

Связь возмущающих факторов технологического процесса с характеристиками виброакустического сигнала
№ |
Возмущающие факторы технологического процесса |
Причины дефектов |
Влияние на выходные характеристики детали |
Характеристики ВА-сигнала, отображающие возмущающие факторов |
1 |
Повышенный уровень относительных колебаний РИ и заготовки. |
Переменные силы резания, низкая динамическая жесткость заготовки или РИ.. |
Волнистость и шероховатость поверхности, дисперсия глубины упрочнения и степени наклепа. |
Рост амплитуды ВА сигнала, изменение спектрального состава сигнала и плотности распределения вероятностей амплитуд. |
2 |
Недопустимая неравномерность твердости поверхности заготовки. |
Брак заготовки. |
Снижение сопротивления усталости |
Увеличение амплитуды на участках с повышенной твердостью. |
3 |
Раковины. |
Брак заготовки. |
Недопустимое состояние поверхности, отсутствие требуемой прочности. |
Увеличение амплитуды на краях раковин, падение амплитуды внутри раковины. |
4 |
Удары в процессе черновой обработки |
Неправильно выбранные режимы резания, неравномерный припуск по диаметру заготовки. |
Брак детали, связанный с возможной поломкой РИ. |
Значительный рост амплитуды, появление нестационарных всплесков амплитуды, изменение спектрального состава и плотности распределения вероятностей амплитуд. |
5 |
Неравномерность снимаемого припуска. |
Ошибки при креплении заготовки. |
Повышенная дисперсия глубины упрочнения и степени наклепа. опасность поломки РИ. |
Повышенная дисперсия амплитуды, изменения плотности распределения вероятностей амплитуд. |
6 |
Отклонения в геометрической форме РИ, разноразмерность зубьев фрезы. |
Ошибки при заточке и креплении РИ, износ. |
Снижение качества поверхности, и стабильности свойств поверхностного слоя, возможный брак. |
Различие в амплитуде ВА-сигнала при резании разными зубьями, модуляция ВА-сигнала с оборотной и зубцовой частотами. |
7 |
Сбои в УП. |
Ошибки программирования, отказы в системе ЧПУ. И электроавтоматики |
Брак детали, создание аварийных ситуаций. |
Резкое нарастание амплитуды или наоборот - исчезновение ВА-сигнала в широком частотном диапазоне. |
8 |
Влияние кинематических погрешностей оборудования. |
Низкое качество изготовления, износ. |
Снижение точности и качества поверхности, отсутствие стабильности поверхностного слоя. |
Появление взаимной корреляции огибающей ВА-сигнала при резании с колебательными процессами, сопровождающими работу узлов станка. |
РИ – режущий инструмент, УП – управляющая программа.
Поскольку параметры ВА сигнала меняются не только при износе и поломках инструментов, но и при изменении условий протекания процесса или условий работы механизма, то остается стремление найти такой параметр ВА сигнала, который бы менялся только при увеличении износа или при других подобных нарушениях и не реагировал на изменения режимов. За изменением такого параметра удобнее наблюдать на экране монитора, его удобнее использовать в системах контроля, поскольку не требуется корректировать допустимые значения с изменением условий обработки.
Выше отмечалось, что факторы, вызывающие резкое изменение амплитуды ВА сигнала, связаны с кооперативным разрывом адгезионных связей в контакте инструмента с материалом заготовки и возникновением относительных колебаний по нормали к поверхности резания. Предполагается, что контроль таких ситуаций может позволить меньше обращать внимание на меняющиеся условия резания.
На рис. 6.61 показан пример изменения средней амплитуды и дисперсии ВА сигнала с увеличением износа сверла. Видно, что в период приработки дисперсия уменьшается, в период нормальной работы она медленно растет, при катастрофическом износе она резко увеличивается. Подобные факты направляют на исследование характеристик законов распределения амплитуды ВА сигналов, в частности, безразмерных характеристик (так называемых, безразмерных дискриминант).
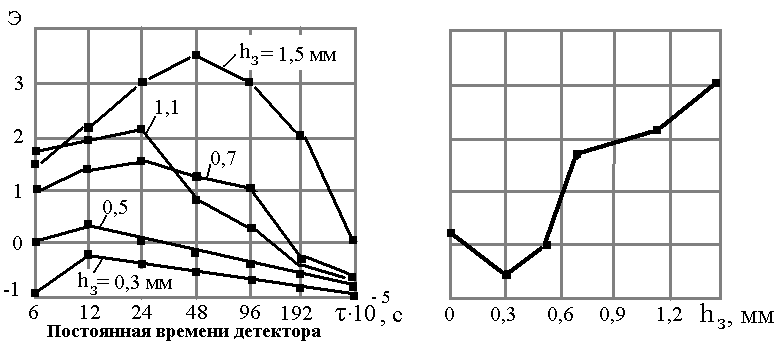
Рис. 6.61. Изменение эксцесса огибающей ВА сигнала при разных постоянных времени детектора (левый рисунок) и при росте износа резца (правый рисунок): материал резца – сплав Т15К6, материал заготовки – сплав 15Х18Н12С4ТЮ
В процессе экспериментов исследовалась возможность применения такой характеристики амплитудного распределения ВА сигнала как эксцесс, который вычислялся по формуле:
Э=![]() - 3, где
- 3, где
![]()
 .
.
В этих формулах Э – величина эксцесса,
σ – среднее квадратическое отклонение,
![]() - математическое ожидание амплитуды ВА
сигнала, xi
- текущее значение ВА сигнала, N
– количество значений амплитуды ВА
сигнала, взятых для расчета.
- математическое ожидание амплитуды ВА
сигнала, xi
- текущее значение ВА сигнала, N
– количество значений амплитуды ВА
сигнала, взятых для расчета.
Величина эксцесса увеличивается, когда в ВА сигнале появляются отдельные выбросы, т.е. если в контролируемом процессе появляются удары, скачки и т.п. явления, свидетельствующие о нарушениях в работе. Однако, если частота ударов возрастает, и они переходят в разряд ординарного явления, то эксцесс после роста может опять уменьшиться. На рис. 5.5.4 показан пример изменения эксцесса при износе токарного резца, где огибающая ВА сигнала выделялась при разных постоянных времени. Видно, что при удачно выбранной постоянной времени можно получить монотонный рост эксцесса. Однако добиться полной независимости эксцесса от режимов работы не удается, хотя его вариации при изменениях режимов значительно уже по сравнению с амплитудой ВА сигнала. Дело в том, что различные режимы создают различные условия для протекания контролируемого процесса, включая и условия для возникновения импульсов. Если при черновой обработке появление отдельных импульсов вполне допустимо и не требует коррекции технологического процесса, то при чистовой обработке это может привести к браку и требует немедленного вмешательства.