

21.6.2 Дайындамаларды қашау станоктарында өңдеу
Cүргілеу түрлерінің бірі қашау болып табылады, ол кескіш құралдың вертикаль бағыттағы басты қайтымды-ілгерілемелі қозғалысымен, дайындаманың горизонталь жазықтықта периодтық орын ауыстыруымен және қажет болғанда оның вертикаль ось маңайында айналуымен сипатталады. Дайындамаларды қашау станоктарында өңдеудің негізгі сұлбалары 21.38-суретте көрсетілген.
Sк
Sа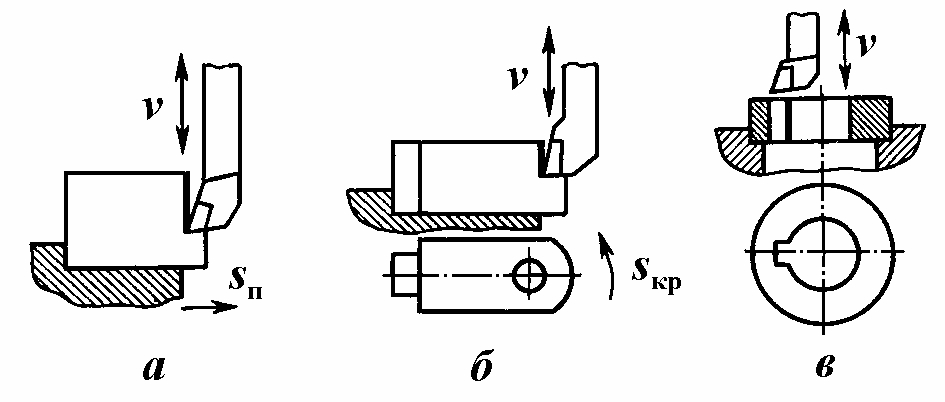
а, б – жазық және цилиндрлік беттерді; в – кілтек ойықты
21.38-сурет – Дайындамаларды қашау
станоктарында өңдеу сұлбалары
Бұл жазық (21.38-сурет, а) және цилиндрлік (21.38-сурет, б) жазықтықтарды, кілтек ойықты (21.38-сурет, в) өңдеу. Қашаудың көмегімен өтпелі емес (тұйық) тесіктерді өңдеудің оларды алудың негізгі әдісі болып табылатынын атап кету керек. Қашау станоктарында өңделетін беттер үлкен емес болуы тиіс, өйткені олардың мөлшерлері елеулі болғанда кескіштің шығарығы (бекітілмеген бөлігінің ұзындығы) ұлғаяды, бұл оның деформациясына және тіпті бұзылуына әкеледі. 21.39-суретте қашау станогының жалпы түрі берілген.
Станоктың іргетас тақтасында 1 орнақ 2 және тіреуіш 5 орнатылған. Оларда станок жетегінің және берілісінің барлық механизмдері орналасқан. Кескіш ұстағышы және кескіші бар қашау 7 гидрожетектің көмегімен тіреуіштің вертикаль бағыттаушылары бойында қайтымды-ілгерілемелі орын ауыстырады (төмен қарай – жұмыстық жүріс, жоғары қарай – бос жүріс). Станокты іске қосуды және орнатуды – тұтқамен 8, ал қашау орын ауыстыру жылдамдығын сатысыз реттеуді тұтқамен 6 жүргізеді.
Орнақтың горизонталь бағыттаушыларында үстел 9 орналасқан, оның төменгі бөлігі не қолмен маховиктердің 10 және 11 көмегімен бойлық және көлденең берістерді, не механикалық түрде гидрожетектен берістер қорабы 3 арқылы жүзеге асырады. Үстелдің жоғарғы бөлігінің арнайы бөлу механизмінің көмегімен дөңгелек берісі болады. Үстел дайындамамен бірге кескіштің жұмыс уақытында қозғалыссыз қалады, ал қашау қозғалысын реверстеу сәтінде берістердің бірін (бойлық, көлденең немесе дөңгелек) алады. Үстелдің жеделдетілген қозғалысы жеке электр қозғалтқышынан 4 жүзеге асырылады.

1 – іргетас тақтасы; 2 – тұғырық; 3 – берістер қорабы; 4 – электр қозғалтқыш;
5 – тіреуіш; 6, 8 – тұтқалар; 7 – қашау; 9 – үстел; 10, 11 – маховиктер
21.39-сурет – Қашау станогының жалпы түрі
Дайындамаларды сүргілеу және қашау
станоктарында өңдеуге арналған кескіш құрал
Жону кескіштерімен салыстырғанда сүргілеу кескіштері аса ауыр жағдайларда жұмыс істейді, өйткені кескіш, дайындама материалына ойып орнатылып, соққылық (динамикалық жүктемеге) ұшырайды. Жұмыстың соққылық сипатын есепке алғанда жону кескіштерімен салыстырғанда сүргілеу кескіштері аса массивті. Сүргілеу кескіштерінің кескіш элементтері соққылық жүктемелерді жұмыстық жүрістің басында қабылдайтындықтан, кескіштер артқа қарай иіліп орындалады. Кескіш төбесінің бейтарап сызықта (Н/2 ара қашықтығында) орналасуы иілудің және кескіш өзегінің тербелісі шамасының азаюына әкеледі, бұл өз кезегінде, сүргілеу процесінде кесу тереңдігінің барынша шашырауына әкеледі.
Сүргілеу және қашау кескіштерінің әр түрлері 21.40-суретте көрсетілген. Тағайындалуы бойынша сүргілеу кескіштері өтпелі (21.40-сурет, а), тілімдейтін (21.40-сурет, б), қиғыш (21.40-сурет, в) және фасондық. Кескіштер бұрыштары: алдыңғы бұрыш γ (≈ 12о), артқы бұрыш α (≈ 8о), көріністегі бас бұрыш φ, көріністегі қосымша бұрыш φ1 және басты кесу жиегінің көлбеу бұрышы λ (суретте көрсетілмеген).
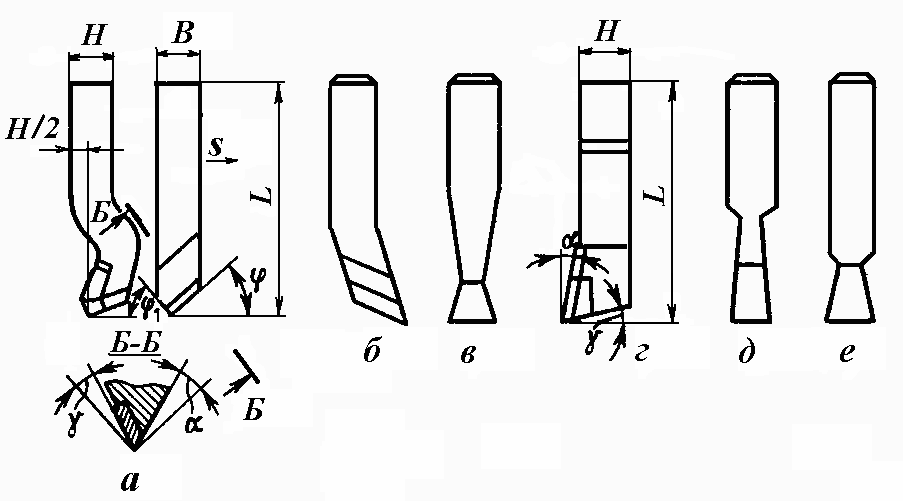
а – өтпелі, б – тілімдейтін, в – қиғыш (сүргілеу);
г – өтпелі, д – кертікті, е – кілтек ойықтар үшін (қашау)
21.40-сурет – Сүргілеу және қашау кескіштері
Қашаулы кескіштер (21.40-сурет, г-е) алға қарай иілген түрде орындалады, өйткені олар вертикаль орын ауыстыру кезінде жұмыс істейді және металдың кесілетін қабатын өзінің төменгі бөлігімен деформациялайды, бұл бұрыштардың орнын анықтайды. Кескіштер өтпелі (21.40-сурет, г), кертікті (21.40-сурет, д) және кілтек ойықтарға арналған (21.40-сурет, е) болады. Сүргілеу және қашау жұмыстарына арналған кескіштер Р12, Р6М3, Р9М4К8Ф маркалы жылдам кесетін болаттан немесе ВК6, ВК8, Т15К6 маркалы қатты қорытпалардан және т.б. жасалған тілімшелермен жасақталады.
Сүргілеу және қашау процестерінің технологиялық мүмкіндіктері келесі көрсеткіштермен сипатталады. Өңдеу дәлдігі өңделген беттің 1 м ұзындығына 0,1…0,2 мм-ді құрайды, қаралтым сүргілеу кезінде - Ra = 25…6,3 мкм, таза сүргілеу кезінде – Ra = 6,3…0,63 мкм-ді құрайды.