралды. Олар күрделі пішін үйлесімді тетіктерді бірнеше құралдармен өңдеуге арналған. Жартылай автоматтарда дайындамаларды механикалық өңдеу процесі ғана, ал сондай-ақ автоматтарда дайындамаларды тиеу және өңделген тетіктерді түсіру процесі автоматтандырылған. Жону автоматтары және жартылай автоматтары әмбебап және арнайы, бір және көп айналдырықты, горизонталь және вертикаль болады.
Револьверлі (револьверлі-жону) станоктары сериялық өндіріс жағдайларында күрделі пішінді тетіктерді өңдеуге арналған. Бұл станоктар арнайы құрылғылармен – револьверлі бастиектермен (револьверлі суппорттармен) жабдықталған, олар бірнеше құралдың бір мезгілде орналасуы үшін қызмет атқарады. Револьверлі бастиектер осьтері вертикаль да, горизонталь да болуы мүмкін.
Айналма (айналма-жону) станоктары биіктігі үлкен емес ірі габаритті (L/D = 0,2…0,3) дайындамаларды өңдеу үшін қолданылады. Бұл доңғалақтар, турбиналар, маховиктер және т.с.с. дайындамалары болуы мүмкін. Жону станоктарынан ерекшелігінде дайындама дөңгелек горизонталь үстелде – вертикаль айналу осі бар айналмалар орнатылады. Айналма үстелінің бар болуы (диаметрі 0,5…2 м) дайындамаларды станокта орнатуды, дәлдеуді және бекітуді жеңілдетеді. Кескіштер және осьтік құралдар бір тіреулі станоктарда – вертикаль тіреуде орналасқан револьверлі бастиекте, не болмаса екі тіреулі станоктарда маңдайшада бекітіледі. Айналма станоктар әмбебап та, арнайыландырылған да болып шығарылады.
Маңдайлы станоктар диаметрі үлкен және ұзындығы шағын дайындамаларды өңдеуге арналған. Өңделетін дайындама станок айналдырығында орнатылған планшайбада бекітіледі. Планшайба астында станок орнағының ойықшасы бар, бұл диаметрі планшайбаның диаметрінен үлкен дайындаманы өңдеу мүмкіндігін қамтамасыз етеді. Маңдайлы станоктарда сыртқы цилиндрлік және конустық беттерді жонуға, шет жақтарды өңдеуге, бунақтарды жонуға, ішкі беттерді кеулей жонуға болады. Бұл станоктар жеке және ұсақ сериялы өндірістер жағдайларында қолданылады. Негізінде ірі сериялы және жаппай өндірістерде қолданылатын көп кескіш-жону станоктары сатылы біліктерді, тісті доңғалақтар блоктарын және басқа күрделі тетіктерді өңдеуге арналған. Бұл станоктардың екі және одан көп суппорттары бар, олардың әрқайсысында бір мезгілде жұмыс істейтін бірнеше кескіштер бекітілген. Көп кескіш-жону станоктары тәртіп бойынша автоматтық циклде жұмыс істейді.
Арнайыландырылған және арнайы жону станоктары белгілі типтік өлшемді тетіктерді өңдеу үшін қолданылады. Машина жасау кәсіпорындарында жону және бұранда кескішжону станоктары аса көп таралды. 16к20 типті бұранда кескіш-жону станогы 21.13-суретте келтірілген.
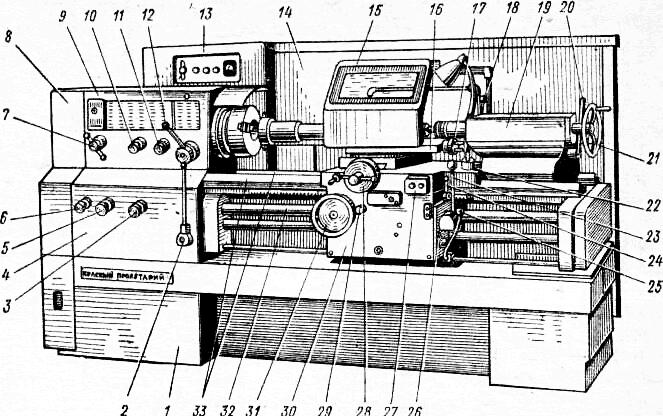
1-тұғыр; 2, 25-басты қозғалыс механизмнің көпдискілі үйкелісті жалғастырғышын басқару үшін біріккен тұтқалар; 3, 5, 6-кесілетін бұранданың беріліс немесе қадам мөлшерін анықтау үшін; 4-берілістер қорабы; 7, 12-шпиндельдің айналу жиілігін өзгерту үшін тұтқа; 8-қаптама; 9-алдыңғы тұғыр; 10-бұранданың қалыпты және үлкейтілген қадамын орнақтыру үшін тұтқа; 11-кесілетін бұранданың бағытын өзгерту үшін; 13-электршкаф; 14-қалқан; 15-қалқанша;16-үстіңгі жылжымалар; 19-артқы тұғыр; 21-тегершік;
22-құралкүймешік; 23-жұмыс және үдемелі берілістерді қосу және тоқтату үшін тұтқа; 24-жүрістік бұранданың сомын қосу және тоқтату; 26-берілісті қосу және тоқтату;
27-электрқозғалтқышты қосу және тоқтату;28-жылжымаларды көлденең жылжыту үшін; 30-алжапқыш; 31-құралкүймешікті бойлай жылжыту үшін; 32-жүрістік бұранда
21.13-сурет – 16К20 модельді бұранда кескіш-жону
станогының жалпы түрі және басқару мүшелері
Жону станоктары бұрандаларды кесуді қоспағанда, жону жұмыстарының барлық түрлерін орындау үшін қолданылады. Бұранда кескіш-жону станоктары жону станоктарынан жүрістік бұраманың бар болуымен ерекшеленеді, бұл дайындаманың сыртқы және ішкі беттерінде бұранда кесуді орындау мүмкіндігін қамтамасыз етеді.
Барлық жону және бұранда кескіш-жону станоктары бір типті құрастырылған, сонымен бірге бұранда кескіш-жону станогының құрастырылуы аса тән болып табылады. Станокта әр түрлі жону жұмыстарын орындауға болады: қалыпты және үлкейтілген қадамымен оң және теріс метрикалық, дюйімді, модулді, питчті бір- және көпкірмелі бұрандалар; бүйіржақ бұранда кесу және басқалар.
Станок кең технологиялық мүмкіншіліктерге ие, онда шынықтырылған немесе шынықтырылмаған болаттарды, сонымен бірге қиын өңделетін материалдарды өңдеуге болады.
Бұранда кескіш-жону станоктарын салмағы бойынша келесі түрге бөледі: 100 кг-дейін-жеңіл, 10 т-дейін орташа, 10 т артық-ауыр және 400 т артық-аса ауыр.
Сандық бағдарламалы басқаруы (СББ) бар станоктар
21.14, а, б –суретте көлбеу (21.14, а, –сурет) және вертикаль (21.14, б –сурет) станиналары бар СББ-мен жону білдектерінің жалпы 2 түрлерінің сұлбасы корсетілген. Бастиек автоматтық түрде осьті айнала бұрылады, сол себептен кескіштердің алмасуы тез орындалады. Білдек тұтынушыға білдектің жұмыс циклын басқарушы СББ жүйе блоктары орналастырылған шкафпен бірге ұсынылады. СББ жүйесі дайындаманың айналу жиілігінің өзгеруін, беріліс жылдамдығының өзгеруін, аспап бастиегінің периодтық айналысын қамтамасыз етеді. Оператор атқарушы механизмдарға барлық командаларды басқару панелінде пернелердің көмегімен жүзеге асырады.
Білдекті екі револьверлі бастиектерді орнату кезінде (21.14, б -сурет) біреуінің ішіне сыртқы беттерді өңдеу үшін құралдарды бекітеді, ал екіншісіне ішкі беттерді өңдеу үшін құралдарды бекітеді. Револьверлі бастиектерде айналыстың көлденең, тік, көлбеу остері болады. Револьверлі бастиектердің ойықтарында білдектің сыртында дайындама беттерінің өңдеуінің берілген өлшемін баптайтын ауыспалы өзара ауыстырушы аспаптық блоктарды орнатады.
СББ-мен жонғыш білдектердің конструкциясында төрт-он екі позиционды револьверлі бастиектерді қолданады. Бастиектің әрбір позициясында дайындаманың сыртқы және ішкі беттерінің параллель өңделуі үшін екі аспаптан орнатуға болады.
СББ-мен жонғыш білдектерде аспаптық магазин (аспаптардың 8 ... 20 сыйымдылығымен) сирек қолданылады. Аспаптардың үлкен санымен аспаптық магазиндерді қолдану білдектерді серпімді өндірісті модулдерге, роботталған технологиялық кешендерге енгізу кезінде және кесу аспаптарында беріктіктің біршама периоды болған кездерде тиімді болып табылады. Қазіргі заманғы жонғыш білдектерінде келесі СББ жүйелерін қолданады: барлық басқарушы бағдарламаны сақтау үшін жадысы бар SNC; CNC – мини-ЭЕМ немесе микропроцессоры бар СББ білдекті автономды басқару; DNC – жалпы басқарушы ЭВМ-нан білдектерді топтық басқару.
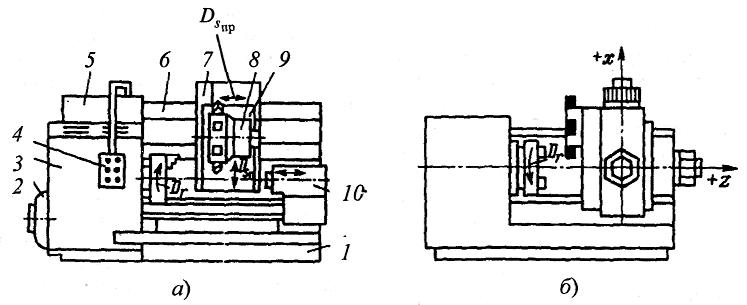
1-көлбеу станина; 2-электрқозғалтқыш; 3-алдыңғы тұғыр; 4-пульт; 5-шкаф;
6-бағыттаушылар; 7-суппорт; 8-револьверлі бастиек; 9-жылжымалар; 10-артқы тұрғы
21.14-сурет – СББ - мен жону станоктардың жалпы түрлері
21.15-суретте кесу күшінің мәнінің тұрақтылығын қамтамасыз ететін СББ адаптивті жүйемен жону станокта дайындамаларды өңдеу сұлбасы келтірілген.
Күшейткіш арқылы 4 пайда болған сигнал салыстыру блок-сұлбасына 5 беріледі, онда оның деңгейі шығаратын құрылғының сигналының деңгейімен салыстырылады. Датчиктің 3 және құрылғының 6 сигналдарының айырмасы күшейткіштен кейін бағдарламалық басқарудың 8 блок-сұлбасына түседі. Осыдан кейін сигнал бағдарлама сигналымен суммаланады және қадамды коммутаторға 9, қадамды электрдвигателіне 10, гидрокүшейткішке 11 және редукторға 12, айналмалы қозғаушы бұрамаға 13 және суппортқа 14 бойлай берілісті хабарлаушыға келеді.
Датчиктің және шығарушы құрылғының сигналдарының айырмасының таңбасынан кесу күшінің өзгеруіне әсер ететін бойлай берілістің жылдамдығының артуы немесе төмендеуі орындалады. Кесу күшінің тұрақты мәнінде дайындаманы өңдеу өңдеудің қателіктеріне әкелетін технологиялық жүйеде серпімді деформациялардың тербелістерін едәуір төмендетуге және білдек қуатын тиімді қолдануға және құралдың беріктігін жоғарлатуға мүмкіндік береді.
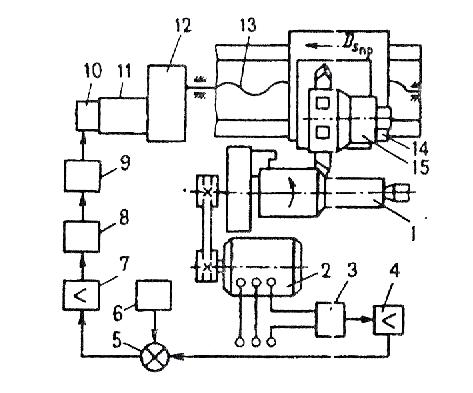
1-өңделетін дайындама; 2-электрқозғалтқыш; 3-датчик; 4-күшейткіш; 5-блок-схема;
6-құрылғы; 7-күшейткіш; 8-бағдарлы басқару; 9-қадамды коммутатор; 10-қадамды электрқозғалтқыш; 11-гидрокүшейткіш; 12-бәсеңдеткіш; 13-айналма жүріс бұрама;
14-суппорт; 15-құрал бастиегі
21.15-сурет – СББ адаптивті жүйемен жону білдегінде дайындамаларды өңдеу сұлбасы
Сандық бағдарламалы басқаруы (СББ) бар қазіргі станоктар көбінесе кесу уақыты бойынша салыстыруға болады. VL сериялы станоктарда мақсатты бағыттау арқылы қысқа жылжытулар іске асырылады. Бұл қосымша уақытты қысқарту есебінен өңдеу уақытын едәуір ұтымды болуға әкеледі. Тетіктерді тиеу және түсіру құрылғылары қажет болмайды. Станокты айнала қоршаулаған тасымалдау-жинақтау конвейері тиеу позициясына тетіктерді орналастырады. Портал құралкүймешіктің бөлігі болатын жұмыс шпинделі өзі дайындамалар алуды және өңделген тетіктерді орналастыруды орындайды.
21.16-суретте СА562 модельді жоғары дәлдікпен өңдейтін бұранда кескіш-жону станогы бейнеленген.
Алдыңғы
тұрғы
Құралкүймешік
Артқы
тұрғы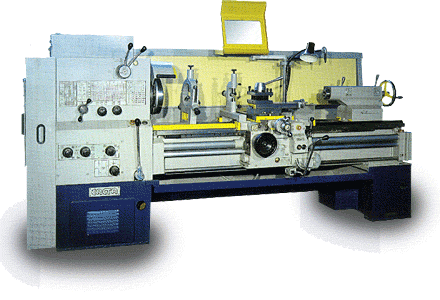





Жылжымайтын
сүйеніш
Жылжымалы
сүйеніш
217.16-сурет - СА562 модельді жоғары дәлдікпен
өңдейтін бұранда кескіш-жону станогы
21.17-суретте тұйық тасымалдауыш конвейердің көрінісі келтірілген. Тұйық тасымалдауыш конвейер қайта баптауды қажет етпейтін тасымалдауыш жақтаушаларда тиеу-түсіру позицияларға тетіктердің орнын ауыстырады. Тиеу-түсіру позициясы жұмыс аймағының артында орналасқан. Сондықтан транспортердің алдыңғы бөлігінде орналасқан жылжымайтын өңделген тетіктер өңделмеген дайындамаларға оңай алмастырылады. Станоктың СББ басқарылатын тасымалдауыш конвейер қайта баптауды қажет етпейді. Басқа тетікке ауысу кезінде тасымалдауға қатысты жаңа мәліметтерді басқару бағдарлама арқылы СББ -ның құрылғысына кіргізеді.

21.17-сурет-Тұйық тасымалдауыш конвейер