

Влияние износа торцевых фрез на параметры ва сигнала
По мере износа зубьев фрезы уровень вибраций растет практически во всех октавных полосах, но особенно заметно он вырос в октаве со средней геометрической частотой (центральной частотой) 2 кГц. Именно в этом частотном диапазоне обычно находятся собственные частоты технологической системы для фрезерных станков, аналогичных испытываемой модели.

Рис. 7 Пример записи вибраций при встречном фрезеровании новой (верхний график) и изношенной фрезами.
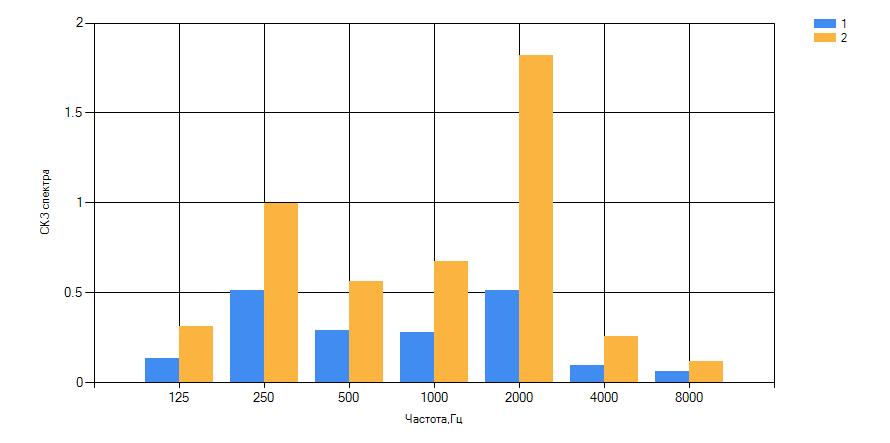
Рис. 8. Октавные спектры при фрезеровании острой и изношенной фрезами.
Влияние режимов резания
Однако, если в процессе диагностирования не учитывать вариации условий обработки, можно принять ошибочное решение о состоянии инструмента. На рис. 9 показаны октавные спектры при фрезеровании с разной скоростью. Почти 2-х кратное увеличение скорости вызвало увеличение амплитуды во всех октавных полосах.
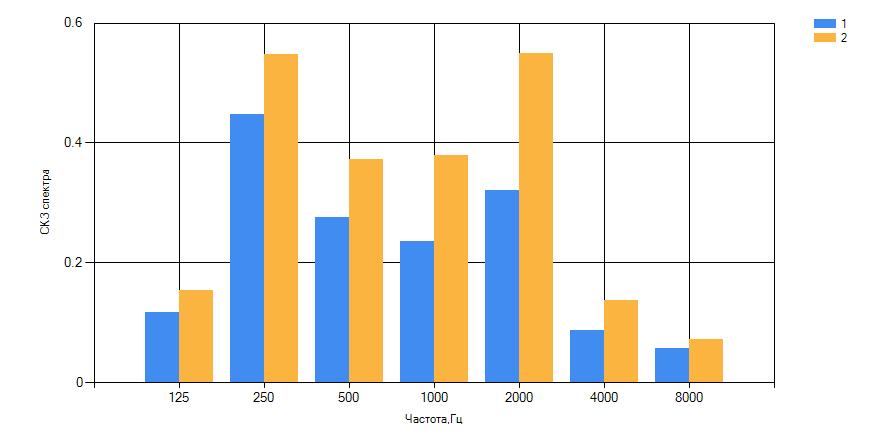
Рис. 9 Октавные спектры при фрезеровании с n=360 об/мин и n=600 об/мин.
Выделение огибающей ва сигнала
Если для оценки состояния инструментов сравнивать амплитудные значения в октаве 2 кГц, можно значительно упростить систему контроля процесса резания при фрезеровании. Для этого можно в систему ввести аналоговый модуль, выделяющий из сигнала вибраций октавную полосу и формирующий на выходе огибающую ее амплитудных значений. Значения такой огибающей, поданные на АЦП системы ЧПУ станка могут оцифровываться с частотой не более 1 кГц, что упрощает организацию работы по управлению станком.
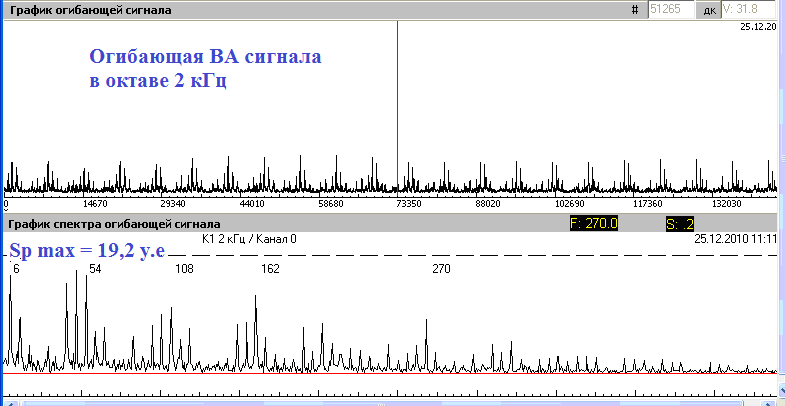
Для примера, на рис. 10 показаны спектры огибающей в октаве 2 кГц для острой (рис. 10а) и затупленной (рис. 10б) фрез.
При работе в спектрах огибающих выделяется амплитуда оборотной частоты (6 Гц), зубцовая частота (54 Гц) и ее гармоники (108, 162 Гц). Видно, что амплитуды в спектре огибающей выросли в 2,5 раза. Это особенно заметно на оборотной частоте.
 а
а
 б
б
Рис. 10. Спектры огибающей сигнала с акселерометра в октаве с центральной частотой 2 кГц при работе острой (а) фрезой и притупленной (б) при встречном фрезеровании.
 а
а
 б
б
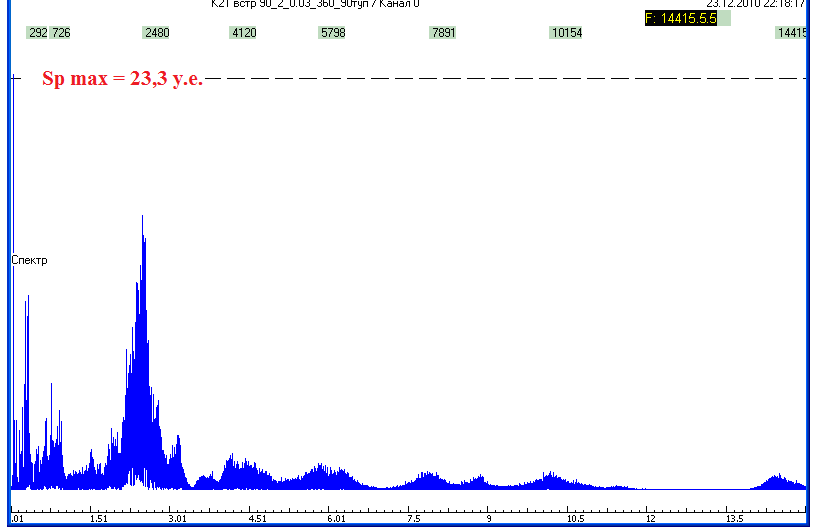
Рис. 11 Спектры вибрационного сигнала при работе острой (а) фрезой и фрезой с износом (б) при встречном фрезеровании.
На рис. 11 показаны обычные спектры вибросигнала при встречном фрезеровании инструментом в разных состояниях. Здесь тоже наблюдается рост составляющей в районе 2-х кГц.
Полученные результаты показывают, что параметры вибросигнала информативно реагируют на износ торцевой фрезы. С износом зубьев амплитуда сигнала нарастает в широком частотном диапазоне. Особенно это проявляется на собственной частоте технологической системы.
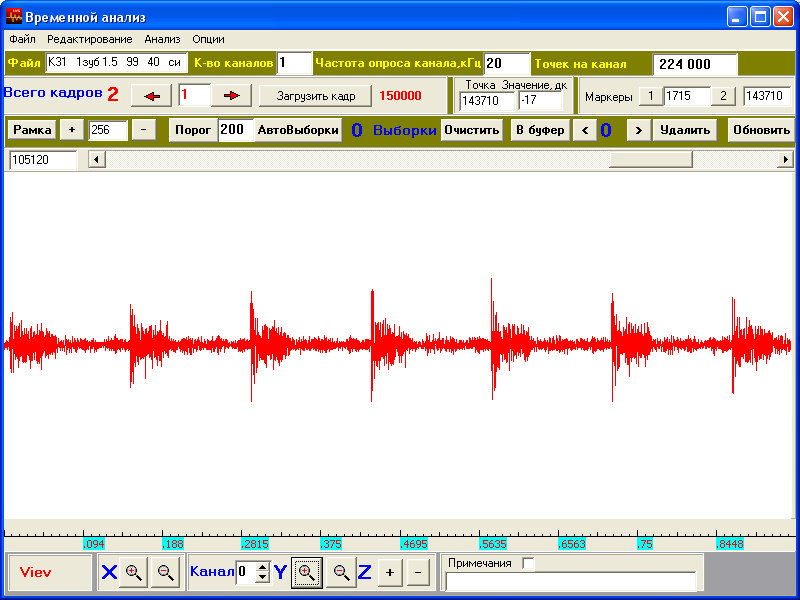
Рис. 18 Импульсы виброускорения при резании одним острым зубом с подачей 40 мм/мин.
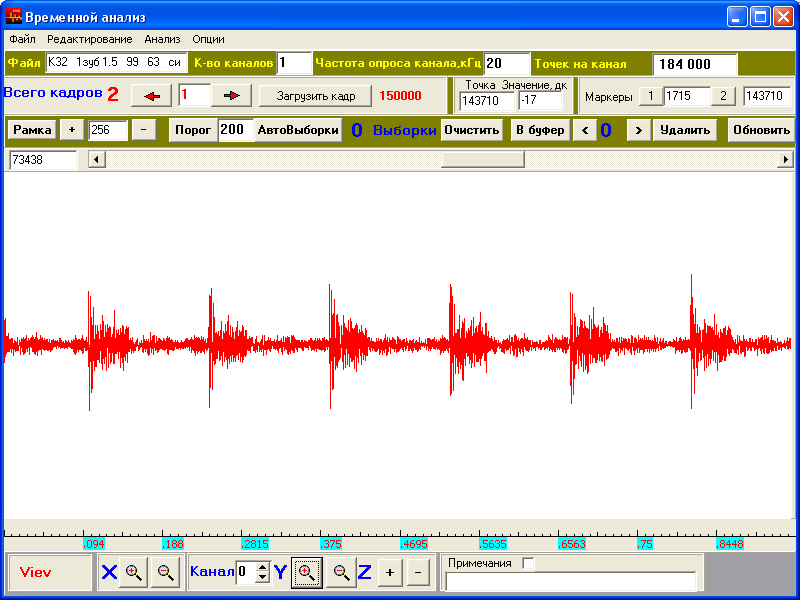
Рис. 19 Импульсы виброускорения при резании одним острым зубом с подачей 63 мм/мин.
Можно отметить незначительные вариации амплитуды с изменением подачи в 2,5 раза. Износ зуба вызвал заметный рост в области высоких частот спектра. Например, в октаве с центральной частотой 2 кГц амплитуда выросла более чем в 2 раза.

Рис. 21 Октавные спектры ВА сигнала при фрезеровании одним изношенным зубом при разных подачах: 1 – 25 мм/мин, 2 – 40 мм/мин; 3 – 63 мм/мин.
На рис. 24 и 25 показан вид импульсов ВА сигнала при фрезеровании тупым зубом с подачей 40 и 63 мм/мин. Большой импульс при выходе из зоны резания стабильно превышает импульс при входе зуба в зону резания. Это еще раз говорит о существенном влиянии малозаметных изменений в условиях резания на поведение ВА сигнала.
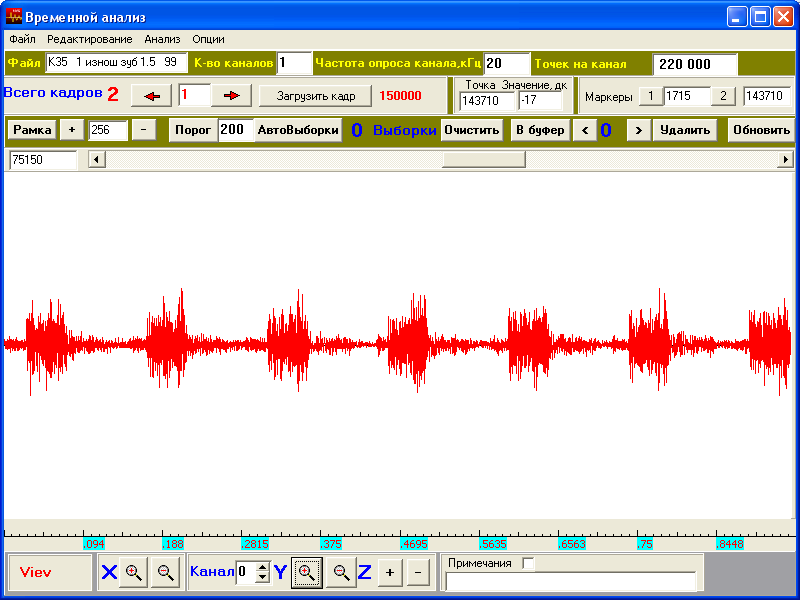
Рис. 24 Вид импульсов ВА сигнала при фрезеровании тупым зубом с подачей 40 мм/мин.
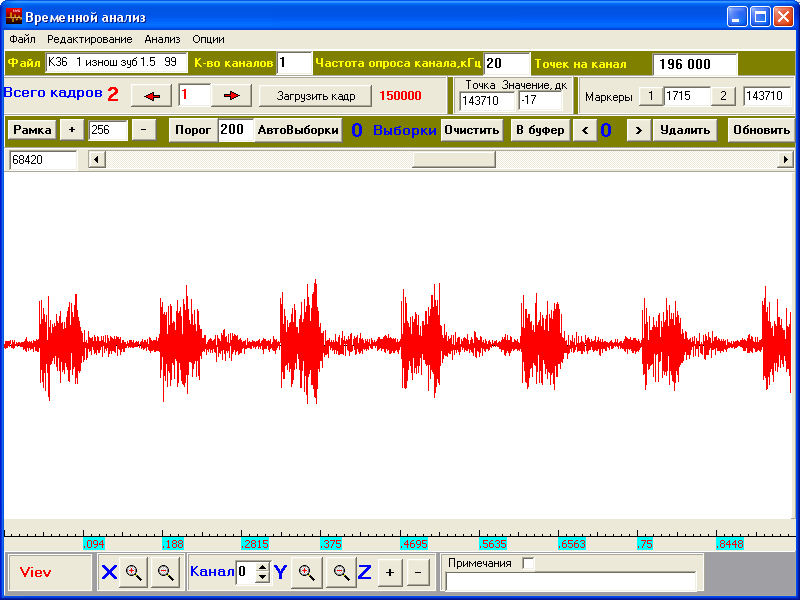
Рис. 25 Вид импульсов при фрезеровании тупым зубом с подачей 63 мм/мин.
Процесс отделения стружки зубом фрезы, с точки зрения влияния на амплитуду ВА сигнала, не должен существенно отличаться от точения. Но при экспериментальном анализе оказывается, что доминирующее влияние на параметры ВА сигнала при фрезеровании оказывают процессы входа и выхода зубьев фрезы из материала заготовки, а также демпфирующее воздействие на упругую систему станка контакта между зубьями фрезы и обрабатываемым материалом. При рассмотрении процесса фрезерования необходимо учитывать, что вход и выход зубьев фрезы в обрабатываемый материал сопровождаются ударами. ВА сигнал, возбуждаемый этими ударами, определяется не только геометрией и износом зубьев, но и характером воздействия на упругую систему станка других зубьев фрезы, которые снимают стружку. При торцевом фрезеровании зубья, снимающие стружку, стабилизируют динамическую систему станка, не позволяя ей раскачиваться под действием ударов со стороны входящих и выходящих из металла зубьев. С ростом износа зубьев возрастают силы резания, но и стабилизирующая роль контакта тоже растет. Зависимость параметров удара зуба фрезы от износа носит сложный характер.
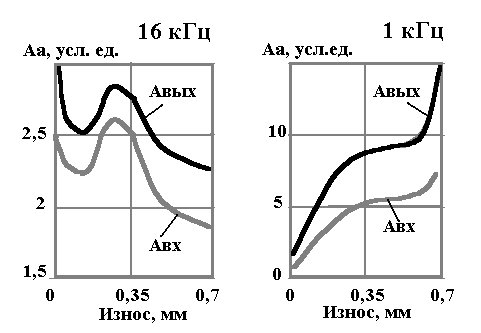
Рис. 6.50. Изменение амплитуды ВА сигнала с ростом износа при входе