

И выходе зуба фрезы в зону резания
Характер изменения входной и выходной амплитуд качественно похож, но тенденции изменения НЧ и ВЧ составляющих противоположны.
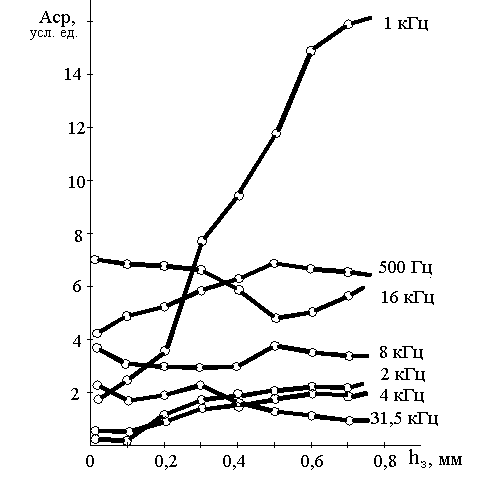
Рис. 6.51. Изменение средней амплитуды (Аср) ВА сигнала в различных
частотных диапазонах с ростом износа фрезы:
фреза торцевая, Ø100 мм, ВК6, n = 315 об/мин, S = 320 мм/мин, Z = 8,
СЧ 21, t = 3 мм
Можно отметить, что и здесь проявляется тенденция к падению ВЧ составляющих и росту НЧ составляющих. На рисунке можно отметить высоко градиентный рост составляющей ВА сигнала в октаве с СГЧ 1 кГц. Это связано с тем, что в этот частотный диапазон попала собственная частота стола, на котором крепилась заготовка. В октавных полосах с СГЧ 2 и 4 кГц тоже наблюдается рост амплитуды, менее выраженный. В экспериментах на других станках, где собственная частота упругой системы была другая, наблюдался быстрый рост амплитуды ВА сигнала, например, в октавной полосе с СГЧ 2 кГц. Т.о., для контроля интегрального состояния зубьев фрезы при черновой обработке предпочтительней определять собственные частоты стола в НЧ диапазоне и там контролировать приращение ВА сигнала.
Фрезерование винтовой фрезой

Рис. 1. Фрезерный станок с ЧПУ мод. TMV-850A с установленной заготовкой и акселерометрами.
 Винтовые
фрезы
Винтовые
фрезы
 а
а
 б
б
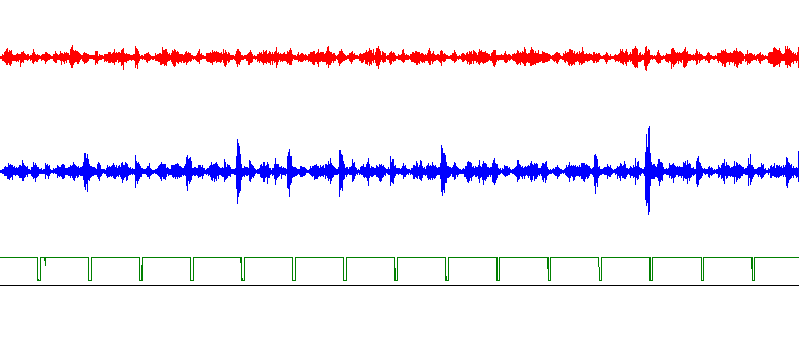
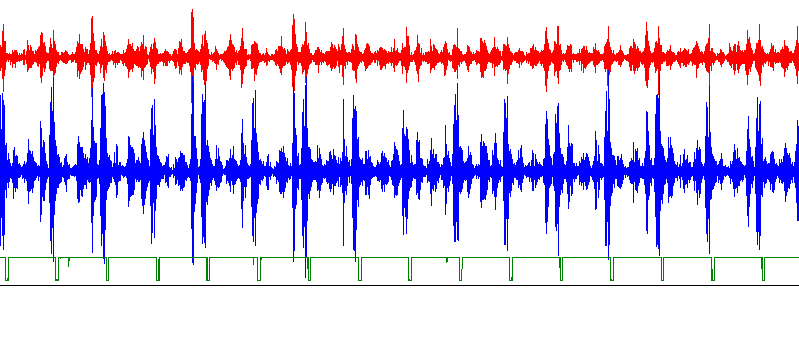
Рис. 6.59. Пример записи ВА сигнала при фрезеровании, отображающей неравномерность работы зубьев: а – острая фреза; б – фреза с износом режущих кромок
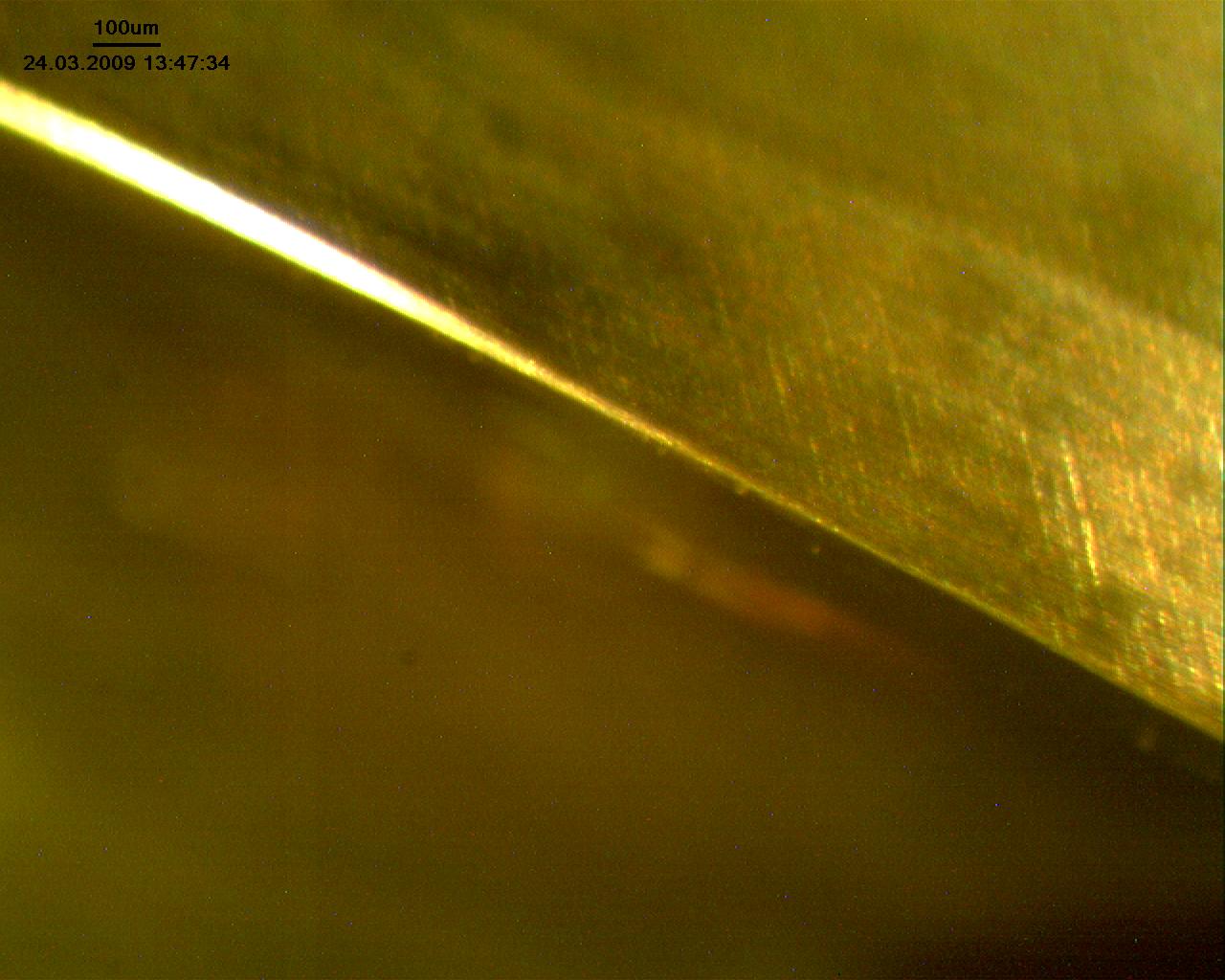
Рис. 6.60. Фотография износа режущей кромки фрезы
|
б |
 а
а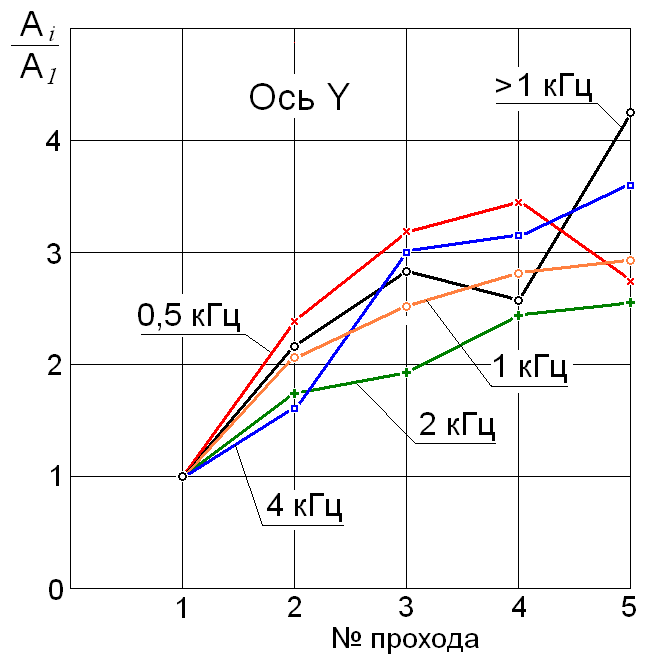
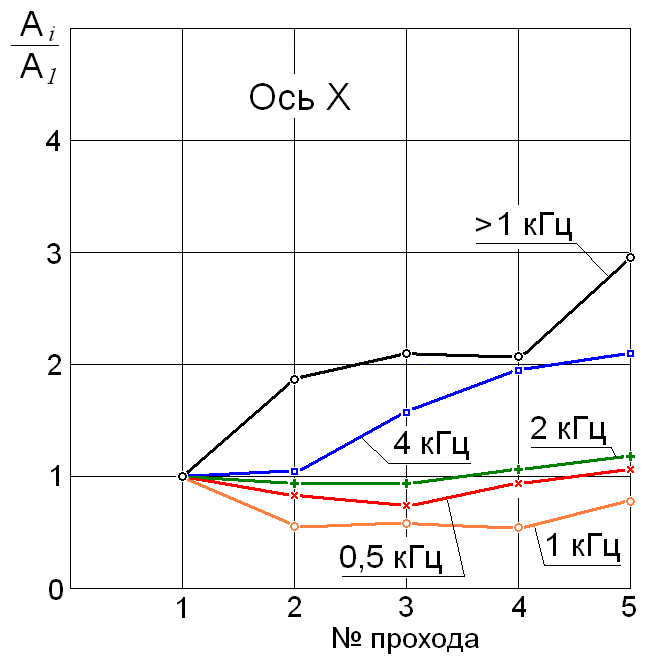
Рис. 6.52. Пример изменения амплитуды широкополосного ВА сигнала с ростом количества проходов: а – ось Х; б – ось У
На рис. 6.52 показаны результаты других замеров эффективных значений амплитуды ускорения ВА сигнала в разных частотных диапазонах с увеличением числа проходов при фрезеровании, т. е. фактически с ростом износа фрезы. Использовалась твердосплавная концевая фреза с винтовым зубом, с диаметром 6 мм, марка обрабатываемой стали 12Х15Г9НД. Здесь при входе зубьев в зону резания значительных ударов уже не наблюдается. Кроме того, силы резания здесь гораздо меньше, чем в предыдущем примере. На графиках амплитуда дается в виде отношения текущих значений к амплитуде при первом проходе. Сигналы регистрировались одновременно с двух акселерометров по осям Х и У, установленных на периферии стола в разных точках. Из рисунка видно, что, если по оси У во всех представленных диапазонах наблюдается рост эффективной амплитуды, то по оси Х этот рост хорошо заметен только для октавной полосы с СГЧ 4 кГц и в более широком диапазоне 1-10 кГц (> 1 кГц). Различие наблюдаемой картины по осям можно объяснить особенностями прохождения ВА сигнала по УС по разным направлениям и большей удаленностью акселерометра по оси Х от зоны резания.
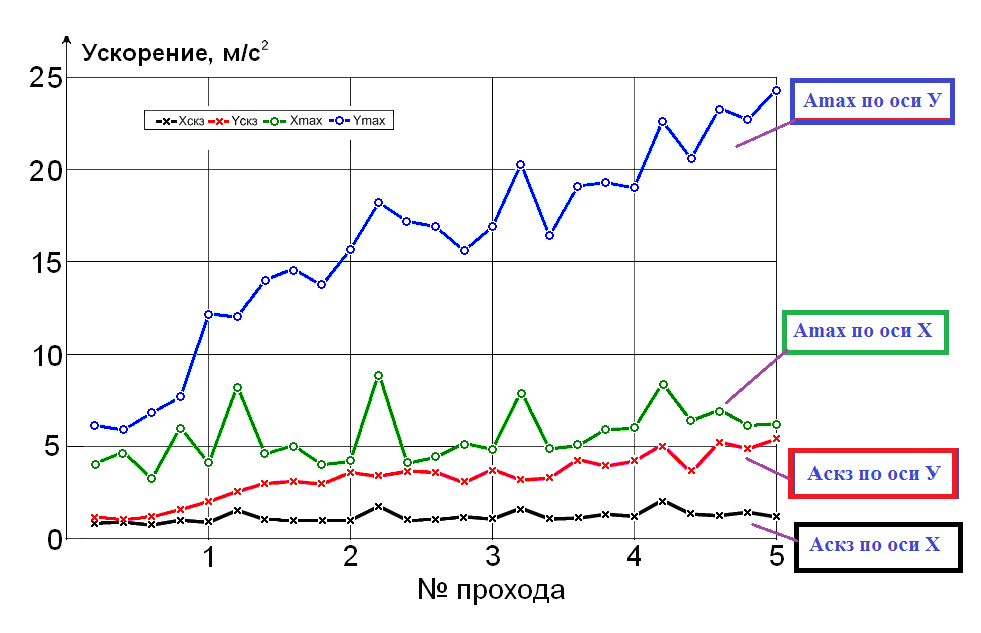
Рис. 6.53. Изменение параметров амплитуды ВА сигнала в диапазоне 1 – 10 кГц на пяти проходах при фрезеровании стального диска. Износ после пятого прохода был в пределах 0.2 мм
На всех графиках просматриваются локальные максимумы, относящиеся к определенной точке замера ВА сигнала на каждом проходе по контуру диска. Это связано с переменностью частотных характеристик упругой системы в рабочем пространстве. Если не учитывать этих особенностей, то, например, по оси Х среднее приращение эффективной амплитуды ВА сигнала за все время работы окажется меньше диапазона разброса значений из-за изменений частотных характеристик в рабочем пространстве. Это может привести к ложному диагнозу относительно состояния инструмента.