

Технология и оборудование шинного производства
УФТ предназначена для охлождения и укладки на поддоны р.с. Для предотвращения слипания полоса рез.с. снимаемая с вальцев погружается в ванну с изолирующим составом (антиадгезионным), проходит через камеру охлождения размещаясь на полках. Р.с. обдувается сжатым воздухом охл и по выходе из камеры укладывается на поддон. Далее она идет на 2 стадию.
Но р.с. можно охл и гранулировать на грануляторе. Если высокое содержание ТУ серы и модификаторов то изготовление разбивают на 3 стадии.
Если каркасная резина, где невысокое содержание серы и полуактивного ТУ то 2-ю стадию исключают. Но тогда после 3-ей на вальцы – каландровый цех – обрезинка кордов- шприцевание протекторов. При обработке на вальцахпосле последней стадии смешения р.с. отбирается для проведения испытаний с целью определения физико-механических показателей.
Экспресс контроль проводится:
1 методом виброреометрии
2 определением кольцевого модуля
3 определением пластичности(не совсем экспресс метод-долгий)
4 определением плотности (уд.веса)
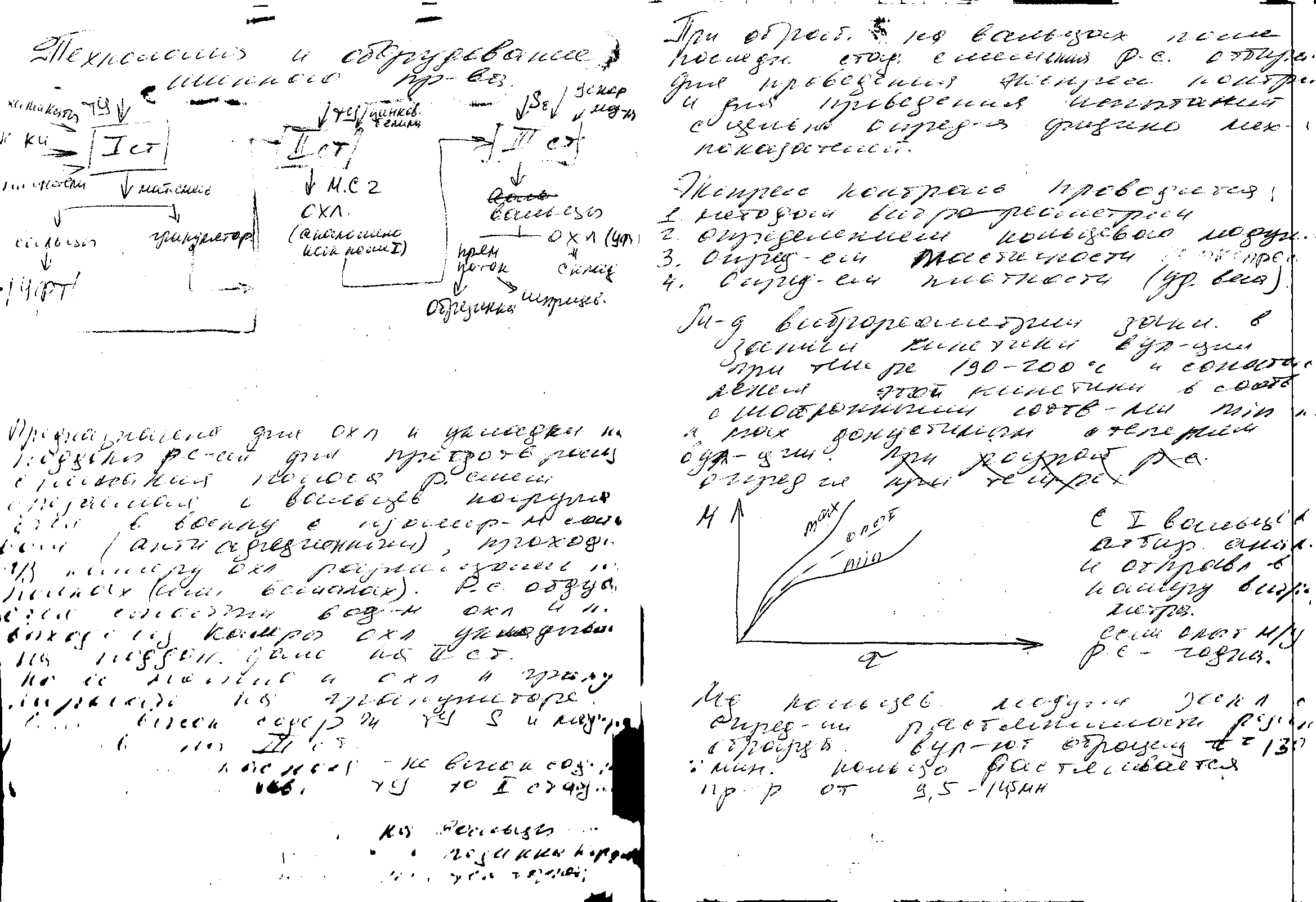
Метод виброреометрии закл в записи кинетики вулканизации при температуре 190-200°С и сопоставления этой кинетики в соответствии с шаблонными соответствующими минимальной и максимально допустимой степени вулканизации. Определяется следующим образом:
с 1 вальцев отбирают анализ и отправляют в камеру виброреометра. Если опыт между min и max значениями то р.с. годна.
Метод кольцевого модуля заключается в определении растяжимости резинового образца, его вулканизуют при температуре 130-200°С 2 минуты кольцо растягивается.
Изготовление деталей покрышки. Изготовление покрышек осуществляется путем последовательной их сборки из заранее изготовленных деталей: слоев каркаса, брекера, деталей бортовой части, протектора и боковины. Оборудование для заготовки деталей включает в себя резательные машины, браслетные станки, кольцеделательные агрегаты, станки для изготовления крыльев, протекторные агрегаты.
Оборудование для изготовления бортовых колец и крыльев. Проволочные кольца служат для придания необходимой прочности борту покрышки. Изготавливается из безуточной обрезиненной многопрядной проволоки или из одиночной обрезиненной проволоки. В зависимости от необходимой прочности, определенной расчетом, кольцо состоит из нескольких оборотов проволоки или проволочной ленты. Для обеспечения необходимой прочности связи резина-проволока требуется тщательно следить за отсутствием ржавчины и смазки. Для снятия остаточных напряжений в проволоке ее рихтуют перед изготовлением колец перемоткой под натяжением с одной катушки на другую. Отрихтованная проволока поступает на кольцеделательный агрегат АКД 70/1300. В состав агрегата входят намоточные автоматы 2-х диаметров. 1 – размером 381-622 мм, и 2 – 730-1095 мм. Шпули с проволокой устанавливаются в шпулярник на раскаточные стойки. Далее проволока собирается в ленту, протягивается через установку для нагрева. Далее в червячную машину, в которую также подается разогретая резиновая смесь. Нагретая проволока протягивается через головку червячной машины, где обрезинивается, образуя резино-проволочную ленту.
Обрезиненная проволока в виде ленты охлаждается холодной водой, обдувается сжатым воздухом и поступает через компенсатор при помощи механизма подачи в замок кольцеделательного автомата и наматывается на шаблон до получения заданного числа витков. По окончании намотки шаблон автоматически останавливается, лента обрубается, замок открывается и готовое изделие (кольцо) снимается с шаблона. Стыки кольца обертываются промазанной на каландре тканью, и далее кольцо поступает на пресс для подвулканизации стыков кольца, при температуре 180. Подвулканизацию проводят в течении 1-2 мин. в зависимости от толщины кольца. Далее кольцо поступает на станки для спиральной обертки бортовый колец или сразу на станки для изготовления крыльев.
Операция изготовления крыльев называется флиперовкой и проводится на станках СКФ-3, 4, 5, 6, 7… На этих станках на бортовые кольца накладывается наполнительный шнур, одновременно кольцо с наполнительным шнуром оборачивается крыльевой лентой. Операции производятся с помощью направляющих роликов и направляющих лотков. Для изготовления крыльев радиальных шин, испытывающих значительные напряжения, используют станки для наложения дополнительной металлокордной ленты (на станке СКФ-5Р). Или металлокордную ленту заменяют на тонкое проволочное кольцо.
Оборудование для сборки резино-кордных браслетов. Браслет – кольцевая резино-кордная заготовка, состоящая из нескольких слоев обрезиненного корда. Используются такие заготовки для сборки диагональных покрышек с большим числом слоев. Для изготовления браслетов используют браслетные станки, которые делятся на: роликовые и барабанные. При работе на роликовых станках отмеривание 1-го слоя производится на вспомогательном столе, а на барабанных станках 1-ый слой отмеривается непосредственно на барабане браслетного станка.
Роликовые станки. МБС-2, 3, 4, 5 – механизированные браслетные станки, состоящие из главного металлического приводного ролика и 2-х эластичных наборных прикаточных свободно-вращающихся роликов, смонтированных на подвесной траверсе. Для прикатки слоев при изготовлении браслетовтраверсы опускаются и прикатчики с усилием нажимают на браслет. Сжаты воздух обеспечивает определенную величину усилия прикатчика.
Барабанные браслетные станки
Делятся на станки со сменными барабанами и универсальные с одним постоянным барабаном. Обозначение: ЯМО-310М (315 М…..350М). Обычно универсальные браслетные станки снабжены автоматизированными ролико-прокладочными питателями башенного или револьверного типа. На браслетных станках обязательно есть центрирующие приспособления. На основном барабане происходит накладывание и стыковка слоев корда, далее подается сжатый воздух, пневмоцилиндром прикатного ролика и давлением этого ролика происходит плотное присоединение слоев корда между собой. Для облегчения снятия браслета с барабана во внутрь барабана подается сжатый воздух, который выходя через периферийные каналы образует воздушную прослойку между барабаном и браслетом.