

7.Разработка и анализ вариантов технологической системы для альтернативных ртп
7.1. Количество основного технологического оборудования:
Вариант 1:
Токарный обрабатывающий центр 11Б40ПФ4
![]()
M1=6
Шлифовальный станок универсальный высокой точности 3М132МФ2
![]()
M2=1
Зубонарезной станок
![]()
M2=1
Вариант 2:
Обрабатывающий центр 11Б40ПФ4
![]()
M1=6
![]()
M1=1
![]()
M1=3
7.2.Выбор типа тнс, поу, пр, то
Вариант 1:
Транспортная лента - 3;
бункер ПОУ - 1;
печь ТВЧ + ванна охлаждающей жидкости;
тара (на 50 изделий).
Вариант 2:
тележка ручная - 4;
склад автоматический Ст-0,16;
робот, обслуживающий станки - НЦТМ-01 -8;
бункер ПОУ -8.
унифицированные поддоны с приспособлениями для крепления деталей типа тела вращения (на 27 изделий).
7.3.Разработка компоновки участка для обоих вариантов структуры
Компоновка для обоих вариантов представлена на рисунках 1 и 2 соответственно.
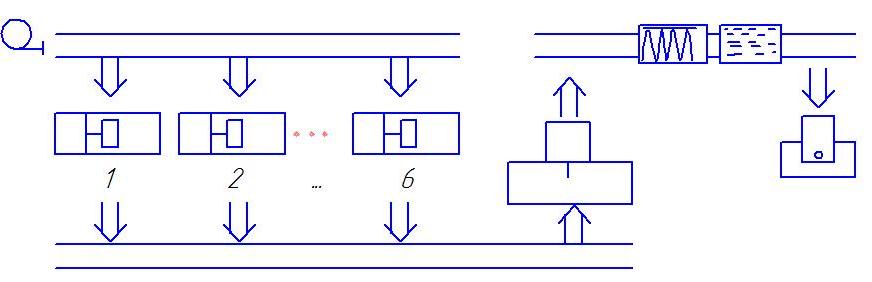
Рисунок 7.1 – Компоновка для 1ого варианта структуры
26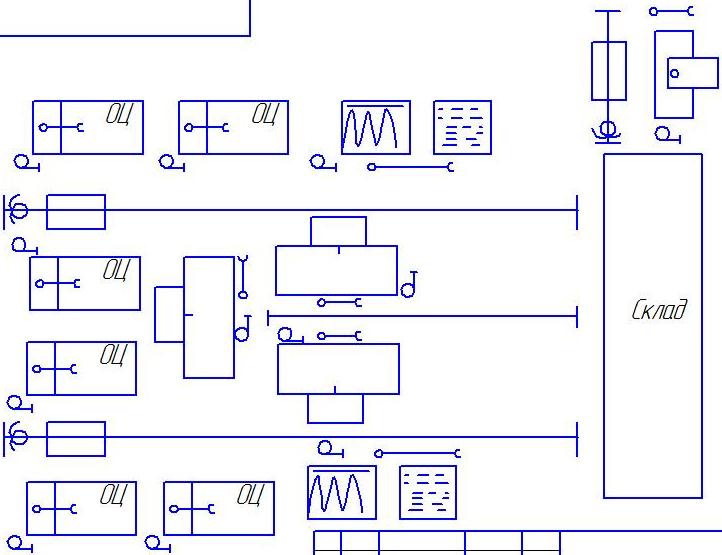
Рисунок 7.2 – Компоновка для 2ого варианта структуры
7.4.Расчет основных характеристик системы
Характеристика |
Расчетная формула |
Вариант РТП |
|
|
|
N1 (прокат, ПАЛ) |
N2 (литье, РТК) |
1. Количество основного технологического оборудования, шт |
ΣTшт-кj * N Mj = ------------------ Fj * 60
М = Σ Mj |
11Б40ПФ4: M1 = 6 3М132МФ2: M2 = 1 Фрез M3 = 1 M = 6 + 1 +1 = 8 |
11Б40ПФ4: M1=6 3М132МФ2: M2=1 5А250 M3=3 |
2. Количество вспомогательного оборудования, шт |
исходя из Mj и M |
1)трансп. Лента: 3шт. 2) Бункер ПОУ: 1шт. 3) тара на 50 изд.: 40шт. 4) печь ТВЧ + ванна охлождающей жидкости |
1) тележка ручная-4 шт. 2) склад авт. 3) робот НЦТМ-01 – 10шт 4) поддоны – 10 шт. 5) тара: 300 шт. 6) бункер ПОУ: 10шт. |
3. Количество рабочих,чел |
R = (M / Kмн) * Ксм |
8 / 2 * 3 = 12 |
10 / 2 * 2 = 10 |
4. Площадь, кв.м |
S = M * Sрм |
8 * 60 = 480 |
10* 50 = 500 |
5. Кап.затраты, тыс.$ |
K = M * Црм |
8 * 500 = 4000 |
10 * 100 = 1000 |
6. Зарплата, тыс.$ |
C = R *Фзп |
12 * 6 = 72 |
8 * 6 = 48 |
7. Год.привед.затраты, тыс.$ |
Зпр=(C+Sзаг*N)+K *0,15 |
(72+0,002*40000)+4000*0,15=752 |
(48+0,002*40000)+800*0,15=278 |
8. Производительн-ть труда,тыс.шт/чел |
Ртр = N / R |
40/12 = 3,3 |
40/8 = 5 |
9. Производительн-ть оборуд,тыс.шт/ед |
Pоб = N / M |
40/8 = 5 |
40/10 = 4 |
10. Структурная надежность |
Табл. 21 |
0,83 |
0,91 |
11. К-т прост.в очер.к тр |
[6] c.27-38 |
2% |
- |
12. К-загрузки оборуд. |
Кз = Мрасч / Мприн |
5,75 / 8 = 0,72 |
8.7/ 10 = 0.87 |
13. К-т использов.оборуд. |
Кио=ΣTоп*N/(Ф*М*60) |
(15,03)40000/4000/8/60= =0,3 |
(11,17)40000 /4000/10/60= =0.184 |
14. Длит.пр.цикла дет.,ч |
Тц = ΣTшт-к / Киц / 60 |
24,89/0,4/60=1,04 |
20,45/0,2/60=1,7 |
15.Годовой экон. эффект, тыс.$ |
Эг = Зпр2 - Зпр1 |
- |
752 - 278 = 474 |
16.Срок окуп.доп. К, лет |
Т=(К1-К2)/(С2-С1) |
- |
- |