

21.7.1 Жоңғылау станоктарының негізгі типтері
және қолданылу саласы
Орындалатын жұмыстарға және конструкциялық ерекшеліктер-
ге байланысты жоңғылау тобының станоктарын жалпы тағайындал-
ған және арнайы деп бөледі. Әдетте жалпы тағайындалған жоңғылау станоктарына горизонталь және вертикаль-жоңғылау станоктары (айналдырығы горизонталь және вертикаль орналасқан) жатады. Өңделетін тетік мұндай станоктарда бойлық бағытта орын ауыстырады. Аталған станоктардың арасында сондай-ақ әмбебап жоңғылау станоктары бар. Олар бірқатар бұрандалы бунақты жоңғылау және жұмыстардың басқа түрлерін орындау кезінде станок үстелін вертикаль осьтің айналасында белгілі бұрышқа (±45…50о) бұруға болатынымен ерекшеленеді.
Сондай-ақ жалпы тағайындалған станоктарға бойлық-жоңғылау станоктары жатады: бір горизонталь айналдырығы бар бір жақты, екі горизонталь айналдырығы бар екі жақты және горизонталь, вертикаль айналдырықтары бар көп айналдырықты.
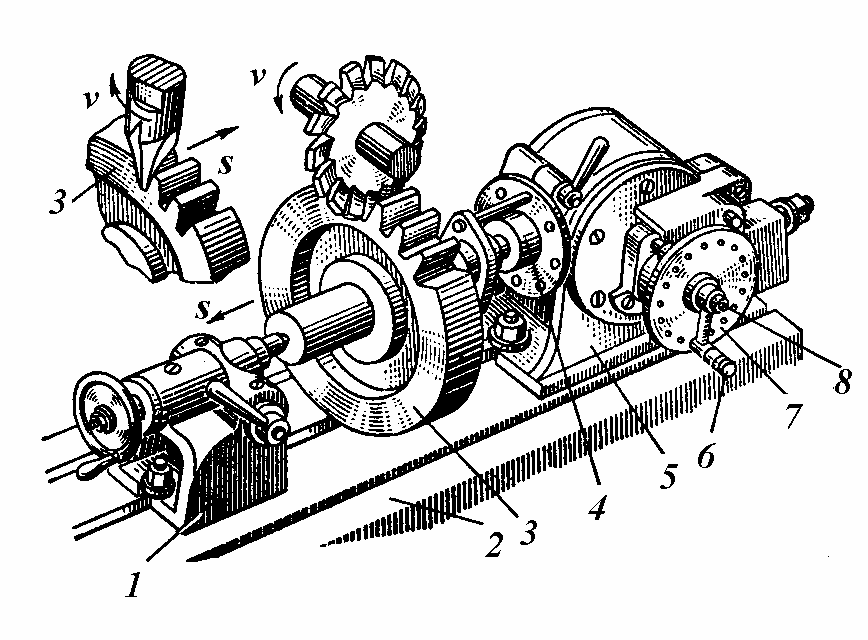
Арнайы жоңғылау станоктарына шет жақты-жоңғылау, консольсыз-жоңғылау, айналатын үстелдері бар айналма-жоңғылау, әр түрлі фасондық беттерді өңдеуге арналған көшіргіш-жоңғылау, сондай-ақ бұрандалы-жоңғылау, кілтекті-жоңғылау, агрегатты-жоңғылау және т.б. жатады. Жоңғылау станоктарының әрбір типінің бірнеше моделі бар. 21.47-суретте әмбебап жоңғылау станогының жалпы түрі көрсетілген.
Іргетас тақтасына 1 орнақ 2 бекітіледі, оның жоғарғы бөлігінде аспаны 6 бекітуге арналған тұмсық 5 орналасқан. Орнақтың артқы жағынан электр қозғалтқыш 3 жинақталған, ол орнақтың жоғарғы бөлігінде орналасқан жылдамдықтар қорабы арқылы айналдырықты 9 айналдырады. Құрал білікте 7 бекітілген жонғыш 8 айналдырықтан алынатын бас айналмалы қозғалысты жүзеге асырады. Жылдамдықтар қорабы айналдырық айналымдарының санын ауыстырып қосу лимбімен 4 және батырмалы іске қосу панелімен жабдықталған.
Консоль 13 станок орнағында орналасқан вертикаль бағыттаушылар бойынша қозғалады. Консольдың жоғарғы бөлігінде үстел 10, үстелдің айналатын бөлігі 11 және жылжымалар 12 орналасқан.
Үстелде бекітілген, өңделетін тетіктің бойлық, көлденең немесе вертикаль қозғалысы болуы мүмкін. Тетігі (берілісі) бар үстелдің орын ауыстыруының барлық үш түрі консольда орналасқан берілістер қорабы арқылы жеке электр қозғалтқышынан 14 механикалық түрде немесе маховиктер және тұтқалар жүйесінің көмегімен қолмен жүзеге асырылады.
Бекітілген тетігі бар үстелді жонғышқа келтіруге уақытты қысқарту және жұмыстық жүріс аяқталған соң тетікті қайтару мақсатында берілістер қорабы үстелдің жылдам (бос) бойлық, көлденең және вертикаль қозғалыстарын қамтамасыз етеді. Үстелді жартылай автоматтық немесе қолмен жұмыс істеу цикліне баптауға болады. 21.48-суретте вертикаль-жонғыш станоктың жалпы түрі көрсетілген.
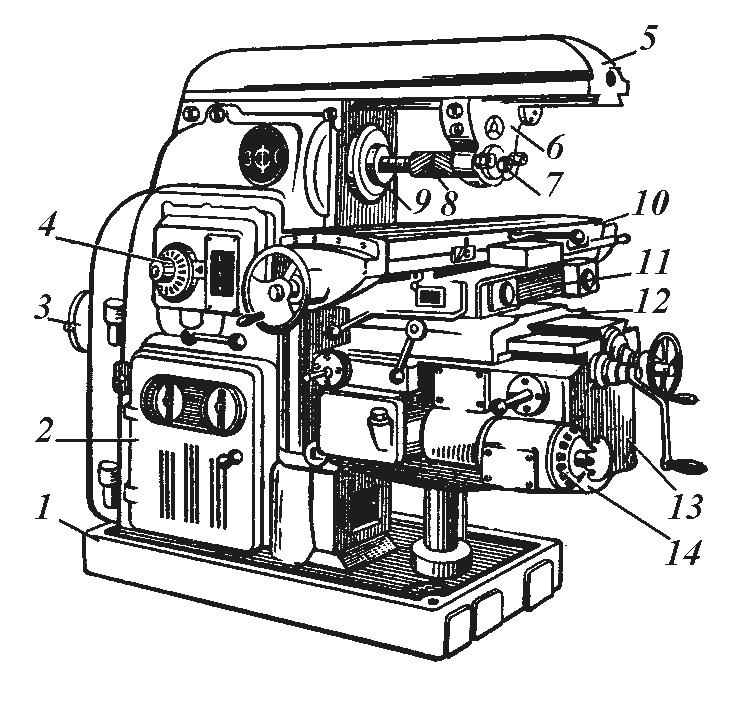
1 – іргетас тақтасы; 2 – тұғырық; 3 – электр қозғалтқыш; 4 – лимб; 5 – тұмсық;
6 – аспа; 7 – құрал білік; 8 – жонғыш; 9 – айналдырық; 10 – үстел; 11 – үстелдің айналатын бөлігі; 12 – жылжымалар; 13 – консоль; 14 – электр қозғалтқыш
21.47-сурет – Әмбебап жоңғылау станогының жалпы түрі
Станокта кескіш құрал ретінде шет жақтық, шеттік, саусақты, кілтекті және басқа жонғыштарды пайдаланады. Іргетас тақтасына 1 орнақ 2 бекітіледі. Орнақтың жоғарғы бөлігінде айналдырығы 6 вертикаль орналасқан айналдырық бастиегі 5 бар. Айналдырықта бекітілетін жонғыш 7 бас айналмалы (вертикаль осьтің маңайында) қозғалысты жүзеге асырады, ол электр қозғалтқыштан 4 орнақта орналасқан жылдамдықтар қорабы және айналдырық бастиегінде болатын конустық тісті доңғалақтардың қосымша жұбы арқылы алынады. Айналдырық айналымдарының санын жылдамдықтар қорабындағы берілістерді тұтқамен 3 ауыстырып қосу жолымен өзгертеді.
Станок консолі 10 орнақтың вертикаль бағыттаушылары бойынша жоғары және төмен қарай қозғалады. Консольда сәйкес бағыттаушылар бойында – көлденең жылжымалар 9, ал соңғылары бойында үстел 8 қозғалады.
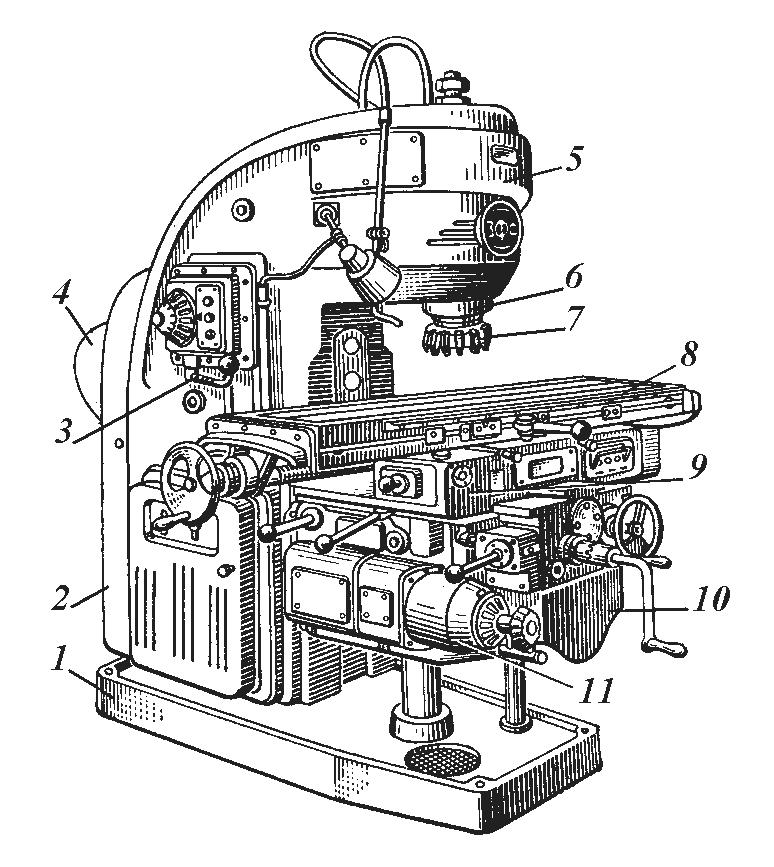
1 – іргетас тақтасы; 2 – тұғырық; 3 – тұтқа; 4, 11 – электр қозғалтқыштар;
5 – айналдырық бастиегі; 6 – айналдырық; 7 – жонғыш; 8 – үстел;
9 – жылжымалар; 10 – консоль
21.48-сурет – Вертикаль-жоңғылау станогының жалпы түрі
Берісті бойлық, көлденең және вертикаль бағыттарда жүзеге асыру үшін үстелдің қозғалуы белгілі жылдамдықтар жинағы бар және консольдың 10 төменгі бөлігінде орналасқан берістер қорабы арқылы жеке электр қозғалтқышпен 11 қамтамасыз етіледі. Барлық берістер бағыттарында жеке тісті жұптар арқылы жүзеге асырылатын, үстелдің жұмыстық баяу және бос жедел қозғалысы бар.
Сандық бағдарламалы басқару қондырғысы (СБҚ) бар вертикаль-жоңғылау консольсыз станогы 21.49-суретте келтірілген.
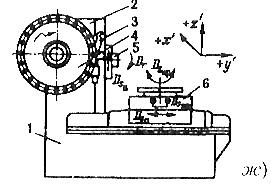
Сандық бағдарламалы басқару қондырғысы (СБҚ) бар вертикаль-жоңғылау консольсыз станогындағы айқара үстелі (21.50-сурет) өзара перпендикуляр орналасқан екі координаттар х' (үстел 3 жылжымалар 2 бойынша орын ауыстырады) және у' (жылжымалар 2 тұғырдың 1 бағыттаушылары бойынша орын ауыстырады) бойынша орын ауыстырады. Тіреуіштің 5 бағыттаушысы бойынша шпиндель бастиегі 4 орын ауыстырады (z координаты).
21.49-сурет-Сандық бағдарламалы басқару қондырғысы (СБҚ) бар вертикаль-жоңғылау консольсыз станогы
Сандық бағдарламалы басқару қондырғысы (СБҚ) бар жоңғылау станоктарында дайындамалар өңдеуді бірдей дәлдікпен беріс қуалай және беріске қарсы жоңғылаумен орындайды, өйткені беріс қорабында саңылау таңдау үшін құрылғы орналасқан. Құралға қатысты бір уақытта бірнеше координаттар бойынша дайындаманың бағдарламаланған орын ауыстырулары күрделі үлгілі беттерді алуға мүмкіндік береді.
Бойлай-жонғыш білдектер үлкен салмақты және өлшемді дайындамаларды өңдеу үшін тағайындалған (корпустар, тұғыр, беріліс қораптар, рамкалы конструкциялар түрлері және т.б). бойлай-жонғыш білдектер 1250 ... 12000 мм ұзындықтары және 400 ... 5000 мм ені үстелдерімен бір және екі тіреулілерді құрады.
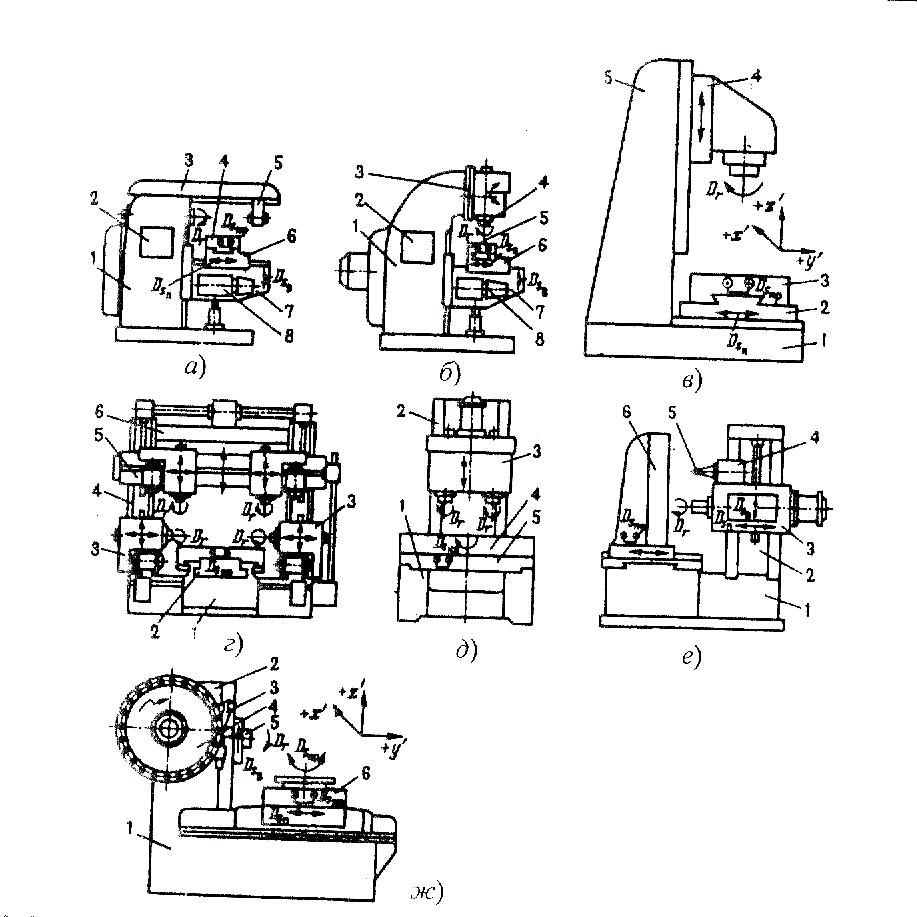
21.50, е-суретте көлемді жонғылау үшін көшіру-жонғыш жартылай автомат көрсетілген. Тұғырдың бағыттауыштары арқылы 1 бойлай бағытта тік үстел 6 орын ауыстырады. Үстелде дайындаманы және копирді бекіту үшін жабдықтар орнатылады. Тіреуде 2 тіреудің тік бағыттауыштары арқылы орын ауыстыратын жонғыш бастиек 3 бекітілген. Жонғыш бастиек және онымен бірге берік бекітілген щуппен 5 қадағалау құрылғысы 4 айналдырықтың осімен орын ауыстырады. Білдектің жұмысы кезінде щуп 5 1,5 ... 2 Н күшпен копирге жақындайды.
|
|
е |
ж |
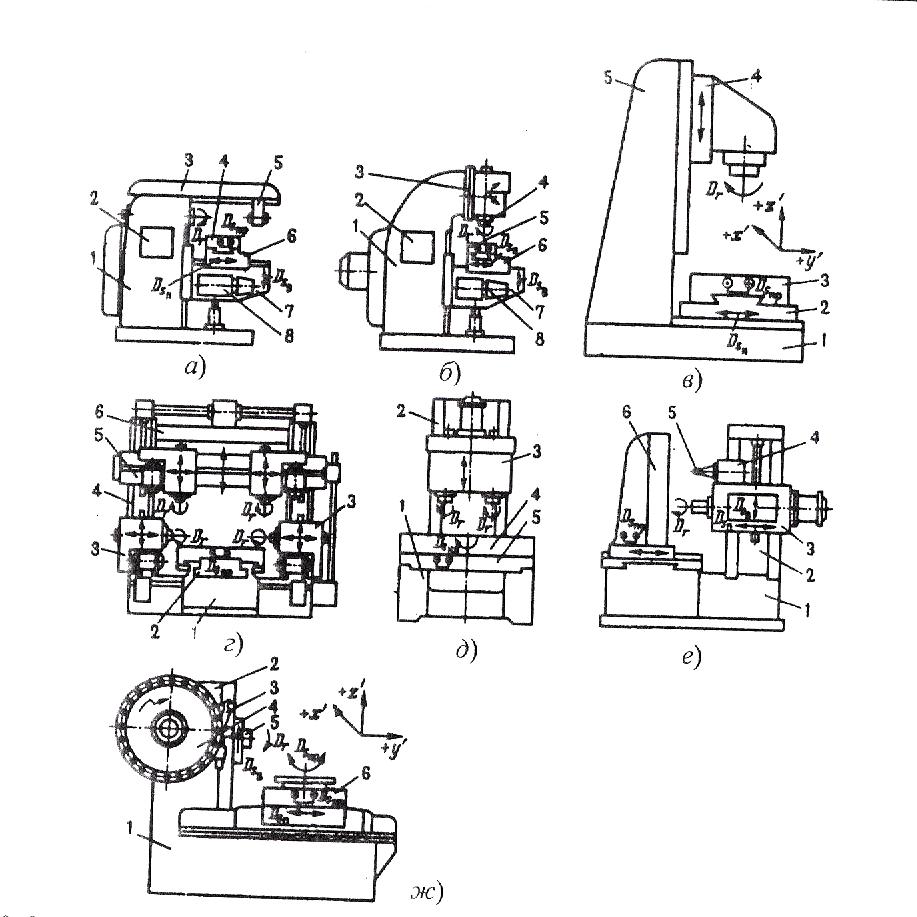
21.50-сурет–Жонғыш білдектердің негізгі түрлері
Күштің өзгерісі кезінде қадағалау құрылғысында жонғыш бастиектің қозғалысымен басқарылатын және копир профилімен сәйкестікте жонғының көлденең берілісінің қозғалысын қамтамасыз ететін электр сигналдар пайда болады. Жонғыш бастиектің тік берілісінің қозғалысы берілген контур шегінде шама және бағыт бойынша тұрақты болып қалады.
Өңделетін беттің профилі тапсырушы және қадағалаушы берілістердің қозғалысының қатынасынан тәуелді болады (x және y екі координаттық бағыттардар орын ауыстыру), олардың қорытқысы беттің берілген контурын анықтайды (контурлы-жонғылау). Кеңістікті-күрделі беттердің өңдеуін параллель жұмыс жүрістермен-жолдар арқылы жүзеге асырады. Әрбір жол – бұл контурлы жонғылау. Жұмыс жүрісінің аяғында дайындамалары бар үстел жолдың еніне бойлық бағытта жонғыға қатысты орын ауыстырады және z үшінші координата бойынша өңдеу – келесі жұмыс жүрісі орындалады.
Көлемдік жонғылау сандық бағдарламалы басқару қондырғысымен (СББ) жонғылау білдектерінде едәуір тиімді жүргізіледі. Жонғылардың және дайындамалардың қажетті қатысты орын ауыстырулар параметрлік түрде сәйкес профилдің копир білдегінде орнату жолымен берілетін көшіру-жонғылау жартылай автоматтардан ерекшелігінде СБҚ мен білдектерде аспаптық қажетті траектория туралы ақпарат бағдарлама тасушыда жазылады.
Кейбір жағдайларда, мысалы, үлкен габаритті өлшемдермен үлгілі беттерді өңдеу кезінде СБҚ мен білдектер ауыстырылмайтын болады. СБҚ мен жонғыш білдектер негізінде төрт жағынан қайта орнатуысыз корпусты бөлшектердің кешенді өңделуі үшін тағайындалған көп арнаулы білдектер шығарылады.
21.50, ж-суретте көп арнаулы жонғыш-бұрғылау- кеңейжонғыш білдек келтірілген. Тұғырдың көлденең бағыттауыштары арқылы 1 х' және у' координаталар бойынша бойлық және көлденең орын ауыстыру жүзеге асырылатын айналма үстел 6 орын ауыстырады. Тіреудің тік бағыттауыштары арқылы 2 айналдырықты бабка орын ауыстырады (z координатасы бойынша беріліс қозғалысы). Аспаптық магазинде 4 берілген дайындаманы өңдеу үшін қажетті әртүрлі аспаптар болады. Бағдарлама бойынша олар айналдырыққа автоматты тұтқамен 3 беріледі және сол жерде бекітіледі.
Дайындамаларды жоңғылау станоктарында өңдеу сұлбалары
Жоңғылауды бірнеше түрге бөледі: жазық беттерді (горизонталь, вертикаль, көлбеу және кемерлерді) жоңғылау; күрделі технологиялық беттерді (ойықтарды, бунақтарды, ойма кілтектерді және т.б.) жоңғылау және фасондық жазықтықтарды жоңғылау.
Жазық беттерді жоңғылау сұлбалары 21.51-суретте көрсетілген. Горизонталь беттерді горизонталь және вертикаль-жоңғылау станоктарында цилиндрлік және шет жақтық жонғыштармен (21.51-сурет, а, б) өңдейді. Тетіктерді пішіні мен өлшемдеріне байланысты үстелде машиналық қысқыштарда болттардың, тақтайшалардың және төсемдердің көмегімен, сондай-ақ сериялық өндіріс жағдайларында өңделетін дайындамалар үшін қолданылатын арнайы құрылғыларды пайдалану арқылы бекітеді.
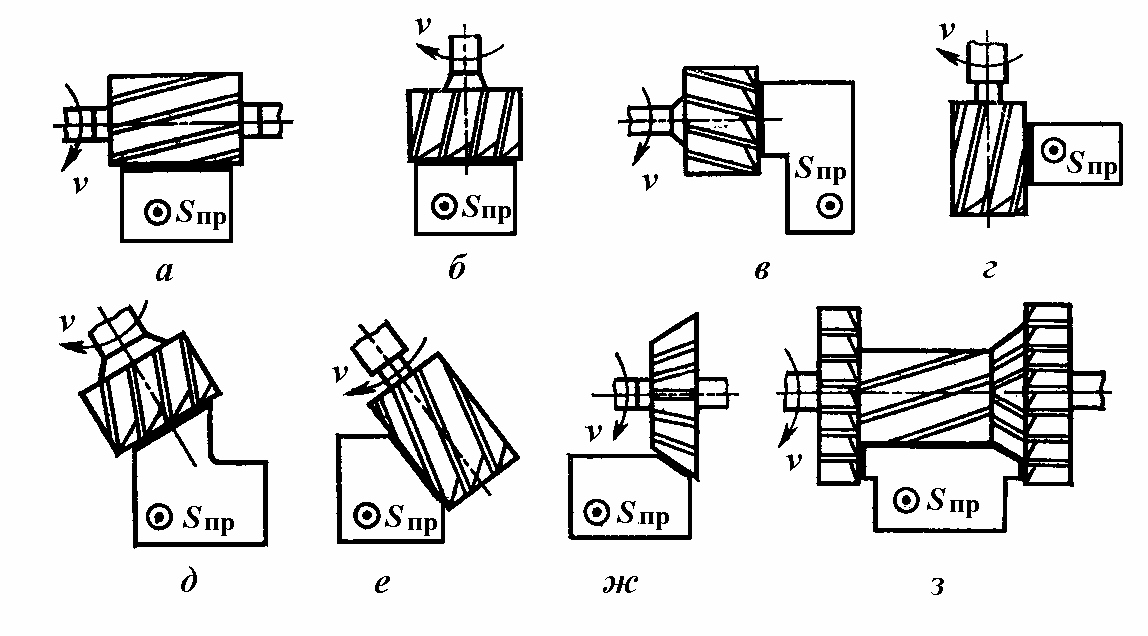
а, б – горизонталь; в, г – вертикаль; д-ж – көлбеу; з – аралас; Sпр – бойлық беріс
21.51-сурет – Жазық беттерді жоңғылау сұлбалары
Вертикаль беттерді жонғыштардың шет жақтық (21.51, в-сурет), шеттік (21.51, г-сурет) және басқа түрлерімен өңдейді.
Көлбеу беттерді және қия кесіктерді шет жақтық (21.51, д-сурет), шеттік (21.51, е-сурет) және бұрыштық (21.51, ж-сурет) жонғыштармен өңдейді. Жонғыш көлбеуінің қажетті бұрышын айналдырық бастиегі вертикаль жазықтықта айналатын станоктарда ғана орнатуға болады. Аралас беттерді аралас жонғыштармен өңдейді (21.51, з-сурет).
Күрделі беттердің, мысалы, ойықтардың (21.52, а, в, г-сурет), кемерлердің (21.52, б-сурет) пішін құруы үшін дискілік (21.52, а-сурет), шеттік (б), фасондық (в) және бұрыштық (г) жонғыштарды қолданады. «Қарлығаштың құйрығы» типті және Т тәрізді ашық ойықтарды шеттік жонғыштармен (21.52, д, е-сурет) өңдейді.
Тік бұрышты қималы кілтек ойықтар мен бунақтарды жоңғылау кезінде шеттік (21.52, ж-сурет) және арнайы кілтекті жонғыштарды (з) пайдаланады. Оларды вертикаль-жонғыш станоктарда өңдейді. Кейде кілтек бунақтарды горизонталь-жоңғылау станоктарында дискілік үш жақты жонғыштармен (21.52, и-сурет) жоңғылайды. Ойма кілтектерді горизонталь-жоңғылау станоктарында кертікті дискілік жонғыштармен өңдейді.
а, в, г – ойықтарды; б – кемерлерді; д – «қарлығаштың құйрығы»
типті ойықтарды; е – Т тәрізді ойықтарды; ж-и – кілтекті
ойықтар мен бунақтарды; к – фасондық беттерді; Sпр – бойлық беріс
21.52-сурет – Күрделі беттерді жоңғылау сұлбалары
Шағын өлшемді дайындамаларда фасондық беттерді жоңғылау үшін горизонталь немесе вертикаль-жоңғылау станоктарында фасондық жонғыштарды қолданады, олардың пішіні дайындалатын тетіктің пішініне сәйкес келеді (21.52, к-сурет). Аса күрделі пішінде фасондық дайындамаларды не жеке жонғыштар жинағымен, не арнайы көшіргіштердің көмегімен өңдейді.
Дайындамалардың көлемді фасондық беттерін (баспақ-қалыптар, қалыптар және т.б.) жоңғылауды арнайы көшіргіш-жоңғылау станоктарында жүргізеді. Конструкциясына байланысты жонғыштарды станоктар айналдырықтарында әр түрлі бекітеді. Бекіту тәсілі бойынша жонғыштарды орталық тесігі бар саптама және конустық немесе цилиндрлік пішінді сағасы бар сағалық деп бөледі.
Цилиндрлік және дискілік жонғыштарды көбінесе горизонталь-жоңғылау станоктарында өңдеу кезінде қолданады, сондықтан олар екі тіректі центрлік құрал біліктерде бекітіледі.
Жоңғылау станоктарының сайманы дайындама шеңберін тең немесе тең емес бөліктерге бөлуге, тіктігі әр түрлі бұрандалы беттерді кесуге және жұдырықшаларды өңдеуге арналған бөлгіш бастиек болып табылады. Әмбебап (қарапайым және дифференциалдық бөлінген), оптикалық және басқа бөлгіш бастиектерді қолданады. Әмбебап бастиектер аса көп таралған болып табылады. Олар шеңберді бөліктерге бөлуге ғана емес, сонымен бірге бұрандалы бунақтарды немесе тістерді жоңғылау кезінде өңделетін дайындаманы айналдыруға мүмкіндік береді.
Әмбебап бөлгіш бастиек 5 (21.53-сурет) жоңғылау станогының үстелінде 2 бекітіледі. Өңделетін дайындама 3 арнайы білікте артқы тұғырдың 1 және бөлгіш бастиектің 5 центрлері арасында қысылады. Шеңберді қарапайым бөлу кезінде дайындаманы берілген бұрышқа бөлуді қозғалмайтын бөлу дискісіне 7 қатысты сұққышы бар тұтқамен 6 жүзеге асырады. Тұтқа бір жерден кіретін бұрамдығы бар білікке 8 бекітілген. Соңғысы бөлгіш бастиектің айналдырығына 4 отырғызылған бұрамдықты доңғалақпен іліністе болады.
Бұрамдықты доңғалақтың 30, 40 немесе 60 тісі бар. 40 тіс болғанда бұрамдықты жұптың берілістік қатынасы i =1/40, яғни бұрамдықты доңғалақтың (осыдан айналдырықтың да 4) толық айналымы үшін тұтқаны 40 рет айналдыру қажет. Бұл санды бөлу бастиегінің сипаттамасы деп атайды. Айналдырықтың жартылай айналымы үшін, яғни шеңберді екі бөлікке бөлу үшін, 20 айналым жасау қажет. Егер оларға тісті доңғалақ дайындамасының шеңберін бөлу қажет болатын тістер санын – z арқылы, ал бұрамдықты доңғалақ тістерінің санын (бөлгіш бастиек сипаттамасы) N арқылы белгілесе, онда тұтқа айналымдарының ізделіп отырған санын n мына формула бойынша анықтауға болады:
n = N/z.
Бұл формуланы қарапайым бөлу кезінде бөлгіш бастиек тұтқасы айналымдарының санын анықтау үшін пайдаланады. Егер лимбте олардың саны қарапайым бөлу шартын қанағаттандыратындай бірқатар тесіктер болмаса, онда дифференциалдық бөлуді қолданады, ол үшін бөлгіш дискіні ауыспалы тісті доңғалақтар арқылы айналдырықпен қосады.
Жоңғылау процесінің технологиялық сипаттамалары. Жонғыш-
тармен өңдеудің қаралтым, жартылай таза, таза және жұқа түрлерін жүргізеді. Қаралтым жоңғылауды құймалар мен соғылмаларды өңдеу үшін тағайындайды, оларда өңдеуге арналған әдіп 3 мм-ден артық. Қаралтым жоңғылаудан кейін жазық беттердің 1 м ұзындыққа 0,15…0,3 мм түзу сызықтығы бойынша дәлдігі және кедір-бұдырлығы Ra = 50…12,5 мкм болады.
геометриялық пішіндер мен кеңістіктік ауытқулар қателіктерін азайтуға бағытталған жартылай таза жоңғылау 0,1…0,2 мм түзу сызықтылықтан 1 м ұзындыққа және Ra = 25…12,5 мкм-ге ауытқуды қамтамасыз етеді. Таза жоңғылау одан да үлкен дәлдікті береді: 1 м ұзындыққа және Ra = 10…1,25 мкм-ге 0,04…0,08 мм. Жұқа өңдеу шет жақтық жонғыштармен жүзеге асырылады. Сонымен бірге түзу сызықтылықтан ауытқу 1 м ұзындыққа және Ra = 2,5…0,4 мкм-ге 0,02…0,04 мм-ді құрайды.
1 – артқы тұғыр; 2 – үстел; 3 – дайындама; 4 – айналдырық;
5 – бөлгіш бастиек; 6 – тұтқа; 7 – бөлгіш диск; 8 – білік
21.53-сурет – Әмбебап бөлгіш бастиекті орнату сұлбасы
Кесу режимін таңдау кезінде өлшемдердің берілген дәлдігін және беттің кедір-бұдырлығын алу қажеттілігін есепке алады. Ол үшін өңдеуге және жоңғылау еніне арналған әдіпті тұрақты етіп таңдайды. Содан соң беріс шамасын табады.