

Влияние износа шлифовальных кругов на параметры ва сигнала
Особенностью износа шлифовальных кругов по сравнению с обычным инструментом являются процессы самозатачивания и засорения пор шлифовальными отходами. В зависимости от соотношения твердостей абразивного инструмента и обрабатываемого материала износ может выражаться в засаливании или в потере формы шлифовального круга. При засаливании круга, особенно при тонком шлифовании, резание может перейти в процесс, больше напоминающий трение, сопровождаемое выделением избыточного количества тепла, что становится причиной прижогов. В этом случае поверхность становится более блестящей, но ее форма получается неудовлетворительной. Амплитуда ВЧ составляющей ВА сигнала может с ростом износа уменьшаться. Это объясняется не только снижением режущей способности зерен, но и увеличением жесткости упругой системы за счет роста натяга между шлифовальным кругом и заготовкой.
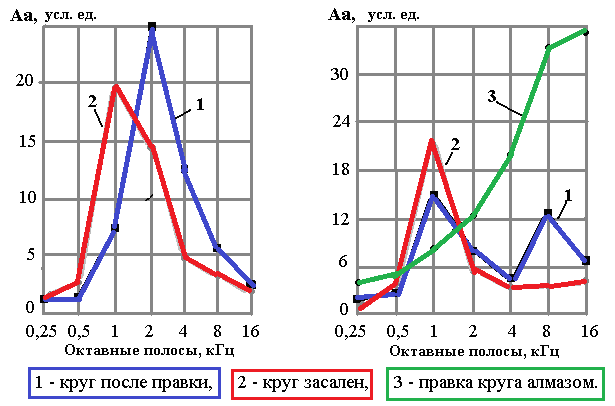
На рис. 6.54 показан пример изменения октавных спектров при круглом шлифовании при засаливании круга. Здесь представлен тот случай, когда с износом круга уровень ВЧ составляющей ВА сигнала падает, а НЧ составляющей возрастает. В этом эксперименте ВА сигнал фиксировался с помощью акселерометра, установленного на шпиндельной бабке, т.е. после его прохождения через вращающиеся подшипниковые узлы. На рис. 6.54,б для примера показан октавный спектр ВА сигнала, сопровождающего процесс правки круга алмазом, закрепленным на шпиндельной бабке. Здесь в канале наблюдения отсутствовали подшипники, препятствующие прохождению ВА сигнала, особенно его ВЧ составляющих. Влияние подшипника в качестве подвижного стыка тем ощутимее, чем выше скорость его вращения. Но на круглошлифовальных станках этот фактор не столь критичен, т.к. скорость вращения шлифовального круга гораздо выше скорости вращения шпинделя заготовки. С ростом частоты вращения заготовки помехи со стороны подшипников возрастают, и становится труднее выделять ВА сигнал, сопровождающий резание, на фоне этих помех.
а б
Рис. 6.54. Октавные спектры ВА сигнала при шлифовании стали 45 на
круглошлифовальном станке с ЧПУ: а – внутреннее врезное шлифование
(n круга = 12000 об/мин, n шпинделя = 150 об/мин, t = 0,1 мм, Ø круга = 50 мм); б – наружное продольное шлифование (n круга = 1200 об/мин,
n шпинделя = 100 об/мин, t = 0,2 мм, Ø круга = 750 мм)
При проведении аналогичных экспериментов на шлицешлифовальном станке мод. 3М451, работавшем тонким кругом с керамической связкой, была отмечена другая тенденция изменения амплитуды ВА сигнала по мере засаливания шлифовального круга: наибольший прирост амплитуды ВА сигнала наблюдался в ВЧ октавах 16 и 4 кГц (рис. 6.55). Особенностью работы тонким шлифовальным кругом является его низкая изгибная жесткость. Поскольку круг работает торцевой поверхностью, то с ростом засаливания на край круга начинают действовать все большие силы, стремящиеся его изогнуть, вызывая изгибные волны тела круга на его собственных частотах, лежащих в области 4 – 16 кГц. Работа тонкого круга сопровождается характерным звоном, интенсивность которого увеличивается с ростом износа.

Рис. 6.55. Приращение уровня виброускорения (La) по сравнению с холостым ходом в разных частотных диапазонах (шлицешлифовальный
станок мод. 3М451)
Экспериментальные данные подчеркивают тот факт, что на шлифовальных станках информативность частотного диапазона амплитуды ВА сигнала зависит от места установки акселерометра, динамических характеристик упругой системы, разделяющей зону резания с местом крепления акселерометра, от характера засаливания шлифовального круга, его собственных частот и характера возмущающих воздействий. Можно отметить, что особенности стружкообразования при шлифовании делают этот вид технологического процесса удобным для контроля с помощью ВА сигнала. Практически всегда можно подобрать частотный диапазон, где параметры ВА сигнала заметно меняются при изменении состояния круга.
Диагностирование засаливания круга на плоскошлифовальном станке
