

Лабораторна робота № 2
Тема. Автоматичне керування зварюванням при саморегулюванні дуги (АРДС)
Мета роботи.
Ознайомитися з методом аналізу властивостей системи АРДС при роботі в статичному режимі та під час впливу збурень різного роду.
 Вивчити
конструкцію та електричну схему
зварювального трактора КА 001, порядок
налагоджування автомата.
Вивчити
конструкцію та електричну схему
зварювального трактора КА 001, порядок
налагоджування автомата.Дослідити роботу системи АРДС у статичному режимі.
Дослідити роботу системи АРДС за наявності постійно діючого збурення за довжиною дуги.
Дослідити роботу системи АРДС за наявності постійно діючого збурення за напругою мережі живлення.
Короткі теоретичні відомості
Статичний режим роботи системи регулювання є сталим станом, що виникає після закінчення перехідного процесу. Аналіз властивостей систем регулювання при роботі в статичному режимі дозволяє відповісти на основне питання - про придатність тієї або іншої системи для здійснення заданого технологічного процесу. Результати такого аналізу можуть бути використані як при виборі і експлуатації систем регулювання, так і при визначенні технічних вимог і розрахунку параметрів регулятора.
Метод аналізу, що вивчається у даній роботі, заснований на побудові і застосуванні статичних характеристик регулятора, дуги і живлячої системи, і визначає властивості та взаємний зв'язок вказаних елементів у процесі роботи системи регулювання.
Статичні характеристики регульованого об'єкту і системи автоматичного регулювання процесу дугового зварювання
 Системи
автоматичного регулювання процесу
дугового зварювання замкнуті і складаються
з автоматичного регулятора енергетичних
параметрів процесу зварювання і
регульованого об'єкту - дуги та пов'язаної
з нею живлячої системи - джерелом
живлення. При аналізі систем регулювання
одного параметра в якості власне об'єкту
регулювання розглядають дугу, оскільки
саме на неї безпосередньо впливає
автоматичний регулятор.
Системи
автоматичного регулювання процесу
дугового зварювання замкнуті і складаються
з автоматичного регулятора енергетичних
параметрів процесу зварювання і
регульованого об'єкту - дуги та пов'язаної
з нею живлячої системи - джерелом
живлення. При аналізі систем регулювання
одного параметра в якості власне об'єкту
регулювання розглядають дугу, оскільки
саме на неї безпосередньо впливає
автоматичний регулятор.
Дугу та живлячу систему описують відповідними вольт-амперними характеристиками (ВАХ): дугу - статичною характеристикою дуги (СХД), джерело живлення - зовнішньою характеристикою (ЗХДЖ). Форма ВАХ визначається значеннями параметрів енергетичних об'єктів: довжиною дуги і опором джерела живлення. При зміні цих параметрів енергетичний стан об'єктів визначається вже іншими статичними ВАХ. Таким чином, кожний енергетичний об'єкт в межах можливих змін параметра характеризується сімейством статичних ВАХ.
Дія автоматичного регулятора на регульований об'єкт полягає в такій зміні будь-якого параметра цього об'єкту, при якій стійка робота енергетичної системи в статиці можлива лите на заданому рівні регульованої величини. Це означає, що регулятор, впливаючи на регульований об'єкт, наприклад дугу, здійснює формування такої однієї статичної характеристики об'єкту, яка замінює сімейство можливих статичних ВАХ при різних значеннях визначального параметра. Така комплексна статична характеристика називається статичною характеристикою системи регулювання (СХСР).
Кожна точка СХСР лежить на якій-небудь з природних статичних характеристик об'єкту, а перехід від однієї природної характеристики до іншої відбувається під дією регулятора і здійснюється так, що всі точки переходу лежать на характеристиці системи регулювання, тобто СХСР є геометричним місцем точок переходу.
Знаходження СХСР і співставлення її зі статичною характеристикою живлячої системи (ЗХДЖ) є основою даного методу аналізу систем регулювання дугового зварювання в статиці.
Рівняння статичних характеристик систем регулювання дугового зварювання
Рівняння СХСР визначають виходячи з умов рівноваги в статичному режимі, а також математичної залежності, яка описує в статиці роботу регулятора і об'єкту регулювання як складових елементів системи регулювання.
Рівновага системи регулювання в статичному режимі наступить за умови рівності швидкості подачі електроду vп швидкості його плавлення vе, тобто

![]() Якщо
дугу розглядати як об'єкт регулювання,
а швидкість плавлення електродного
дроту як параметр, який визначає
властивість об'єкту регулювання, то
залежність цього параметра від режиму
зварювання може бути виражена, з
достатньою для практики точністю, таким
рівнянням:
Якщо
дугу розглядати як об'єкт регулювання,
а швидкість плавлення електродного
дроту як параметр, який визначає
властивість об'єкту регулювання, то
залежність цього параметра від режиму
зварювання може бути виражена, з
достатньою для практики точністю, таким
рівнянням:
![]() де
kст
- коефіцієнт саморегулювання дуги за
струмом [м/(с*А)]; kсн
- коефіцієнт саморегулювання дуги за
напругою [м/(с*В)].
де
kст
- коефіцієнт саморегулювання дуги за
струмом [м/(с*А)]; kсн
- коефіцієнт саморегулювання дуги за
напругою [м/(с*В)].
Ці коефіцієнти визначаються експериментально для різних діаметрів електроду і густини струму в ньому.
Система автоматичного регулювання дуги з незалежною швидкістю подачі плавкого електроду (АРДС) в конструктивному відношенні є найпростішою системою регулювання дуги. Складається з механізму подачі електроду, дуги (об'єкту регулювання) і живлячої системи. Працює за принципом саморегулювання, відкритому В.І. Дятловим у 1942 р. Сутність саморегулювання полягає в здатності дуги з плавким електродом, підключеної до джерела живлення, відновлювати стійкий енергетичний стан після порушення рівноваги в системі під впливом якого-небудь збурення і обумовлена залежністю швидкості плавлення електроду від напруги і струму дуги.
 Ланцюг
регулювання системи АРДС замикається
через дугу, електрод, живлячу систему
і виріб. Процеси в самій дузі є зворотним
зв'язком в даній системі. Задавальним
органом системи АРДС є механізм подачі
електроду, а незалежна постійна швидкості
подачі - зовнішній, не залежний від
системи регулювання, задавальний
параметр. В процесі плавлення електроду
ця задана швидкість подачі Vп
безперервно порівнюється зі швидкістю
плавлення електроду Ve.
Ланцюг
регулювання системи АРДС замикається
через дугу, електрод, живлячу систему
і виріб. Процеси в самій дузі є зворотним
зв'язком в даній системі. Задавальним
органом системи АРДС є механізм подачі
електроду, а незалежна постійна швидкості
подачі - зовнішній, не залежний від
системи регулювання, задавальний
параметр. В процесі плавлення електроду
ця задана швидкість подачі Vп
безперервно порівнюється зі швидкістю
плавлення електроду Ve.
Рівняння статичної характеристики системи АРДС визначається виходячи із умови: Vп = Ve = const.
В результаті розв’язання рівняння (2.2) відносно Iд отримаємо:
 де
I3
= Vп/kст
-
задавальний параметр, приведений до
кола входу регулятора і порівняний у
вимірювальному органі системи керування
з регульованою величиною.
де
I3
= Vп/kст
-
задавальний параметр, приведений до
кола входу регулятора і порівняний у
вимірювальному органі системи керування
з регульованою величиною.
На
графіку (рис. 2.1) статичну характеристику
системи АРДС наведено як пряму, проведену
до осі аргументу І
під кутом
 = arctg
kсн/kст.
Так само
визначається статична характеристика
системи АРДС і для інших видів ЗХДЖ.
= arctg
kсн/kст.
Так само
визначається статична характеристика
системи АРДС і для інших видів ЗХДЖ.

У
статичному режимі при стійкій роботі
системи регулювання АРДС значення Uд
і Ід
визначається точкою А
перетинання СХСР і ЗХДЖ. З рис.2.1 видно,
що система АРДС підтримує струм дуги
на рівні, що перевищує задане значення
I3.
Це відхилення регульованої величини
від заданої
 д
визначає статичну точність системи
регулювання при налагодженні. Відповідно
до рівняння (2.3) статична точність при
налагодженні системи АРДС складає
д
визначає статичну точність системи
регулювання при налагодженні. Відповідно
до рівняння (2.3) статична точність при
налагодженні системи АРДС складає
![]() і
зростає із збільшенням коефіцієнту
посилення регулятора кст.
і
зростає із збільшенням коефіцієнту
посилення регулятора кст.
 Налагодження
режимів зварювання при використанні
системи АРДС Налагодження
системи регулювання дуги, як і будь-якої
САР,
на
заданий режим роботи проводиться
введенням в систему задавального
параметра. Система регулювання АРДС
забезпечує регулювання і налагодження
струму дуги. Налагодження другого
параметра - напруги дуги проводиться
відповідною зміною ЗХДЖ. Зона можливого
налагодження системи регулювання на
різні режими зварювання визначається
точками перетину вказаних вище двох
статичних характеристик системи
регулювання, відповідно до мінімального
та максимального значення задавального
параметра з двома граничними ЗХДЖ і
обмежуються відрізками цих характеристик
(рис. 2.2).
Налагодження
режимів зварювання при використанні
системи АРДС Налагодження
системи регулювання дуги, як і будь-якої
САР,
на
заданий режим роботи проводиться
введенням в систему задавального
параметра. Система регулювання АРДС
забезпечує регулювання і налагодження
струму дуги. Налагодження другого
параметра - напруги дуги проводиться
відповідною зміною ЗХДЖ. Зона можливого
налагодження системи регулювання на
різні режими зварювання визначається
точками перетину вказаних вище двох
статичних характеристик системи
регулювання, відповідно до мінімального
та максимального значення задавального
параметра з двома граничними ЗХДЖ і
обмежуються відрізками цих характеристик
(рис. 2.2).
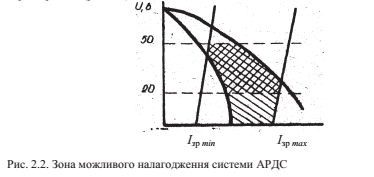
Із рис. 2.2 видно, що при малих значеннях kp і застосуванні електродних дротів малих діаметрів діапазон режимів зварювання украй обмежений, а при деяких значеннях de налагодження системи на зварювання практично виключається, оскільки значення Uд виявляється дуже високим. В таких випадках, при переході на малі діаметри електроду необхідно збільшувати значення kp шляхом відповідних змін електричних параметрів схеми регулятора або зміни параметрів механізму подавання електроду. Деякі можливі режими по напрузі, що лежать в межах зони налагодження, не відповідають умовам технологічного процесу. Це відноситься до напруги менше 20 В і більше 50 В (на рис. 2.2 позначено пунктирними лініями). Зона технологічно можливих режимів обмежена подвійним штрихуванням.
Статичні похибки в роботі систем регулювання дуги
В процесі роботи CAP можливі різні збурення, які порушують рівновагу системи і викликають появу перехідного процесу. При постійно діючих збуреннях система, в результаті перехідного процесу, приходить, звичайно, в новий стан рівноваги при інших значеннях Uд і Iд. Це обумовлює статичну похибку в роботі системи регулювання, що викликає зміни технологічного режиму зварювання і може призвести до погіршення якості зварного з'єднання.
Постійно діючі збурення за характером обумовленої ними статичної похибки розділяються на дві групи:
 збурення,
які можна привести до еквівалентного
збурення за швидкістю переміщення
кінця електроду відносно поверхні
виробу (Vп).
До
таких збурень відносяться зміна величини
задавального параметра регулятора або
характеристики його органів; зміна
моменту на валу двигуна механізму
подавання електроду; зміна профілю
зварюваного виробу, не коректована
спеціальними пристроями; зміна швидкості
плавлення електроду і т.ін.
збурення,
які можна привести до еквівалентного
збурення за швидкістю переміщення
кінця електроду відносно поверхні
виробу (Vп).
До
таких збурень відносяться зміна величини
задавального параметра регулятора або
характеристики його органів; зміна
моменту на валу двигуна механізму
подавання електроду; зміна профілю
зварюваного виробу, не коректована
спеціальними пристроями; зміна швидкості
плавлення електроду і т.ін.збурення в живлячій системі - джерелі живлення, пов'язані зі зміною напруги мережі (Um), до якої вона підключена, або зміна параметрів органів, що входять до складу джерела живлення.
Найпростішим прикладом збурення першої групи, що приводить до появи статичної похибки за швидкістю плавлення електроду (Vп), є зварювання “на спуск” або “на підйом” з постійним кутом нахилу, коли довжина дуги безперервно змінюється. В цьому випадку має місце деяка додаткова постійна швидкості плавлення електроду по відношенню до виробу.
Величина результуючої швидкості плавлення для системи АРДС записується рівнянням:
![]() Збурення
Vп
приймається
зі знаком “+”, якщо в результаті дії
такого збурення довжина дуги зростає.
Збурення
Vп
приймається
зі знаком “+”, якщо в результаті дії
такого збурення довжина дуги зростає.
 За
наявності постійно діючого збурення
за швидкістю Vп
рівняння
статичної характеристики системи АРДС
(2.3) перетворюється до наступного вигляду:
За
наявності постійно діючого збурення
за швидкістю Vп
рівняння
статичної характеристики системи АРДС
(2.3) перетворюється до наступного вигляду:
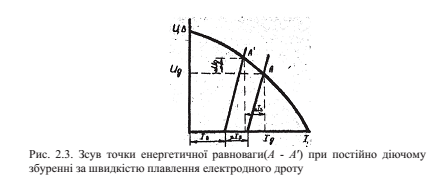
![]() Статична
характеристика системи АРДС за наявності
збурення за швидкістю плавлення електроду
зміщується паралельно початковій на
величину еквівалентної зміни задавального
параметра у бік його збільшення або
зменшення залежно від знаку збурення.
На рис. 2.3, де показаний зсув характеристики
при Vп
>
0, видно, що зміщена СХСР перетинає ЗХДЖ
в новій точці А'.
Отже, нова рівновага системи в результаті
збурення наступить при значеннях струму
і напруги, відмінних від початкових
значень Uд
і Iд.
Різниця
між цими значеннями і дає статичні
похибки за напругою (
Статична
характеристика системи АРДС за наявності
збурення за швидкістю плавлення електроду
зміщується паралельно початковій на
величину еквівалентної зміни задавального
параметра у бік його збільшення або
зменшення залежно від знаку збурення.
На рис. 2.3, де показаний зсув характеристики
при Vп
>
0, видно, що зміщена СХСР перетинає ЗХДЖ
в новій точці А'.
Отже, нова рівновага системи в результаті
збурення наступить при значеннях струму
і напруги, відмінних від початкових
значень Uд
і Iд.
Різниця
між цими значеннями і дає статичні
похибки за напругою ( )
і струмом (
)
і струмом ( ).
).

Як видно із рис. 2.4, система АРДС при вельми малій статичній похибці за струмом може дати значну статичну похибку за напругою. Перевага системи АРДС за наявності збурень другої групи при використанні джерел живлення зі спадними ЗХДЖ очевидна, оскільки застосування таких систем дозволить зберегти задану глибину провару.
Величина статичної похибки при збуренні за швидкістю пплавлення дроту зменшується із збільшенням коефіцієнта посилення регулятора, у разі застосування системи АРДС це коефіцієнт посилення за струмом kпc. Збільшення kпc значно зменшує статичну похиблку за напругою і збільшує статичну похибку за струмом.
 Типовим
випадком збурення другої групи є зміна
напруги в силовій мережі, до якої
підключене джерело живлення дуги. Ця
зміна напруги мережі, приведена до
напруги холостого ходу зварювального
трансформатора Uм,
викличе
зміну параметрів режиму зварювання в
результаті еквідистантного зсуву ЗХДЖ
Типовим
випадком збурення другої групи є зміна
напруги в силовій мережі, до якої
підключене джерело живлення дуги. Ця
зміна напруги мережі, приведена до
напруги холостого ходу зварювального
трансформатора Uм,
викличе
зміну параметрів режиму зварювання в
результаті еквідистантного зсуву ЗХДЖ
(рис. 2.4). Новий стан енергетичної рівноваги наступить при значеннях Uд і Iд, які визначаються точкою А' перетину СХСР і зміщеною ЗХДЖ.

Устаткування та матеріали
Дослідження виконуються шляхом наплавлення валиків на сталеву пластину товщиною 8...10 мм під флюсом АН-348 (або ОСЦ-45) дротом Св- 08А діаметром 2,0 мм за допомогою автомата КА 001 з джерелом живлення
КИУ-501. Параметри режиму наплавлення контролюються аналоговими приладами на панелі керування автомата та джерела живлення.