

В ведение
Огромную роль в любом производстве играет технологическая оснастка. Это обусловлено тем, что, чем качественнее оснастка для станков, тем лучше производительность предприятия. Машиностроение-основа технического перевооружения всех отраслей народного хозяйства. Важное место в общем выпуске продукции машиностроения принадлежит строительным и дорожным машинам. На современном этапе развития строительного и дорожного машиностроения весьма актуальными проблемами являются повышение надежности и долговечности изготавливаемых машин, рост эффективности их производства.
Параллельно с развитием технологии машиностроения совершенствовались технология и организация ремонта машин. Главные задачи машиностроения - рост эффективности повышения качества продукции, усиление режима экономии. Исходя из указанных задач, были установлены основные направления развития машиностроительного комплекса. Было решено в первоочередном порядке обеспечить коренную реконструкцию и опережающее развитие машиностроительного комплекса, прежде всего станкостроения.
Новые станки по сравнению со старыми станками, являются более сложными и точными по конструкции и поэтому обеспечивают более высокую точность выпускаемых машин. При этом при подготовке производства к выпуску новых машин ставятся требования максимального сокращения сроков и снижения себестоимости подготовки производства.
Повышение производительности обработки в значительной степени обусловлено внедрением механизации и автоматизации технологических процессов, оснащением производства специальными и переналаживаемыми приспособлениями. Степень оснащённости приспособлениями различных производств неодинакова. В крупносерийном и массовом производстве она значительно выше, чем в мелкосерийном производстве. Именно этим, в
основном, и объясняется тот факт, что трудоёмкость изготовления подобных деталей в крупносерийном и массовом производстве в 2 - 3 раза, а иногда и в пять раз меньше, чем в мелкосерийном и единичном производстве.
Понятно, что при малых партиях деталей и частой их замене не предоставляется важным использовать высокопроизводительные специальные приспособления, предназначенные для выполнения одной детали операции. В мелкосерийном и единичном производстве необходимы приспособления, которые после незначительного изменения путём переналадки можно было бы использовать многократно для осуществления различных детали операций.
В последние годы разработаны отвечающие этим требованиям так называемые переналаживаемые приспособления. Они обладают основными свойствами специальных приспособлений, высокой точностью и производительностью и одновременно позволяют значительно сократить их удельную металлоемкость, а также затраты на проектирование и изготовления за счёт возможности многократного использования.
В данном курсовом проекте проектируется специальное приспособление на протяжную операцию механической обработки детали «Шестерня», которое предназначено для протягивания шпоночных пазов детали. Курсовой проект включает в себя пояснительную записку, содержащая: введение, общий раздел, расчетно-конструкторский раздел и графическую часть, содержащую сборочный чертеж проектируемого приспособления и чертежи нестандартных деталей станочного приспособления.
О бщий раздел
Назначение, устройство и принцип действия проектируемого приспособления
Приспособление предназначено для протягивания паза размером 16,12мм. Обойма закрепляется на фланце с помощью винта, а затем уже устанавливается деталь. После этого производится протягивание шпоночного паза детали «Шестерня». Для того, чтобы снять инструмент все действия выполняются в обратной последовательности.
Заготовка устанавливается на переднюю цилиндрическую часть фланца. Промежуточный цилиндрический бурт-фланец является опорной частью втулки. Режущие и калибрующие зубья плоской шпоночной протяжки имеют прямолинейные режущие кромки, параллельные дну протягиваемой канавки.
Приспособление состоит из следующих элементов:
Обойма;
Фланец;
Ручка.

Рисунок 1 – Схема приспособления
1.2 Проверка условия лишения возможности перемещения инструмента в приспособлении
Основным при разработке процессов механической обработки является вопрос о правильном базировании заготовки на станке при ее обработке либо жесткого крепления обрабатываемого инструмента. От того, как осуществляется базирование и закрепление заготовки на станке, зависит в большей степени точность ее обработки. Известно, что абсолютно твердое тело имеет относительно координатных осей шесть степеней свободы; эти шесть степеней свободы сводятся к трем возможным перемещениям вдоль трех осей координат и трем возможным вращениям вокруг относительно тех же осей, т.е. положение тела вполне определяется шестью координатами относительно трех координатных плоскостей. Любая координата лишает твердое тело одной степени свободы.
В данном случае деталь лишается пяти
степеней свободы. Деталь устанавливается
на фланец, эта поверхность является
установочной базой и лишает деталь трех
степеней свободы, т.е. возможности
перемещения вдоль оси ОZ
и вращения вокруг осей OX
u
OY.
Так же зажимается с одной стороны
корпусом, что является направляющей
базой и лишает деталь двух степеней
свободы. Этого достаточно для сохранения
инструмента неизменного положения в
процессе обработки.
данном случае деталь лишается пяти
степеней свободы. Деталь устанавливается
на фланец, эта поверхность является
установочной базой и лишает деталь трех
степеней свободы, т.е. возможности
перемещения вдоль оси ОZ
и вращения вокруг осей OX
u
OY.
Так же зажимается с одной стороны
корпусом, что является направляющей
базой и лишает деталь двух степеней
свободы. Этого достаточно для сохранения
инструмента неизменного положения в
процессе обработки.
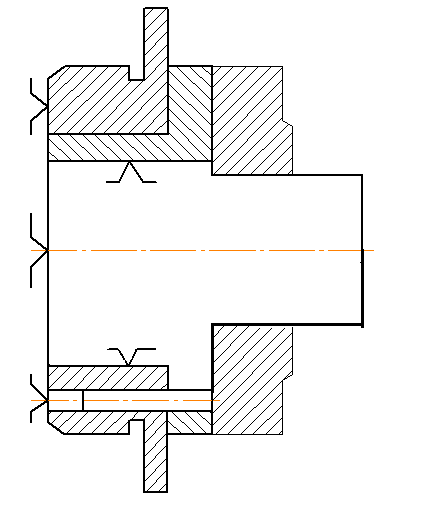
Рисунок 2 - Схема базирования и установки
2.Расчетно-конструкторский раздел
2.1 Расчет приспособления на точность обработки
2.1.1 Расчет погрешности установки
Погрешность установки εy - одна из составляющих случайной погрешности выполняемого размера детали - возникает при установки обрабатываемой детали в приспособлении и складывается из погрешности базирования εб, погрешности закрепления εз и погрешности положения детали εпр , зависящей от неточности приспособления и определяемой ошибками изготовления и сборки ее установочных элементов их износа при работе.
Так как εб, εз и εпр представляют собой поля рассеивания случайных величин, подчиняющихся закону нормального распределения, то погрешность установки εy как суммарное поле рассеивания выполняемого размера детали определяют по формуле:
![]() (1)
(1)
Где ɛб - погрешность базирования,
ɛз – погрешность закрепления,
ɛпр – погрешность положения детали.