

3.4. Расчет длительности производственного цикла при различных видах движения предметов труда
Длительность цикла обработки партии изделий по всем операциям зависит от вида движения предметов труда.
Различают три основных вида движения:
– последовательный,
– параллельный,
– параллельно-последовательный.
Последовательное сочетание операций характеризуется тем, что на каждой операции изделия обрабатываются целой партией. Передача партии на последующую операцию начинается не раньше, чем закончена обработка всех изделий на предыдущей операции.
Длительность процесса обработки изделий (без пролеживания между рабочими местами) при применении этого вида движения равняется времени обработки одного изделия на всех операциях, умноженному на число изделий в партии.
Для последовательного сочетания операций характерно изготовление значительной номенклатуры продукции. Применяемое оборудование работает с частыми переналадками, изделия пролеживают перед каждым рабочим местом, поэтому сравнительно велики заделы.
Построим график цикла изготовления изделий при последовательном виде движения:
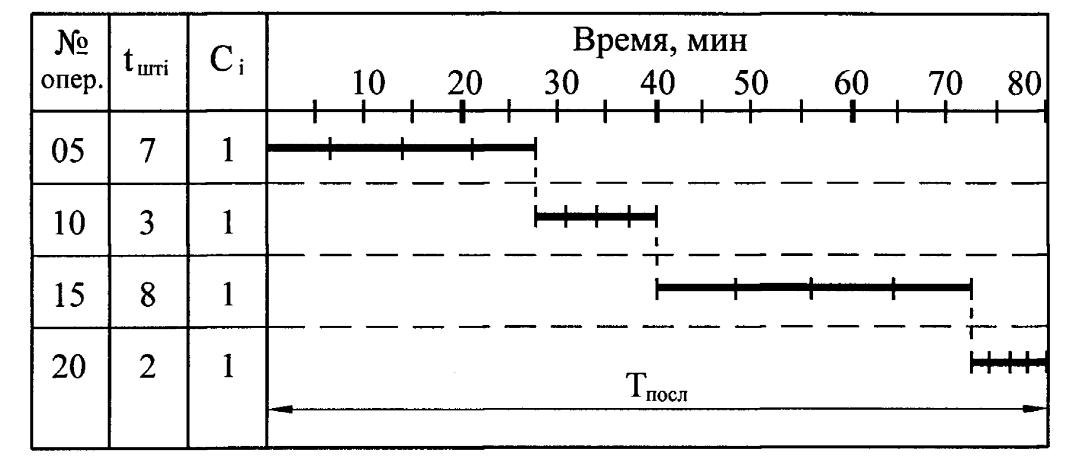
Длительность технологического цикла при последовательном виде движения определяют по зависимости:
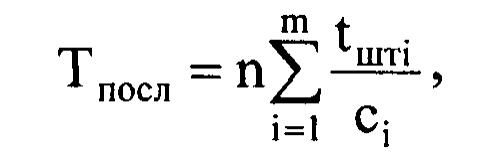
где
n –размер партии запуска (4 шт).
m - число операций технологического процесса;
tштi - норма штучного (или штучно-калькуляционного) времени на i – той операции, мин;
сi - число рабочих мест на i – той операции, р.м.
При параллельном сочетании операций производство продукции осуществляется одновременно на всех операциях.
Каждое изделие после первой операции немедленно передается на вторую, после второй – на третью и т.д. Этот вид сочетания операций наиболее эффективен в условиях массового производства, когда оборудование располагается по ходу технологического процесса и обеспечивается равенство или кратность операций. При этом виде сочетания операций длительность производственного цикла и размеры незавершенного производства намного меньше, чем при последовательном.
Построим график цикла при параллельном виде движения:
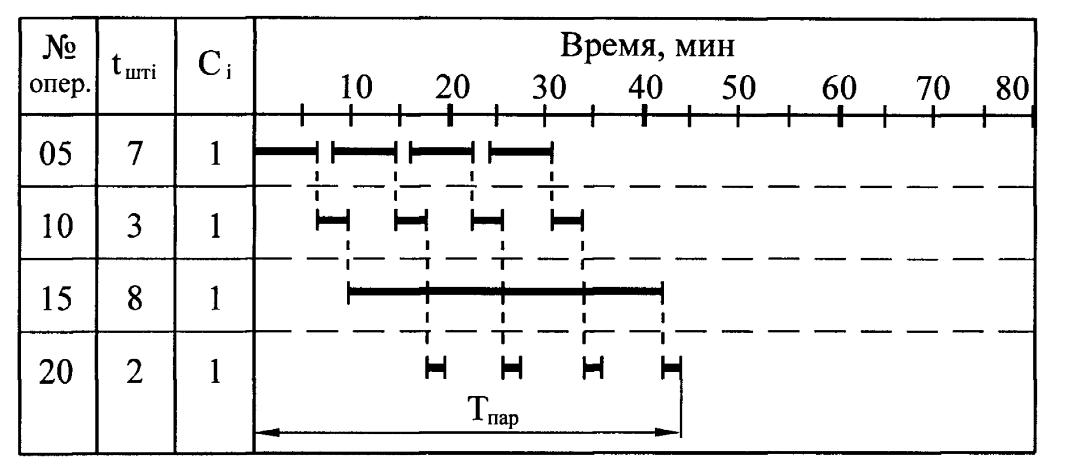
Длительность технологического цикла при параллельном виде движения определяют по формуле:

где,
Р – величина передаточной партии, шт.;
 операционный
цикл с максимальной продолжительностью
операционный
цикл с максимальной продолжительностью
Длительность технологической части производственного цикла при этом сочетании операций меньше, чем при последовательном сочетании.
Однако на отдельных операциях возникают простои рабочих и оборудования, вызываемые неодинаковой продолжительностью отдельных операций. Это говорит о том, что параллельное сочетание их не всегда является рациональным. Более эффективным в этом случае может быть параллельно-последовательное сочетание операций.
Параллельно-последовательное (смешанное) сочетание операций широко применяется на прямоточных линиях и при партионной организации производства в условиях разной длительности операций и неравномерной передаче продукции с операции на операцию.
Параллельно-последовательный вид движения заготовок характеризуется тем, что обработку на последующей операции начинают ранее, чем наступает полное окончание обработки всей партии на предыдущей операции и осуществляют без перерывов в изготовлении партии деталей на каждом рабочем месте.
При этом может быть 2 случая:
1) предыдущая операция короче последующей;
2) предыдущая операция длиннее последующей.
В первом случае достаточно изготовить первую деталь из партии на предыдущей операции и передать её на последующую - непрерывная обработка всей партии будет обеспечена.
Во втором случае, для непрерывной обработки партии, необходимо рассчитать, в какой момент нужно передавать первую заготовку на последующую операцию.
График цикла изготовления деталей при параллельно-последовательном сочетания операций:
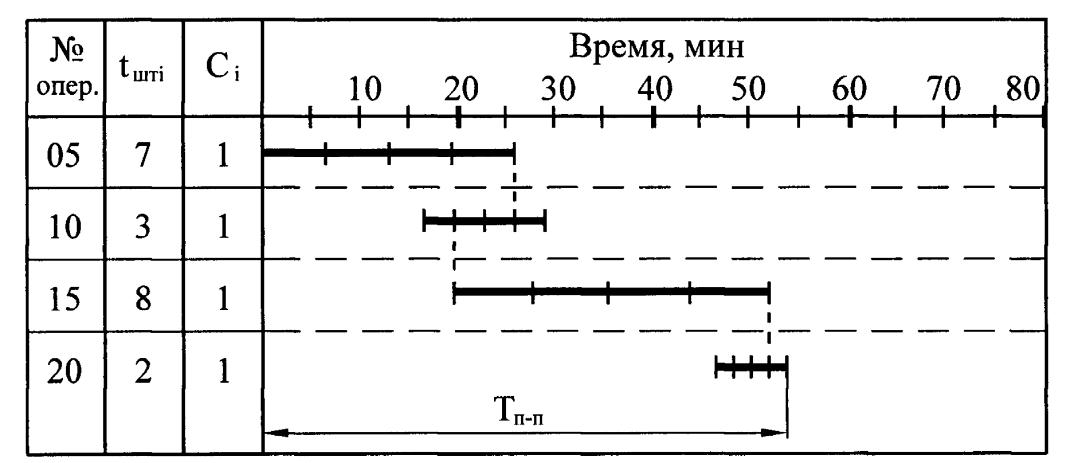
Длительность технологического цикла при параллельно-последовательном виде движения определяют по формуле:

![]() -
сумма
коротких операционных циклов из каждой
пары смежных операций.
-
сумма
коротких операционных циклов из каждой
пары смежных операций.
Параллельно-последовательный вид сочетания операций целесообразно применять при значительном выпуске одноименной продукции на участках с неравномерной мощностью оборудования и частичной синхронизацией операций.
Если при этих условиях организовать производство по принципу параллельного сочетания операций, то на отдельных рабочих местах рабочие и оборудование будут простаивать. Применяя же параллельное сочетание для одних и последовательное для других операций, можно устранить эти простои и высвободить резервы мощностей для производства других изделий
Вопросы для самопроверки
1. Что такое производственный процесс? Какие частичные процессы в него входят?
2. Общие принципы организации производственного процесса.
3. Что такое производственный цикл, каковы его составные части?
4. Виды движения предметов труда или сочетание операций, их характеристика.