

Влияние износа спиральных сверл на параметры виброакустического сигнала
Спиральные сверла особенно малого диаметра являются одним из тех инструментов, поломки которого встречаются наиболее часто. Поломки спиральных сверл бывают особенно опасными в тех случаях, когда обломок инструмента остается в глухом отверстии. Это неприятно тем, что операции сверления проводят обычно на последних стадиях обработки изделия и в ряде случаев приходится выжигать обломок сверла для ликвидации брака. Характерной особенностью спиральных сверл, особенно для глубокого сверления, является их низкая изгибная и крутильная жесткости и связанная с этим склонность к накоплению относительно больших запасов потенциальной энергии.
На рис. показаны характеристики износа спиральных сверл, которые могут влиять на его режущую способность. На рис. 6.46 показан пример параллельного измерения параметров износа сверла и параметров ВА сигнала при последовательном сверлении одинаковых отверстий. В качестве параметров ВА сигнала использовались: Аср – среднее значение амплитуды ускорения в октавной полосе в СГЧ 16 кГц за период одного реза, Аmax - максимальное за период одного реза значение амплитуды. Из подобных исследований было установлено, что износ уголков сверла наилучшим образом оценивает его состояние На рис. 6.47 показан пример измерения Аср и поля ее разброса (с границами в четыре средних квадратических отклонения) в зависимости от износа по уголкам сверла.
|
hy – износ уголка; hз – износ задней поверхности главных режущих кромок; hп – износ передней поверхности главных режущих кромок; hз.у. – износ задней поверхности уголка; hп.к. – износ поперечной режущей кромки.
|
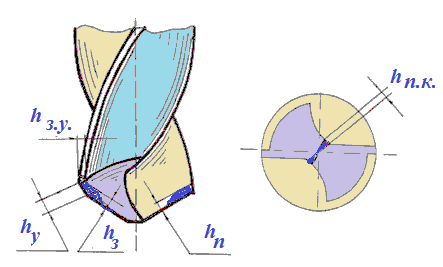
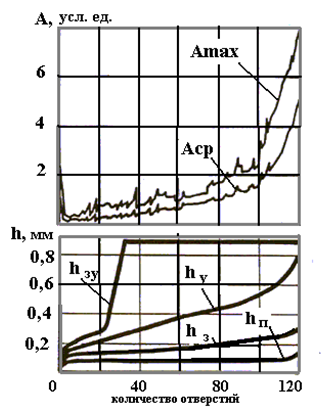
Рис. 6.46. Изменение параметров ВА сигнала с ростом износа сверла: Р6М5 – СЧ21, Ø 9,8 мм, s = 200 мм/мин, n = 1000 об/мин
Износ уголков наиболее адекватно описывает состояние сверла
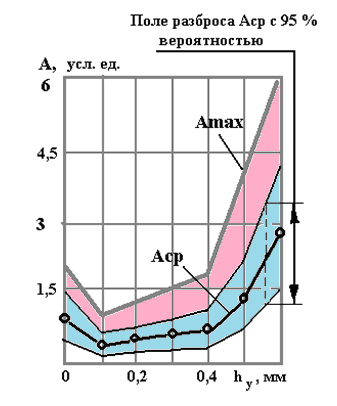
Рис. 6.47. Изменение параметров ВА сигнала с ростом износа по уголкам
Такой характер зависимостей амплитуды ВА сигнала от износа спиральных сверл сохраняется практически для всех частотных диапазонов.
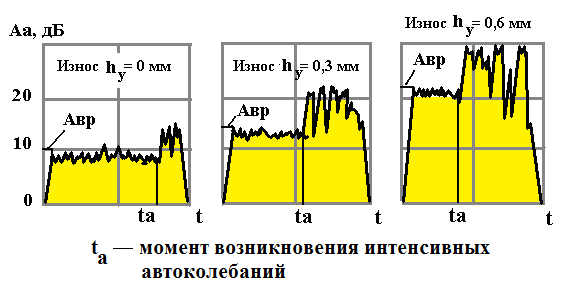
Рис. 6.48. Изменение амплитуды ВА сигнала в процессе сверления одного отверстия при разных значениях износа:
Октава с сгч 16 кГц, сверло ø 9,8 мм,
Р6М5 – СЧ21, s = 200 мм/мин, n = 1000 об/мин
Автоколебания возникают тем раньше, чем больше износ сверла.
Средний уровень ВА сигнала растет с увеличением износа сверла. Амплитуда ВА сигнала, возникающая в момент врезания кромки в заготовку (Авр) тоже растет при увеличении износа уголка. Было установлено, что автоколебания, возникающие при углублении сверла, связаны с процессом трения ленточек сверла о стенки и края отверстия. Чем больше износ уголков, тем больше силы, действующие на сверло и стремящиеся его изогнуть. Соответственно и автоколебания возникают на более ранней стадии.
|
Рис. 6.49. Изменение амплитуды ВА сигнала при врезании сверлами Ø 10,2 мм в зависимости от времени работы |
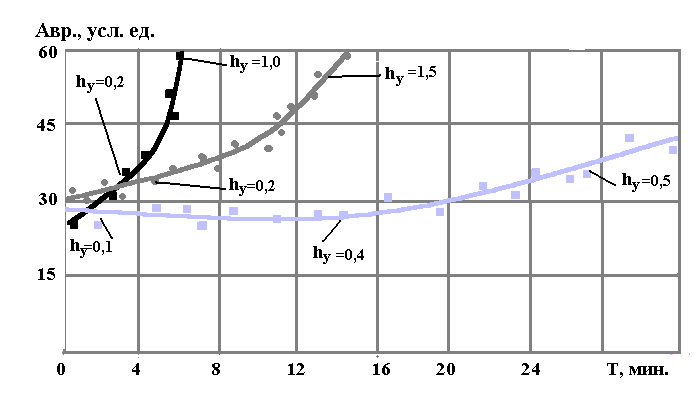
. На рис. 6.49 показаны примеры изменения Авр при стойкостных испытаниях нескольких сверл. Обращает на себя внимание большой разброс стойкости образцов, и то, что при одинаковых значениях hу на разных сверлах Авр разное. Это свидетельствует в пользу того положения, которое утверждает, что ВА сигнал в первую очередь реагирует на режущую способность кромки, которая определяется радиусом округления и наличием выкрашиваний.