

10.2. Средства управления
Важной особенностью работы большей части технологического оборудования является цикличность — многократное повторение определенной последовательности действий, обеспечивающих обработку детали с заданной точностью, производительностью и себестоимостью. Например, токарная обработка сводится к следующему циклу: установка и закрепление заготовки, подвод инструмента, рабочий ход (собственно точение), отвод инструмента, удаление детали. При ручном управлении технологическим оборудованием рабочий преобразует информацию чертежа детали в действия по управлению рабочим циклом станка, используя свои опыт и знания о методах обработки, последовательности выполнения технологических переходов, применяемых режимах обработки, особенностях станка и инструмента. При этом обеспечивается большая универсальность и высокая мобильность: простота перехода на обработку другой детали, учет рабочим изменений в чертеже и т.д.
Производительность и качество обработки в этом случае определяются мастерством и работоспособностью рабочего, которые ограничены и весьма нестабильны, что является непреодолимой преградой на пути повышения производительности и обеспечения качества обработки.
Рис. 53. Механическая
копировальная система: 1
— деталь;
2 — копир;
3 — щуп;
4 и 5 — суппорт; 6
— переключатель; 7 — упор; 8
— линейка
Простейшими системами автоматического управления являются механические копировальные системы (рис. 53). В этих системах при обработке детали 1 плоский копир 2 через щуп 3 (толкатель) управляет перемещением поперечного суппорта 5 с режущим инструментом и обеспечивает требуемую поперечную подачу Sx при перемещении продольного суппорта 4 с подачей Sz. Система дополняется линейкой 8, перемещающейся вместе с продольным суппортом, на которой расположены путевые упоры 7, воздействующие в определенные моменты времени на переключатели 6. Упоры, проходя мимо неподвижных конечных переключателей, сигнализируют о завершении очередного этапа цикла, вызывают автоматический останов подачи, выполнение холостого хода и т.д.
Так как реальные щуп и инструмент имеют радиусы скругления, фактическая обработка происходит по экви- дистантам (рис. 54). Для обеспечения точности воспроизведения заданного профиля необходимо, чтобы радиусы скругления щупа Rш и инструмента Rи (резца, фрезы) были равны и не превышали минимальный радиус скругления профиля копира RK.
Эти системы конструктивно просты и надежны, однако при их работе возникают большие потери на холостые ходы для возврата копира в исходное положение перед началом нового цикла.
Рис. 54. Влияние
соотношения размеров профилей копира,
щупа и инструмента на точность обработки
По заданной программе управления из карты наладки рассчитывается форма кулачков; их взаимное расположение определяется циклограммой.
На рис. 55 приведены эскизы дискового (а) и барабанного (6) рабочих кулачков, а также развертка барабанного кулачка (в). Перемещения рабочих органов задаются изменением радиусов рабочего дискового кулачка (см. рис. 55, а) или формой канавки барабанного кулачка (см. рис. 55, б), скорость перемещения определяется скоростью вращения распределительного вала и углами а, р2 дискового кулачка, а также длиной Zxx1 Lp, Lxk2 барабанного кулачка (Lxxl — подвод инструмента, α, Lp — рабочий ход, β2 , Lxk2— отвод инструмента, см. рис. 55, в).
Помимо рабочих кулачков используются командные кулачки (см. рис. 55, г), вызывающие переключение в нужный момент (момент прохождения упора 2 на командном кулачке 3 мимо неподвижного переключателя 1), например для изменения скорости вращения самого распределительного вала или шпинделя станка.
Системы управления с распределительным валом относятся к системам разомкнутого типа, так как не используют данных о регулируемом объекте (нет цепи обратной связи). Вследствие высокой сложности и стоимости расчета и изготовления кулачков распределительного вала применение этих систем экономически
Рис.
55. Кулачки распределительного вала: а
— дисковый;
б, в
— барабанный;
г
— командный (/ — переключатель;
2 —
упор; 3 — кулачок)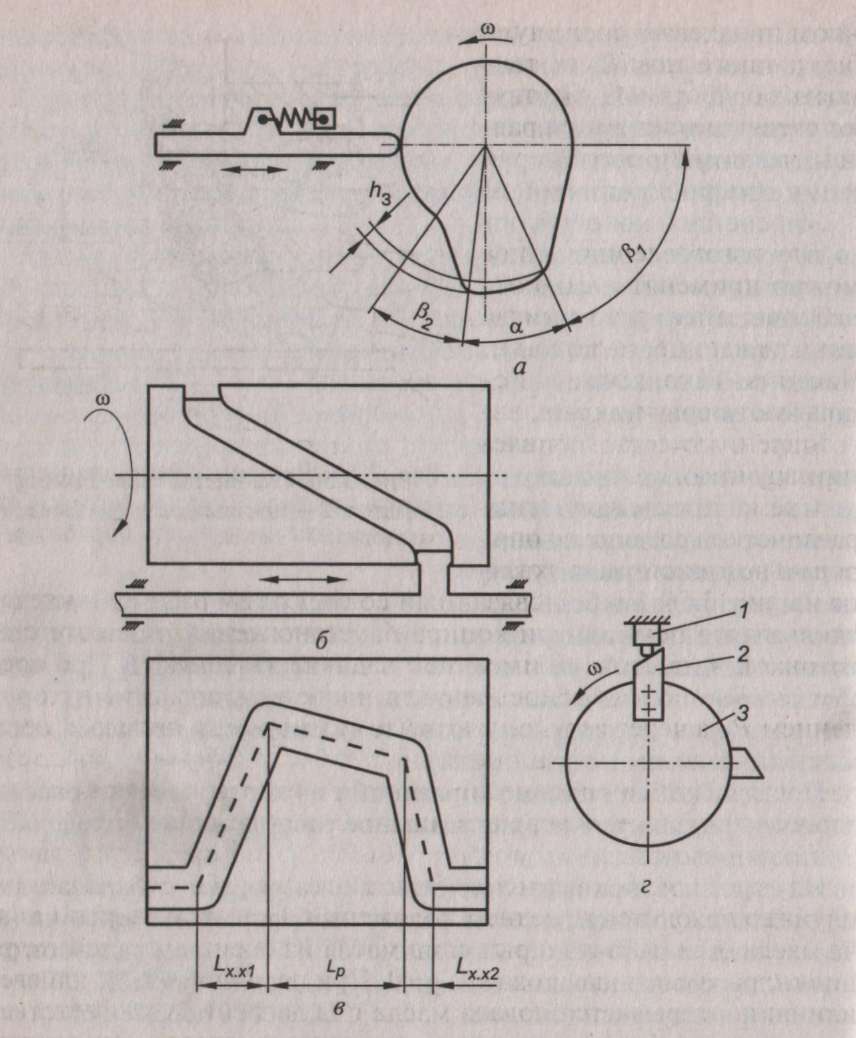
оправданно в массовом и крупносерийном, реже в серийном, производстве. Серьезным недостатком механических копировальных систем, ограничивающим их применение, является быстрый износ копира из-за действия на него сил резания, передаваемых от резца к щупу через механику системы управления.
В следящих системах управления на основе электро-, гидро- или пневмопривода копир и щуп выступают только в виде задатчика перемещения, а функцию рабочей подачи выполняет силовой следящий привод. Сила давления щупа на копир в этом случае невелика, что упрощает изготовление копира, уменьшает его износ и продлевает срок службы, а также повышает точность обработки. Существуют следящие системы управления как одномерной, так и многомерной (объемной) обработкой.
Для изготовления копира можно применять легко обрабатываемые, в том числе синтетические материалы. Часто вместо копира используют первую деталь, изготовленную при управлении вручную.
Схема простейшей гидравлической следящей копировальной системы показана на рис. 56. Щуп 7, связанный со следящим распределителем, скользит по поверхности копира 6, установленного вместе с заготовкой 4 на столе 5, имеющем задающую подачу Sзад. В среднее окно корпуса распределителя насос подает масло под давлением Р0, а через верхнее и нижнее окна происходит слив масла. Следящая подача Scл шпиндельной бабки 3 с фрезой обеспечивается следящим гидроцилиндром 2, поршень со штоком 1 которого неподвижен (закреплен на колонне станка).
На горизонтальном участке копира, когда рассогласования между требуемым и реальным положениями рабочего органа нет, плунжер находится в среднем положении. При этом закрыта подача масла от насоса и закрыт слив масла из обеих полостей гидроцилиндра, а следящая подача Scn= 0. При перемещении щупа вверх или вниз открывается подача масла под давлением соответственно в верхнюю или нижнюю полость гидроцилиндра, что вызывает перемещение вверх или вниз цилиндра вместе с шпиндельной бабкой и корпусом распределителя до тех пор, пока плунжер распределителя не окажется снова в нейтральном положении и не перекроет подачу масла под давлением в гидроцилиндр.
В этой системе реализован принцип управления с обратной связью, осуществляемой закреплением корпуса распределителя непосредственно на шпиндельной бабке.

Программа в запоминающем устройстве имеет циклический характер: по завершении выполнения последней команды (последнего этапа цикла) программа запускается заново. Первой командой программы является команда опроса состояния переключателей, сигнализирующих о готовности оборудования к выполнению очередного цикла. Если оборудование готово (исправно, все узлы находятся на исходных позициях, заготовка установлена и т.д.), то начинается последовательное выполнение команд программы, вызывающих перемещение рабочих органов, переключение режимов работы и т. д.
При перемещении рабочих органов срабатывают конечные переключатели, сигналы об их состоянии поступают в логический блок, который определяет момент завершения выполнения данной команды и переход к следующей. Команды программы содержат код команды (код логической операции) и коды операндов (номера переключателей, состояние которых анализируется командой).
Существует много способов хранения программы. Это может быть штекерная панель со штекерами или панель переключателей, положение которых определяет содержание команд, или устройство последовательного ввода кода очередной команды с перфоленты. Часто применяют устройство для предварительного последовательного ввода команд с клавиш в память на ферромагнитных сердечниках или полупроводниковую память на микросхемах.
В массовом и крупносерийном производстве экономически оправданным является жесткое программирование, когда команды заносятся в постоянное запоминающее устройство (ПЗУ) в виде спаянных электрических схем или микросхем памяти, работающих только на считывание. Устройство управления, логический блок или координатор — это электрическое или электронное устройство, предназначенное для считывания в свой регистр (внутреннюю память) очередной команды программы, расшифровки кода команды, опроса состояния нужных переключателей, выполнения логических операций и выдачи по результатам выполнения операции команд на реле, электромагнитные муфты и другие исполнительные устройства, управляющие работой оборудования.