

Глава 1 7
ВОЗДУШНЫЕ СЕПАРАТОРЫ 7
ЗЕРНОВЫЕ СЕПАРАТОРЫ 31
1,1,1, 33
Глава 3 61
ТРИЕРЫ 61
Дисковый триер А9-УТ20-6 76
Глава 4 79
ОБОЕЧНЫЕ, ЩЕТОЧНЫЕ МАШИНЫ И ЭНТОЛЕЙТОРЫ 79
Вертикальные обоечные машины типа РЗ-БМО 81
Обоечные машины типа ГМ и СМ 83
Обоечная машина Р1-БОС 85
Наждачная обоечная машина ЗНМ-5 87
МАГНИТНЫЕ АППАРАТЫ 94
Магнитные сепараторы типов У1-БМЗ, У1-БМП и У1-БММ 99
Магнитные колонки типа БКМА 103
Магнитные колонки УЗ-ДКМ и магнитные сепараторы УЗ-ДМС 104
Магнитный сепаратор МКЗхбОО 105
ГЛАВА 7 109
УВЛАЖНИТЕЛЬНЫЕ И МОЕЧНЫЕ МАШИНЫ 109
Основные параметры увлажнительных и моечных машин 109
Моечные машины 109
Машины типа А1 -БШУ 114
Увлажнительные машины Р1-БУС 119
Вихревой увлажнитель 119
Автоматическое устройство регулирования влажности зерна «Акватрон» 120
Увлажнительные аппараты А1-БУЗ и А1-БАЗ 122
Вибрационный способ увлажнения зерна 125
ГЛАВА 8 127
АППАРАТЫ ДЛЯ ГИДРОТЕРМИЧЕСКОЙ И ТЕПЛОВОЙ ОБРАБОТКИ 127
Тепловая обработка при производстве зерновых хлопьев 127
Подогреватель БПЗ 130
Двутельный варочный аппарат 135
Аппараты для пропаривания зерна ПЗ-1 и ПЗ-2 135
Установка для термообработки зернового сырья УТЗ-4 143
ГЛАВА 9 144
МАШИНЫ ДЛЯ ИЗМЕЛЬЧЕНИЯ ЗЕРНА 144
Вальцовые станки типа А1-БЗН 148
Вальцовые станки типа ВС 159
Вальцовый станок «Хартроник-5» 160
ГЛАВА 10 167
МАШИНЫ ДЛЯ ДРОБЛЕНИЯ И ИЗМЕЛЬЧЕНИЯ КОМПОНЕНТОВ КОМБИКОРМОВ 167
Молотковые дробилки ММ 173
Молотковые дробилки зарубежных фирм 176
Дробилки серии 2Д 176
Вертикальные молотковые дробилки ДМВ 182
Дежерминатор Д.2В 183
к =""v"' 100, 188
ГЛАВА 13 255
ГЛАВА 1 5 291
Основные параметры процесса прессования комбикормов 292
Пресс-гранулятор ПГ-520 с измельчителем гранул ИГ-10 306
Установки для гранулирования зарубежных фирм 307
Линии гранулирования на базе прессов «Компакт» 307
Измельчитель гранул типа КР 311
Линии гранулирования на базе прессов ПМВ 312
Комплектные линии гранулирования 317
Линии гранулирования фирмы «Спроут-Бауэр» 326
еПресс-гранулятор фирмы «Сангатти» 329
Прессы-грануляторы с плоской матрицей 330
Оборудование для экструдирования зернопродуктов 330
Одношнековые экструдеры фирмы «Спроут-Матадор» 342
Охладители экструдата горизонтального типа 344
Глава 16 347
ФАСОВОЧНО-УПАКОВОЧНЫЕ АВТОМАТЫ И ЛИНИИ 347
Способы и точность дозирования сыпучих зернопродуктов 348
Типы оборудования и материалы для фасовки и упаковки 348
Пакетоделательные автоматы 349
Рукавные автоматы для фасовки круп 351
Глава 17 370
а, +аг =Qa 406
Книготорговая и издательская фирма «ДеЛи» 434
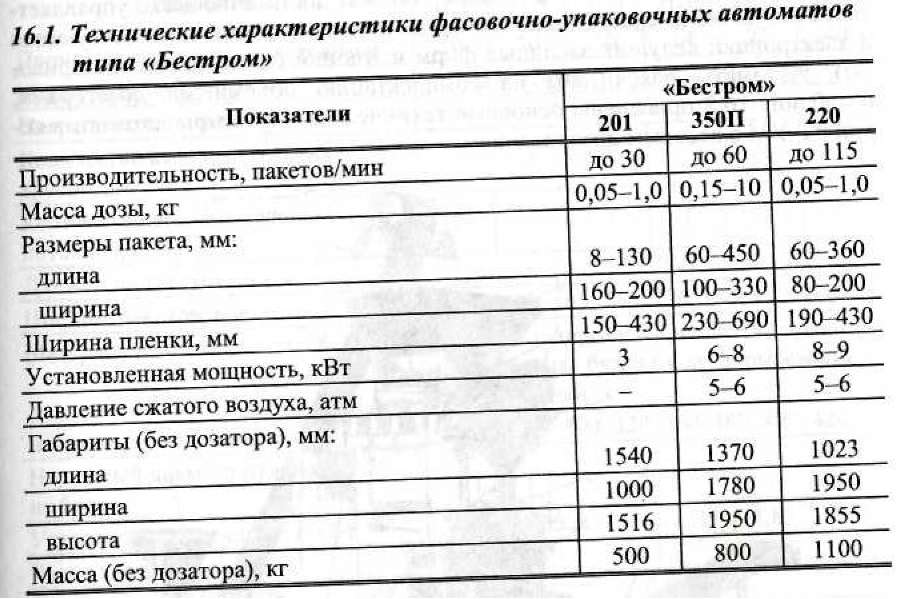
Автоматы этого типа также относятся к рукавным автоматам и предназначены для упаковки легкосыпучих, трудносыпучих, пастообразных и мелкоштучных продуктов в пакеты из термосвариваемых пленок в форме «подушки» или с плоским дном. В качестве упаковочных материалов применяются полипропилен, ламинированные пленки (полиэтилен/полипропилен, полиэтилен/лавсан), ламинированная бумага, ламинированная фольга и другие пленки отечественного и импортного производства.
На предприятиях хлебопродуктов автоматы «Бестром» могут использоваться для фасовки крупы и муки. По техническим параметрам в более полной мере предприятиям хлебопродуктов отвечает модель «Бестром -350П» с числом упаковок до 60 в минуту.
Автомат
«Бестром-350П» показан на рисунке 16.5.
Как и все рукавные автоматы он скомпонован
по вертикальной " схеме: загрузочный
бункер
1,
установленный на раме
2,
подает продукт на стаканчиковый дозатор
3,
формирующий дозу и направляющий ее в
приемный конус и далее в трубу, на
которой формируется рукав
4,
далее рукав притягивается, сваривается
продольный шов
б,
затем нижний поперечный и после
наполнения продуктом заваривается
верх пакета. Все узлы автомата смонтированы
на основании
9.
На боковой части автомата смонтирован
шкаф с электрооборудованием
8 и
пульт управления 7.
Упаковочные
автоматы поставляются подбирается под
конкретный продукт.
в
комплекте с дозаторами. Тип дозатора
Автоматы могут комплектоваться объемными
стаканчиковыми, объемными шнековыми,
а также весовыми дозаторами отечественного
и импортного производства.
Объемный
стаканчиковый дозатор предназначен
для дозирования легкосыпучих
гранулированных продуктов, таких как
кофе в зернах, чай, крупы, орехи и т. д.
Объемный
шнековый дозатор предназначен для
дозирования всех видов сыпучих,
трудносыпучих, в том числе пылящих и
пастообразных продуктов, таких как
мука, молотый кофе, сухое молоко, кисель,
крахмал, сахар, крупы, соль
Рис.
16.5.
Фасовочно-упаковочный аппарат
«Бестром-350П»:
1
- загрузочный бункер; 2 - опора бункера;
3 — стаканчиковый дозатор; 4 — воротник
рукавообразова-теля; 5 - остекленные
дверки; 6 -сварочно-протяжное устройство;
7 - пульт управления; 8 - шкаф
электрооборудования; 9 - основание
(станина); 10 - приемный конус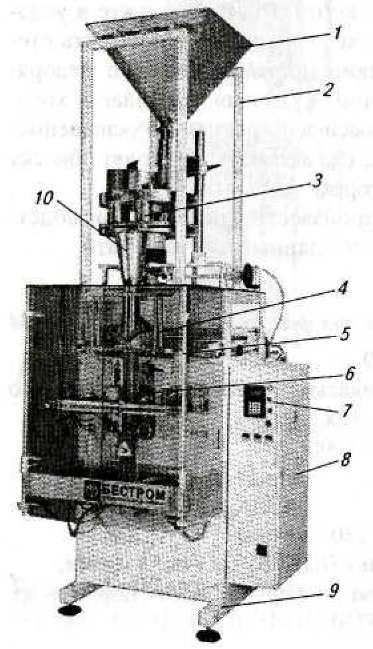
Автоматы типа «Бестром» по требованию заказчика комплектуются: принтером горячей печати даты выпуска; фотоэлементом для работы по фотометке; устройством для формирования плоского дна пакета; загрузочным элеватором в комплекте с вибробункером; отводящим транспортером (длиной 2 м); устройством для снятия с пленки статического электричества -применяется при упаковке пылящих продуктов; устройством пылеудаления.
Следует отметить, что на рынке рукавных фасовочно-упаковочных автоматов отечественных производителей появилось много других заводов, например, заводы «Русская трапеза», «Таурас-Феникс» (г. Санкт-Петербург), «Сигнал-Пак» (г. Екатеринбург), «Макиз» (г. Миасс) и др., которые выпускают автоматы примерно аналогичных конструкций и параметров, в основном пригодные для упаковки крупы.
На рисунке 16.6 представлен комплект оборудования, включающий фасовочно-упаковочный автомат и загрузочный и отводящий транспортеры из серии РТ-УМ, выпускаемый фирмой «Русская трапеза» (г. Санкт-Петербург). Комплекс предназначен для автоматической подачи и весового дозирования сыпучих, гранулированных и мелкоштучных пищевых продуктов (крупы, макаронных изделия, сахара и т. п.), а также аналогичных непищевых продуктов, упаковка в пакеты, формируемые из рулона полипропиленовой и других термосвариваемых пленок, с дальнейшим отводом готовых пакетов на накопительный стол.
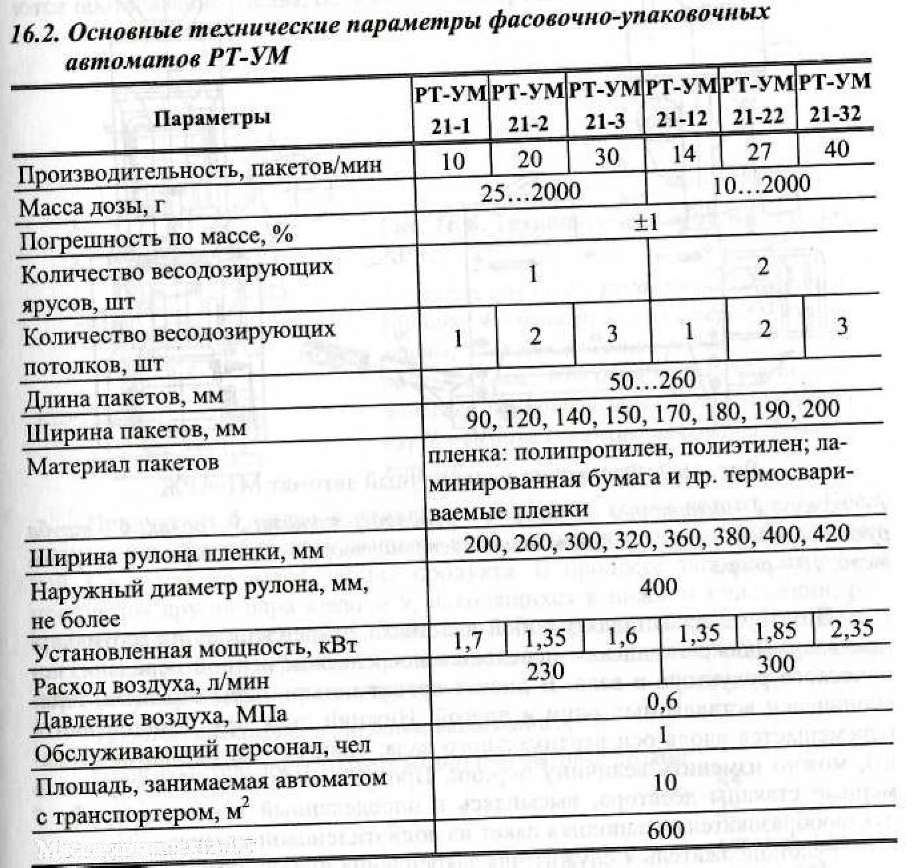
В автоматах достигается высокая точность дозирования с цифровой индексацией веса 9 и автоматическим поддержанием уровня продукта в загрузочном бункере автомата 6. Конструкция и технологический процесс рукавных автоматов во многом аналогичны. В данной модели вместо объем ного дозатора установлены три весовые головки 5, работающие поочередно, на сборный конус. Повышается точность массы дозы и незначительно снижается производительность при трех весовых патоках и двух весодозирую-щих ярусах. В автомате предусмотрена возможность переналадки на различную ширину пакета, формирования двух типов вертикального шва (встык и внахлест) и маркировки даты выпуска. Разработано устройство для формирования пакета с плоским дном. Автомат достаточно легко управляется и отличается высокой надежностью за счет применения комплектующих и электроники ведущих западных фирм и Японии (пневматические приводы). Автоматы рассчитаны на комплектацию объемными дозаторами. В таблице 16.2 приведены основные технические параметры автоматов серии РТ-УМ с весовым дозированием
.
Рис.
16.6. Фасовочно-упаковочный комплекс
серии РТ-УМ: 1
- отводящий транспортер; 2 ~ сварочно-протяжное
устройство; 3 - рука-вообразователь; 4 -
сборный конус; 5 - весовые дозаторы; 6 -
загрузочный бункер; 7 - загрузочный
транспортер; 8 - приемный бункер; 9 -
электрошкаф и пульт управления; 10 -
станина
Среди
рукавных автоматов, уже давно применяющихся
на предприятиях России при упаковке
крупы, следует отметить автомат АРЖ,
достаточно простой, надежный и удобный
в эксплуатации. Этот автомат является
одной из первых моделей рукавных
вертикальных автоматов, производство
которых было освоено отечественным
машиностроением. В настоящее время он
выпускается предприятием «Фаса» (г.
Мариамполь, Литва). Следует отметить,
что рукавные пленочные автоматы
выпускаются множеством зарубежных
фирм. Параметры их аналогичны отечественным
автоматам, однако самые дешевые из них,
выпускаемые предприятиями Польши и
Чехии, не менее чем вдвое дороже
отечественных автоматов.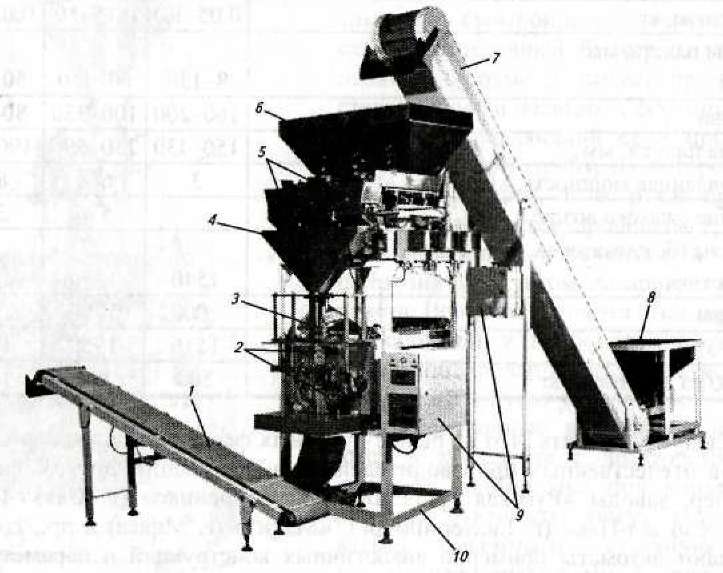
Масса комплекта, кг
Автомат АРЖ. Фасовочно-упаковочный автомат М1-АРЖ для фасовки муки и крупы в полимерную тару непрерывного действия предназначен для изготовления пакетов из полиэтиленовой пленки, дозирования легкосы - пучих продуктов, заполнения пакетов и их запечатывания.
В кожухе 1 (рис. 16.7) находится привод автомата, состоящий из главной передачи, рычагов и толкателей. Станина, представляющая собой литой корпус с крышками и стенками, является несущей частью автомата, базой для монтажа электромеханического привода, электрической части, проводки, воздушной и гидравлической систем.
Главная передача сообщает вращательное движение от электродвигателя валу червячного редуктора, на котором смонтированы рычаги, кулаки и звездочки. На рычагах закреплены узлы для образования поперечного шва и отрезки. Изменяя амплитуду колебаний рычагов, можно уменьшить или увеличивать длину пакета.
Рис.
16.7.
Фасовочно-упаковочный автомат М1-АРЖ: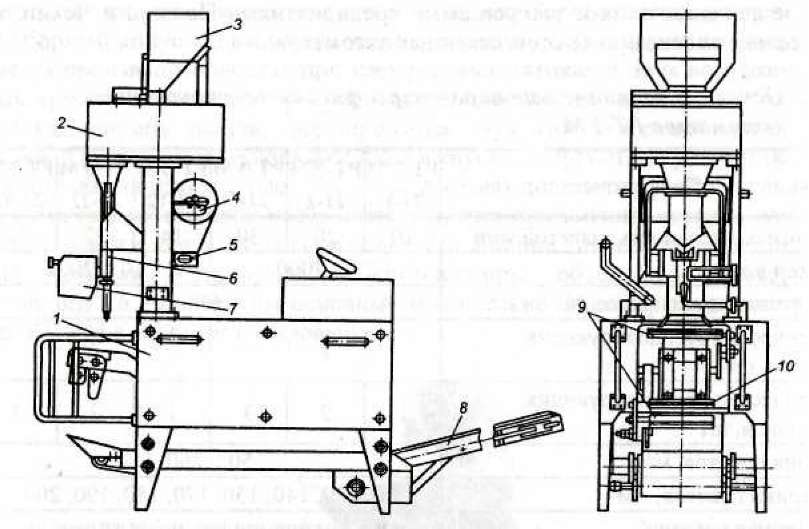
1 - кожух; 2 — дозатор; 3 - бункер; 4 -рулонодержатель; 5 -ролик; б - труба рукавообразователя; 7 - сваривающее устройство; 8 - конвейер; 9 - нагреватели; 10 - опора
Дозатор 2 представляет собой два диска, закрепленных на вертикальном валу. Движение дискам передается посредством цепной передачи, конического редуктора и вала. В дисках крепят четыре пары стаканов, телескопически вставляемых один в другой. Нижний диск при помощи винта перемещается вдоль оси вертикального вала; сдвигая или раздвигая стаканы, можно изменить величину порции. Продукт из бункера 3 поступает в мерные стаканы дозатора, высыпаясь в определенный момент в трубу 6 рукавообразователя и заполняя пакет из полиэтиленовой пленки.
Рулонодержатель 4 служит для закрепления рулона пленки диаметром до 300 мм, раскручивания его и регулирования в осевом направлении для лучшего образования рукава. Ролик 5 направляет полиэтиленовую пленку на механизм свертывания ее в рукав. Сваривающее устройство 7 состоит из двух частей: нагревательной и охлаждающей. В первой помещены нагревательные спирали, проходя через которые воздух нагревается и сваривает пленку в продольном направлении.
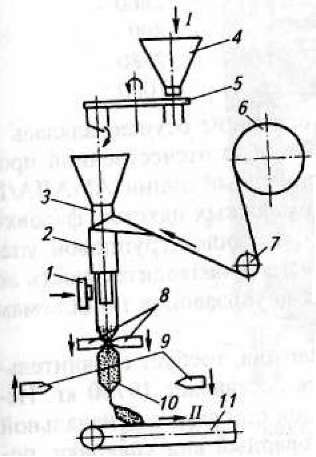
С помощью конвейера 8 готовая продукция отводится из рабочей зоны автомата, подается в зону контроля и упаковки в тару. Нагреватели 9 предназначены для образования поперечного шва. При взаимном сближении их происходит сжатие пленки, образование поперечного шва, обрезка пакета и одновременное протягивание рукава. Технологическая схема автомата АРЖ приведена на рисунке 16.8. Подаваемая с рулона 6 лента полиэтиленовой пленки огибает направляющий ролик 7, вводится в рукавообразователь 2 и свертывается в рукав. Наложен ные один на другой края ленты, проходя мимо нагревателя 1, свариваются в продольном направлении. При помощи двух пар клещей 8 и 9 осуществляются протягивание рукава, образование поперечного шва и обрезка пакета.
Рис. 16.8. Технологическая схема автомата АРЖ:
1 - нагреватель; 2 - рукавообразователь; 3 -воронка; 4 - бункер; 5 - дозатор; 6-рулон ленты; 7 - направляющий ролик; 8,9 - сварочные клещи; 10- отрезанный пакет; 11 -конвейер; 1— поступление продукта на фасовку; II - выдача готового пакета на транспортер
55
45
вертикально-
линейный непрерывный бесступенчатое
объемное 0,5; 1,0
+2
+1
140-260
200
0,5
1,0 Тип
Принцип действия
Регулирование производительности
Дозирование
Масса дозы, кг
Точность дозирования (%) при фасовке: муки крупы Размеры пакета, мм: длина ширина