

Силовой расчет сверлильного приспособления.
При
конструировании нового станочного
приспособления силу закрепления
 находят
из условия равновесия заготовки под
действием сил резания, тяжести инерции,
трения, реакции в опорах т собственно
силы закрепления. Полученное значение
силы закрепления проверяют из условия
точности выполнения операции. В случае
необходимости изменяют схему установки,
режимы резания и другие условия выполнения
операций. При расчетах силы закрепления
учитывают упругую характеристику
зажимного механизма.
находят
из условия равновесия заготовки под
действием сил резания, тяжести инерции,
трения, реакции в опорах т собственно
силы закрепления. Полученное значение
силы закрепления проверяют из условия
точности выполнения операции. В случае
необходимости изменяют схему установки,
режимы резания и другие условия выполнения
операций. При расчетах силы закрепления
учитывают упругую характеристику
зажимного механизма.
Силовой расчет учитывает коэффициент запаса - К, поскольку при обработке заготовки возникают неизбежные колебания сил и моментов резания. В общем случае величина этого коэффициента находится в пределах от 2…3,5, в зависимости от конкретных условий обработки.
Величина
 .
.
Значение коэффициента надежности К следует выбирать дифференцированно в зависимости от конкретных условий выполнения операции и способа закрепления заготовки. Его величину можно представить как произведение частных коэффициентов, каждый из которых отражает влияние определенного фактора:
 -
гарантированный коэффициент запаса
надежности закрепления,
-
гарантированный коэффициент запаса
надежности закрепления,
 ;
;
 -
коэффициент, зависящий от состояния
поверхностного слоя заготовок;
-
коэффициент, зависящий от состояния
поверхностного слоя заготовок;
 -
для литых и штампованных заготовок;
-
для литых и штампованных заготовок;
 -
для предварительно обработанных;
-
для предварительно обработанных;
 -
коэффициент, учитывающий увеличение
силы резания вследствие затупления
инструмента;
-
коэффициент, учитывающий увеличение
силы резания вследствие затупления
инструмента;
 -
в зависимости от обрабатываемого
материала и метода обработки;
-
в зависимости от обрабатываемого
материала и метода обработки;
 -
коэффициент, учитывающий увеличение
силы резания при прерывистом резании,
-
коэффициент, учитывающий увеличение
силы резания при прерывистом резании,
 -
при обработке сплошных поверхностей;
-
при обработке сплошных поверхностей;
 -
в остальных случаях;
-
в остальных случаях;
 -
учитывает непостоянство зажимного
усилия прикладываемого к заготовке;
-
учитывает непостоянство зажимного
усилия прикладываемого к заготовке;
 -
для ручных зажимов;
-
для ручных зажимов;
 -
для пневматических и гидравлических
зажимов;
-
для пневматических и гидравлических
зажимов;
 -
учитывает степень удобства расположения
рукояток в ручных зажимах;
-
учитывает степень удобства расположения
рукояток в ручных зажимах;
 -
при диапазоне угла отклонения рукоятки
больше
-
при диапазоне угла отклонения рукоятки
больше
 ;
;
 -
при удобном расположении и малой длине
рукоятки;
-
при удобном расположении и малой длине
рукоятки;
 -
учитывает неопределенность из-за
неровностей места контакта заготовки
с опорными элементами, имеющими большую
опорную поверхность (учитывается только
при наличии крутящего момента, стремящегося
повернуть заготовку);
-
учитывает неопределенность из-за
неровностей места контакта заготовки
с опорными элементами, имеющими большую
опорную поверхность (учитывается только
при наличии крутящего момента, стремящегося
повернуть заготовку);
 -
для опорного элемента, имеющего
ограниченную поверхность контакта с
заготовкой;
-
для опорного элемента, имеющего
ограниченную поверхность контакта с
заготовкой;
 -
для опорного элемента с большой площадью
контакта.
-
для опорного элемента с большой площадью
контакта.
Если К < 2,5, то при расчете надежности закрепления ее следует принять равной К = 2,5 (согласно ГОСТ 12.2.029-77).
Выполним расчет:
 .
.
Примем
 .
.
Величину необходимого зажимного усилия определяют на основе решения задачи статики, рассматривая равновесие заготовки под действием приложенных к ней сил. Для этого необходимо составить расчетную схему, то есть изобразить на схеме базирования заготовки все действующие на нее силы: силы и моменты резания, зажимные усилия, реакции опор и силы трения в местах контакта заготовки с опорными и зажимными элементами.
По расчетной схеме необходимо установить направления возможного перемещения или поворота заготовки под действием сил и моментов резания, определить величину проекций всех сил на направление перемещения и составить уравнения сил и моментов:

Рис. 1 - Расчетная схема сверлильного приспособления
где
 -
осевая сила вызванная от зажима штоком;
W-
усилие зажима;
-
осевая сила вызванная от зажима штоком;
W-
усилие зажима;
 -
коэффициент трения;
-
коэффициент трения;
 -
реакция осевой силы;
-
реакция осевой силы;
Действующие на заготовку силы и моменты резания можно рассчитать по формулам, приводимым в справочниках и нормативах по режимам резания применительно к определенному виду обработки.
Мкр=36,54 Нм; Рос=4252 Н; Pо=1450Н;
K=3; f=0,2;
Вес заготовки mg=22*10=220 H;
Подставим численные значения и получим:
W= Po + Pос=4252+1450=5702 H;
Необходимая сила закрепления при сверлении рассчитывается по формуле:
 ;
;
Т.к. действительная сила зажима гораздо больше необходимой, то расчет выполнен верно.
Схема применяемого пневмоцилиндра.
Необходимая сила зажима в пневмоприводе создается с помощью пневмоцилиндра.

Рис 2 – схема цилиндра
Необходимый диаметр цилиндра Dц для получения нужной силы зажима найдем по формуле:
Dц = W / 0.785P
где W - необходимая сила зажима.
W = 27,4 Н
P - давление воздуха
Р = 0,63Мпа
- КПД пневмоцилиндра.
= 0,85
Dц = 27,4 / 0,785 0,63 0,85 = 120мм;
В качестве привода станочного приспособления выбираем стационарный пневмоцилиндр с исполнением на лапах двухстороннего действия по ГОСТ 15608-81 с диаметром цилиндра 120 мм (рисунок 3).
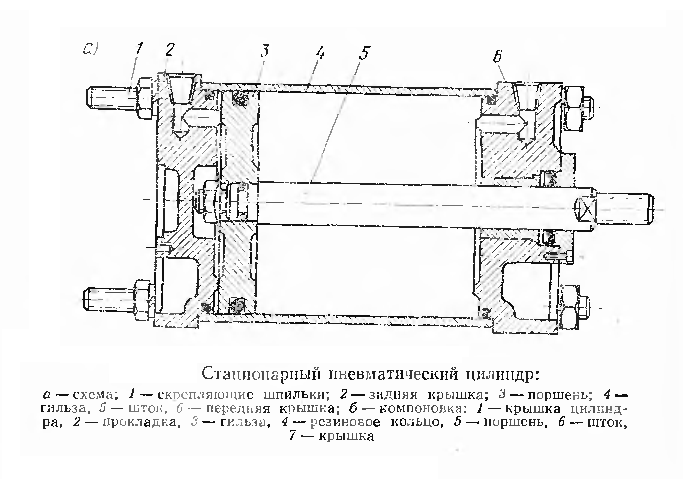
Рис 3 - Общий вид цилиндра
Привод двухстороннего действия предназначен для создания исходных усилий двух направлений: «толкающего» - при подаче воздуха в нижнюю часть цилиндра, и «тянущее» -усилие противоположного направления.
Толкающее усилие используется для разжатия заготовки и отвода прихвата от детали, тянущее усилие служит для подвода прихвата и закрепления заготовки .
Одним из основных преимуществ поршневых приводов является их быстродействие и постоянное усилие. Недостаток – ударное действие привода, создание шума.