

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
НАЦИОНАЛЬНЫЙ МИНЕРАЛЬНО-СЫРЬЕВОЙ УНИВЕРСИТЕТ
«ГОРНЫЙ»
Факультет механический
Кафедра машиностроения
ОТЧЕТ
ПО ПРЕДДИПЛОМНОЙ ПРАКТИКЕ
Тема: Разработка технологического процесса изготовления детали « Диск» вала ротора гидрогенератора.
Выполнил студент__ Багдасаров Э.И._
Специальность:_____151001.65-02___
Шифр:__________ 9306130012 __
Руководитель _Уваров В.П. _
Подпись _____________________
Дата защиты_________________
Санкт-Петербург
2013 г.
Факультет механический
Кафедра машиностроения
Утверждаю Зав.
кафедрой ____________________ «___»__________200
г.
ЗАДАНИЕ НА ПРЕДДИПЛОМНУЮ ПРАКТИКУ
Студенту (Фамилия И.О.) __ Багдасаров Э.И.___ Шифр 9306130012
Вид практики _______________Преддипломная________________
Место проведения практики _________________________________
Срок проведения практики ____02.09.-14.10.13._________________
Руководитель практики ______Уваров В.П. _______________
1. Тема ___ Разработка технологического процесса изготовления детали «Диск» вала ротора гидрогенератора.
2. Содержание практики _____________________________ __________
_____1. Сбор материала по теме ДП._ __________________________ ______
_____2. Анализ исходных данных и производственной обстановки. _______
_____3. Конструктивно-технологический анализ детали. ___________ ____
_____4. Выбор способа получения исходной заготовки. __________ _____
_____5. Построение плана обработки элементов детали. __________ _____
_____6. Разработка маршрута технологического процесса. _______________
_________________________________________________________________
3. План практики
№ п/п |
Вид работы |
Срок выполнения |
Отметка о выполнении |
1 |
Сбор материала по теме ДП |
02.09-06.09.13 |
|
2 |
Анализ исходных данных и производственной обстановки |
09.09-13.09.13 |
|
3 |
Конструктивно-технологический анализ детали |
16.09-20.09.13 |
|
4 |
Выбор способа получения исходной заготовки |
23.09-27.09.13 |
|
5 |
Построение плана обработки элементов детали |
30.03-04.10.13 |
|
6 |
Разработка маршрута технологического процесса |
07.10-11.10.13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Руководитель практики _________________ ___Уваров В.П.___
подпись, дата инициалы, фамилия
Студент _________________ __ Багдасаров Э.И.__
подпись, дата инициалы, фамилия
1 Исходные данные к проекту
1.1 Назначение и анализ конструкции детали
Деталь «Шестерня ведущая» входит в комплект для сборки коническо-цилиндрического редуктора тракторной лебедки (рисунок 1).
Она устанавливается своим внутренним диаметром Ø55Н7(+0,03) мм на опорный вал лебедки. Поверхность Ø55Н7 (+0,03) мм имеет шероховатость Ra = 2,5 мкм, что соответствует предъявляемым требованиям по точности и качеству. При помощи зубьев, нарезанных на наружной поверхности Ø122h12(-0,4)мм с Ra=10 мкм, шестерня ведущая входит в зацепление с шестерней цилиндрической ведомой, при этом осуществляется вращение барабана, на который наматывается трос лебедки. Наружный элемент вращения Ø125g6(-0,014-0,039) мм с шероховатостью Ra = 2,5 мкм служит для установки на него конического колеса, которое крепится через шесть отверстий Ø16 (+0,43) мм болтами к фланцу ведущей цилиндрической шестерни.
Точность
выполнения Ø125g6![]() мм
обеспечивает допустимое по условиям
сборки биение относительно внутреннего
элемента вращения Ø55Н7(+0,03)
мм. Для этой же цели служат заданные
конструктором требования на биение
наружной поверхности Ø125g6
мм
обеспечивает допустимое по условиям
сборки биение относительно внутреннего
элемента вращения Ø55Н7(+0,03)
мм. Для этой же цели служат заданные
конструктором требования на биение
наружной поверхности Ø125g6![]() мм относительно внутренней поверхности
Ø55Н7(+
0,03)
мм не более 0,07 мм.
мм относительно внутренней поверхности
Ø55Н7(+
0,03)
мм не более 0,07 мм.
В торцы с шероховатостью Ra = 5 мкм с двух сторон упираются конические подшипники. Точность выполнения этих плоскостных элементов обеспечивает допустимое по условиям сборки торцевое биение относительно внутренней поверхности Ø55Н7 (+0,03) мм. Для этой же цели служат заданные конструктором требования на торцевое биение плоскостных элементов не более 0,05 мм.
Р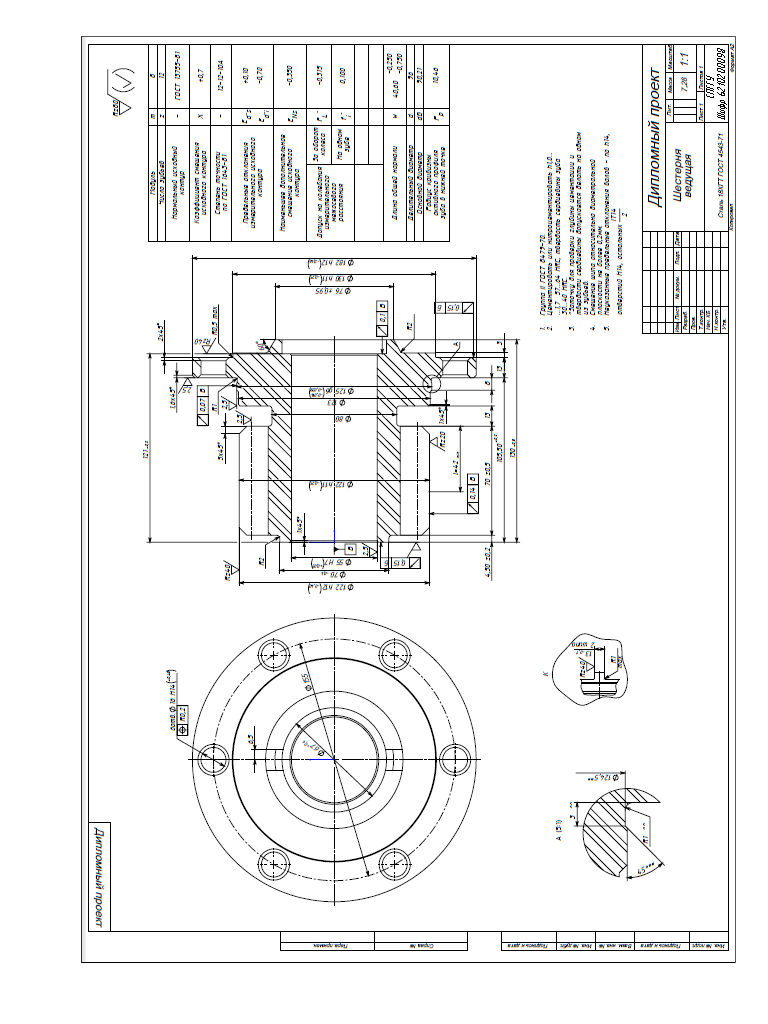 исунок
1 – Деталь «Шестерня ведущая»
исунок
1 – Деталь «Шестерня ведущая»
Выемки на фланце справа с шероховатостью Ra = 5 мкм служат седлами для крепежных болтов. Точность выполнения этих элементов обеспечивает допустимое по условиям сборки торцевое биение 0,15 мм относительно внутреннего элемента вращения Ø55Н7(+0,03)мм.
Остальные элементы шестерни цилиндрической ведущей являются вспомогательными. Их точность и шероховатость поверхностей заданы в соответствии с техническими требованиями на изготовление изделия. Стендовые и серийные заводские испытания показали, что такое распределение точности по диаметральным размерам обеспечивает равнонадежную работу узла в течение длительного срока эксплуатации.
Таким образом, заданные параметры точности и шероховатости поверхностей детали соответствуют ее служебному назначению, то есть, нет необходимости их изменять.
Материалом заготовки служит легированная сталь 18ХГГ ГОСТ 4543-71, которая предназначена для деталей автомобильного, тракторостроитель-ного, сельскохозяйственного машиностроения. Из этой стали изготовляются такие детали как втулки, муфты, зубчатые колеса, шестерни и т.д.
Сталь 18ХГТ ГОСТ 4543-71 удовлетворяет требованиям, которые предъявляются к детали «Шестерня ведущая» и нет необходимости ее менять.
1.2 Анализ действующего технологического процесса и целесообразность разработки нового технологического процесса
В настоящее время на производстве действует технологический процесс, обеспечивающий выпуск 1000 деталей в год. Основные данные существующего технологического процесса сведем в таблицу 1.1.
Таблица 1.1 - Данные по существующему технологическому процессу
№Опер. |
Наименование операции |
Модель |
Т шт., |
Т п.з., |
оборудования |
мин. |
мин. |
||
005 |
Вертикально-сверлильная |
2Г175 |
4,2 |
15 |
010 |
Горизонтально-протяжная |
7А545 |
2,4 |
15 |
015 |
Токарно-револьверная |
1П365 |
4,137 |
30 |
020 |
Токарно-револьверная |
1П365 |
3,1 |
30 |
025 |
Токарная |
1А730 |
8,3 |
30 |
030 |
Горизонтально-фрезерная |
6М83 |
1,4 |
45 |
035 |
Токарная |
1А730 |
7,9 |
30 |
055 |
Прошивка |
|
0,52 |
22 |
070 |
Зубодолбежная |
5140 |
27,16 |
45 |
095 |
Вертикально-сверлильная |
2Г175 |
2,14 |
15 |
100 |
Вертикально-сверлильная |
2Н135 |
1,01 |
15 |
110 |
Внутришлифовальная |
ЗК227 |
7,9 |
30 |
115 |
Торцекруглошлифовальная |
ЗТ161 |
5,24 |
30 |
120 |
Торцекруглошлифовальная |
ЗТ161 |
5,13 |
30 |
|
|
Итого: |
80,53 |
|
Необходимо разработать новый технологический процесс, который бы обеспечивал выпуск 4000 деталей в год.
Анализируя действующий технологический процесс можно увидеть, что все станки, применяемые на участке изготовления детали, универсальные, с чем связан ряд недостатков:
1) станки малопроизводительны, требуют высокой квалификации рабочих, отсюда - увеличение себестоимости детали;
2) метод получения размеров на универсальных станках - метод пробных проходов и промеров, что опять же требует высокой квалификации рабочего, увеличивает основное и вспомогательное время обработки;
3) применяются универсальные приспособления, требующие выверки при установке на станках, что увеличивает вспомогательное время и требует определенных навыков у рабочего;
4) расстановка оборудования на участке не по ходу технологического процесса, что увеличивает время на транспортные перевозки;
5) на участке имеются более совершенные станки, которые в настоящий момент загружены не полностью, но требуют использования более совершенного технологического процесса.
Анализ действующего технологического процесса позволяет сделать вывод: увеличение программы выпуска детали до 4000 шт. с применением универсального оборудования повлечет за собой увеличение коэффициента загрузки оборудования, а это, в свою очередь, потребует для выполнения программы изготовления детали либо снять с производства другие детали, либо увеличить производственные площади для новых станков, что невозможно.
Следовательно, необходимо разработать новый технологический процесс с использованием нового высокопроизводительного оборудования.