

Белорусский национальный технический университет
Факультет информационных технологий и робототехники
Кафедра «Робототехнические системы»
КУРСОВАЯ РАБОТА
по дисциплине «Технология роботизированного производства»
Тема: Разработка автоматизированного технологического процесса механообработки
Исполнитель: ________________ студент группы 107119
(подпись) Романов А.И.
Руководитель: ________________ Новичихин Р.В.
(подпись)
Минск 2012 г.
Оглавление
1. Определение типа производства 3
2. Отработка конструкции детали на технологичность. 4
3. Выбор заготовки. 5
4. Определение вида станков. 6
5. Определение альтернативных вариантов организационной структуры технологической системы. 8
6. Разработка альтернативных вариантов маршрутного РТП. 9
3. Зубофрезерный станок с ЧПУ 9
Модель GearSpect SFK 200 9
Зубофрезерный станок с ЧПУ 13
Модель GearSpect SFK 200 13
Печь ТВЧ 13
Модель 3М132МФ2 13
Гальваническая ванна 13
Зубофрезерный станок с ЧПУ 15
Модель GearSpect SFK 200 15
Печь ТВЧ 15
Круглошлифовальный станок с ЧПУ G32P-100CNC 15
Гальваническая ванна 15
8.Выбор проектного варианта РТП и технологической системы 20
9.Определение припусков и оформление чертежа заготовки 22
Литература 25
Определение типа производства
1.1. Определяем возможные типы производства последовательно по H, Q, N ([1], табл. 1).
Показатели назначения производства:
|
Пределы |
Возможные типы производства |
Возможная организационная структура |
Номенклатура (Н) наименований деталей |
4-100 |
М, С, К |
РТК, ГПС |
Размер партии запуска (Q), шт. |
40-1000 |
Среднесерийное |
РТК, ГПС, ПАЛ, АЛ |
Годовая программа выпуска (N), тыс. шт. |
50 |
М, С, К |
РТК, ГПС |
1.2. Выбираем преобладающий тип производства с учетом предпочтения H>Q>N – среднесерийное производство.
Определяем такт выпуска и коэффициент повторяемости запусков:
 (3.1.)
(3.1.)
где Ф - действительный годовой фонд рабочего времени, (Ф=2000ч на 1 смену), который определяется:
1.3 Тогда такт выпуска равен:
 .
.
1.4 Коэффициент повторяемости:
 (3.3.)
(3.3.)
Отработка конструкции детали на технологичность.
2.1 Оценим сложность детали для обработки, используя экспресс-метод оценки сложности деталей ([1], табл. 5, 6)
Критерий: |
Тип детали |
Макс. D, L |
Точность |
Количество типов инструмента |
Твердость HRC |
Шероховатость |
Кол. обр. сторон |
Минимальное отверстие, стенка |
Контур образующей |
Сумма балов |
Бал: |
1 |
2 |
2 |
2 |
2 |
3 |
3 |
1 |
3 |
19 |
Сложность обработки- средняя
Рассмотрим следующие критерии отработки конструкции детали на технологичность:
Возможность замены на материал с лучшей обрабатываемостью–нет, так как уже используется хорошо обрабатываемый материал Сталь 45;
Сокращение объема механообработки–нет;
Устранение излишней точности–нет;
Предусмотрение полости для выхода инструмента–для свободного выхода инструмента увеличиваем ширину канавки 1 (рис. 5.2.) до ширины >3t (t–шаг резьбы). Принимаем L=4 мм вместо 2мм.
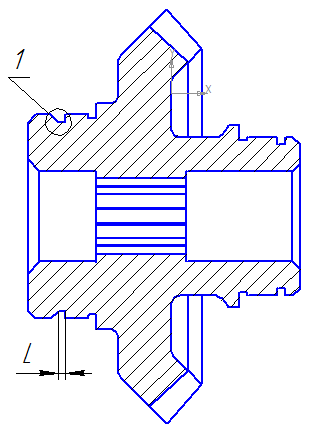
Рисунок 2.1 Предусмотрение полости для выхода инструмента.
На все размеры внутренних поверхностей назначаем одинаковый квалитет (9).