

Расчёт структурной надежности выбранных технологических систем
Вариант 1:
Схема
структурной надежности для 1ого варианта
представлена на рисунке 7.3:
Рисунок 7.3 – Схема структурной надежности 1ого варианта
Для подобного соединения блоков надежность определяется по формуле:
![]() =
0,989 * 0,99 = 0,83
=
0,989 * 0,99 = 0,83
где
![]() – надежность каждой ветки схемы.
– надежность каждой ветки схемы.
![]() =
=
![]() = 0.98
= 0.98
![]() =
0,99
=
0,99
Вариант 2:
Схема структурной надежности для 1ого варианта представлена на рисунке 7.8:
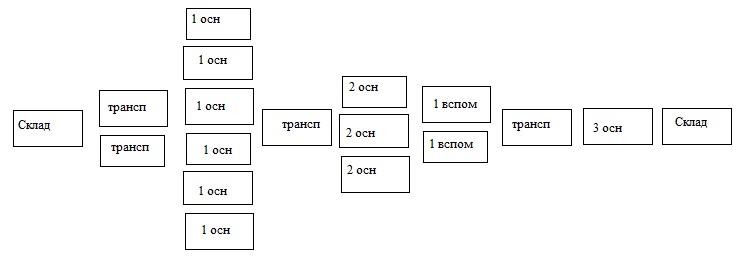
Рисунок 7.4 – Схема структурной надежности 2ого варианта
Для подобного соединения блоков надежность определяется по формуле:
![]() =
0,999 = 0,91
=
0,999 = 0,91
где – надежность каждой ветки схемы. (основное и вспомогательное оборудование)
Единичные элементы, не относящиеся к основным, принимаем с надежностью равной 0,99.
= = 0.98
![]() =
0,99
=
0,99
![]() =
0,99
=
0,99
![]() =
0,99
=
0,99
![]() =
0,99
=
0,99
8.Выбор проектного варианта ртп и технологической системы
Для выбора проектного варианта РТП и технологической системы воспользуемся методом экспертных оценок. Примем пятибалльную систему оценки:
0 – очень плохо;
1 – плохо;
2 – удовлетворительно;
3 – хорошо;
4 – отлично.
Все рсчёты произведены и занесены в таблицы 8.1, 8.2, 8.3
Выбор будем производить по следующим критериям:
Таблица 8.1 – Критерии выбора системы
№ |
Критерий |
Вар. 1 |
Вар. 2 |
1 |
Привед. Затр. |
1 |
2 |
2 |
Кол-во станков |
3 |
3 |
3 |
Кол-во рабочих |
2 |
3 |
4 |
Площадь |
2 |
3 |
5 |
Коэф. Исп. Обор. |
2 |
2 |
6 |
Длительность производственного цикла |
3 |
2 |
7 |
Производительность оборудования |
2 |
2 |
8 |
Кпр |
1 |
3 |
9 |
Безопасность труда |
2 |
1 |
10 |
Сроки внедрения |
1 |
1 |
Заполним таблицу важности критериев:
Таблица 8.2 – Таблица весовых коэфициентов
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
- |
2 |
1 |
2 |
2 |
2 |
1 |
2 |
0 |
1 |
13 |
2 |
0 |
- |
1 |
1 |
2 |
0 |
0 |
2 |
0 |
0 |
6 |
3 |
1 |
1 |
- |
0 |
1 |
1 |
0 |
1 |
0 |
0 |
5 |
4 |
0 |
1 |
2 |
- |
2 |
1 |
0 |
1 |
0 |
0 |
7 |
5 |
0 |
0 |
1 |
0 |
- |
1 |
1 |
1 |
0 |
0 |
4 |
6 |
0 |
2 |
1 |
1 |
1 |
- |
1 |
1 |
0 |
0 |
7 |
7 |
1 |
2 |
2 |
2 |
1 |
1 |
- |
2 |
0 |
0 |
11 |
8 |
0 |
0 |
1 |
1 |
1 |
1 |
0 |
- |
0 |
0 |
4 |
9 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
- |
2 |
18 |
10 |
1 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
0 |
- |
15 |
Приведенные оценки систем в нашем случае равны:
Таблица 8.3 – Таблица приведенных оценок систем
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
В процентах |
Коэффициент |
13 |
6 |
5 |
7 |
4 |
7 |
11 |
4 |
18 |
15 |
- |
|
Вариант 1 |
13 |
18 |
10 |
14 |
8 |
21 |
22 |
4 |
36 |
15 |
161 |
95% |
Вариант 2 |
26 |
18 |
15 |
21 |
8 |
14 |
22 |
12 |
18 |
15 |
189 |
100% |
Исходя из таблицы видно что в нашем случае предпочтительнее выбрать РТК.