

40. Расчет направляющих скольжения на износостойкость.
В результате расчета находят размеры направляющих, удовлетворяющие критериям износостойкости и жесткости.
Для обеспечения износостойкости размеры направляющих выбирают такими, чтобы наибольшие давления на их рабочих поверхностях были ниже допустимых. Для обеспечения жесткости ограничивают контактные деформации на рабочих поверхностях.
Е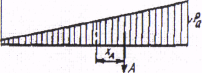 сли
собственные деформации сопряженных
базовых деталей существенно ниже
контактных деформаций направляющих,
базовые детали считают абсолютно
жесткими и давления на рабочих поверхностях
направляющих определяют приближенным
методом. При этом предполагают, что по
длине направляющих давление в контакте
изменяется линейно, а по ширине остается
постоянным Этот метод изложен ниже.
Когда собственные деформации базовых
деталей, таких как длинные столы, ползуны,
суппорты, сравнимы с контактными
деформациями в направляющих, расчет
направляющих выполняют на основе теории
балок и плит на упругом основании.
сли
собственные деформации сопряженных
базовых деталей существенно ниже
контактных деформаций направляющих,
базовые детали считают абсолютно
жесткими и давления на рабочих поверхностях
направляющих определяют приближенным
методом. При этом предполагают, что по
длине направляющих давление в контакте
изменяется линейно, а по ширине остается
постоянным Этот метод изложен ниже.
Когда собственные деформации базовых
деталей, таких как длинные столы, ползуны,
суппорты, сравнимы с контактными
деформациями в направляющих, расчет
направляющих выполняют на основе теории
балок и плит на упругом основании.
Методику расчета направляющих на износостойкость рассмотрим применительно к прямоугольным направляющим. Ширина их рабочих граней на рис. 11.7 обозначена буквами а,
Ь и с, расстояние между серединами граней — буквой е, длина стола — l. Начало координат 0 выбрано так, чтобы ось Z делила пополам ширину а направляющей и длину l стола.
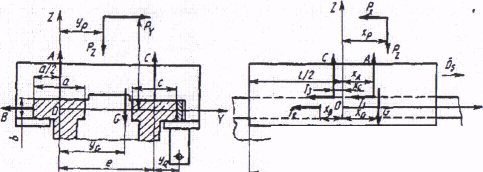
Рис. 1 1.7. Расчетная схема направляющих
В момент, когда производится резание, стол нагружен следующими силами: тяговой Q, тяжести G подвижных частей; резания с составляющими Рх, py и Pz; реакциями А, В и С рабочих граней направляющих; трения в направляющих Т1,Т2 и Т3 (Т1 =fА, Т2 =fВ, T3=fC , где f - коэффициент трения).
Уравнения равновесия подвижного узла;
![]()
![]()
![]()
![]()
![]()
My=0; Pzxp-Pxxp+GxG-QzQ-AxA+CxC0
Mz=0;Pxyp+Pyxp-Q(e+yQ)-fBa-BxB+fCe=0;
Из первых четырех уравнений находят реакции граней направляющих и тяговую силу:
A=Pz+G-1/e(Pyzp+Pzyp+GyG);
B=Py;
C=1/e (Pyzp+Pzyp+GyG);
Q=Px+f(Py+Pz+G).
Определяют средние давления на направляющих:
pa=A/(al); pb=B/(bl); pc=C/(cl)
Максимальные давления pa max, pb max, pc max могут быть определены, исходя из эпюр давления, характер которых связан со значениями координат ХА, Хв, Хс равнодействующих реакций. Для их определения используются два последних уравнения равновесия стола и дополнительное уравнение перемещений, являющихся результатом деформирования поверхностей рабочих граней. Это уравнение следует из предположения, что момент внешних сил относительно оси Y
M'Y=Pzxp-Pxxp+GxG
равный моменту реакций направляющих относительно той же оси
M’y=AxA-CxC
распределяется между направляющими пропорционально их жесткости, которая сама
пропорциональна их ширине. Следовательно, уравнение перемещений имеет вид
![]()
Из приведенных уравнений находят координаты Xа, Хв, Хс. По их значениям можно судить о характере эпюр давления на направляющих. Например, при ХА = 0 соответствующая эпюра представляет собой прямоугольник, при ХA = 1/6 — треугольник, при 0 < ХA < / /6 — трапецию.
Когда ХA > / /6, рабочая грань направляющей нагружена не на всей длине, а нагрузка действует на нижнюю планку.
Максимальные давления на направляющих определяют по зависимостям
pa max =(A/al)*(1+(6XA/1));
pb max=B/(bl)*(1+(6xB/1));
pc max=C/(cl)*(1+(6xC/1)).
Считается, что износостойкость направляющих будет достаточной, когда при малой скорости скольжения максимальное давление не выше 2,5 , .3 МПа, при большой скорости — не выше 1…1.2 МПа. Допустимое среднее давление равно половине допустимого максимального, а для направляющих прецизионных и тяжелых станков — 0,1 ...0,2 МПа,
Расчет направляющих на жесткость включает определение контактных деформаций их рабочих граней в предположении, что они пропорциональны давлениям р на гранях:
δ= kp,
где k — коэффициент контактной податливости(принимают k = 10мкм*мм2 /Н).
Деформации приводят к точке приложения силы резания и вычисляют ту их составляющую, с которой наиболее тесно связана погрешность обработки.