

6.2. Миксеры.
Миксер служит для хранения и усреднения жидкого чугуна. Он представляет собой футерованный сосуд емкостью 1300-2500 т. Миксер может поворачиваться вокруг горизонтальной оси. Ось вращения миксера несколько смещена вверх и в сторону от его геометрической оси. Благодаря этому устойчивым положениям миксера является вертикальное; наклоненный миксер всегда стремится вернуться в исходное вертикальное положение. Предельные углы поворота стационарного миксера от +5 до – 48 относительно вертикального положения. Крайние положения миксера ограничиваются контактами командоаппаратов.
К электроприводу механизма поворота миксера предъявляют определенные требования. Для регулирования струи выдаваемого чугуна и точного дозирования его количества в чугуновозном ковше привод должен обеспечивать плавное регулирование скорости в широких пределах, а также быструю и точную остановку, иметь большой момент при трогании, быть надежным. При исчезновении напряжения и прекращении управления миксер должен автоматически возвращаться в исходное положение.
Диапазон регулирования скорости поворота миксера составляет 100 : 1. Предъявляемым требованиям наиболее полно удовлетворяет электропривод постоянного тока.
На миксерах вместимостью 1300 т механизм поворота имеет электропривод постоянного тока с сериесным двигателем и реостатным управлением. На миксерах вместимостью 2500 т имеет привод постоянного тока по системе ТП-Д.
Механизмы поворота миксеров оборудуются двухдвигательными электроприводами постоянного тока; один из которых – рабочий, другой – резервный. На миксерах вместимостью 1300 т установлены двигатели постоянного тока краново-металлургической серии мощностью 50 кВт каждый; на миксерах вместимостью 2500 т – двигатели мощностью 95 кВт.
Р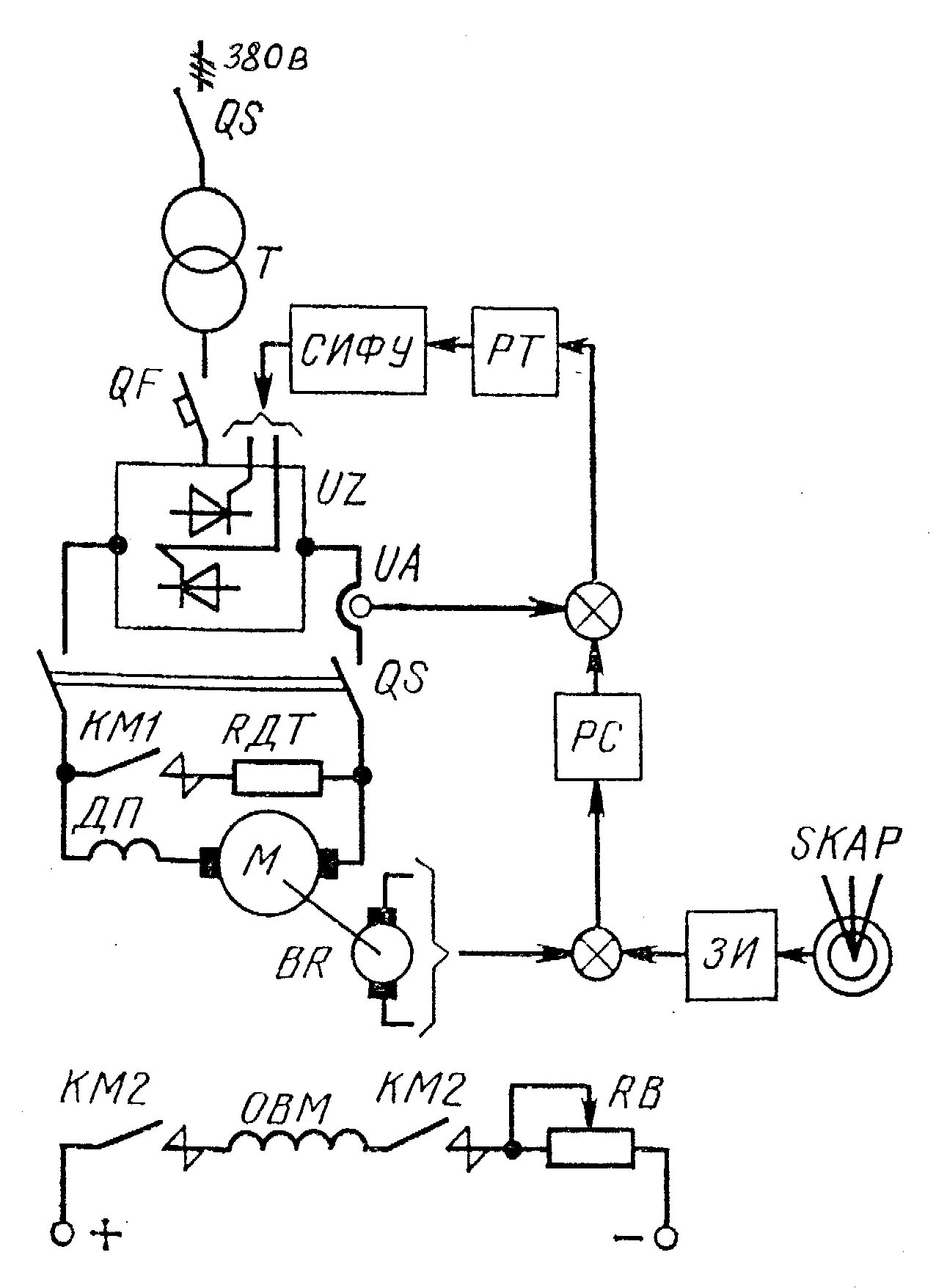 ис.
6.1. Электропривод поворота миксера.
ис.
6.1. Электропривод поворота миксера.
На рис. 6.1 приведена схема тиристорного электропривода механизма поворота миксера 2500 т. Эта система ТП-Д с подчиненным регулированием параметров содержит регулятор скорости и регулятор тока. Условные обозначения в схеме: Т – силовой трансформатор; QF – автомат; UZ – тиристорный преобразователь; QS – переключатель «основной – резервный»; КМ1, КМ2 – контакторы; RДТ – реостат динамического торможения; М – двигатель; ДП – дополнительные полюса; ОВМ – обмотка возбуждения двигателя; RB – реостат возбуждения; BR – тахогенератор; SKAP – сельсинный командоаппарат; ЗИ – задатчик интенсивности; РС – регулятор скорости, РТ – регулятор тока; СИФУ – система импульсно-фазового управления.
Каждый двигатель питается от отдельного преобразователя и имеет полный комплект аппаратуры управления. Затормаживание миксера осуществляется двумя электромагнитными колодочными тормозами и ручным тормозным механизмом.
Скачивание шлака происходит при возвратно-поступательном движении скребка, имеющего привод от асинхронного электродвигателя с фазным ротором мощностью 5 кВт.
6.3. Сталевозы и шлаковозы.
На металлургических заводах широко используют транспортные устройства для жидкого металла и шлака: чугуновозы, сталевозы и шлаковозы. Чугуновозы транспортируют жидкий чугун от доменной печи к миксеру, а также от миксера к конвейеру. На некоторых заводах взамен стационарных миксеров используют специальные чугуновозы с ковшом миксерного типа.
Сталевозы доставляют жидкую сталь от конвертора к машинам непрерывного литья заготовок либо в отделение разливки стали в изложницы.
Шлаковозы транспортируют жидкий шлак от конверторов к агрегатам грануляции шлака в пролет перестановки шлаковых ковшей. Шлаковозы используются также для транспортировки коробов с боем огнеупоров, для чистки путей под конвертором.
Чугуновозы могут быть самоходными и несамоходными. Самоходный чугуновоз емкостью 350 т имеет два механизма передвижения с двигателями по 38 кВт.
Конструкция приводов передвижения сталевозов и шлаковозов аналогичны. К ним предъявляются следующие требования: высокая плавность пуска и торможения, исключающая выплеск металла и шлака; диапазон регулирования скорости не менее 1:5; понижение скорости при маневрах для повышения точности остановки; высокая надежность. Задержка и отказы привода не допускаются. Даже небольшая задержка слива стали из конвертора приводит к ее охлаждению и непрерывная разливка на МНЛЗ становится невозможной.
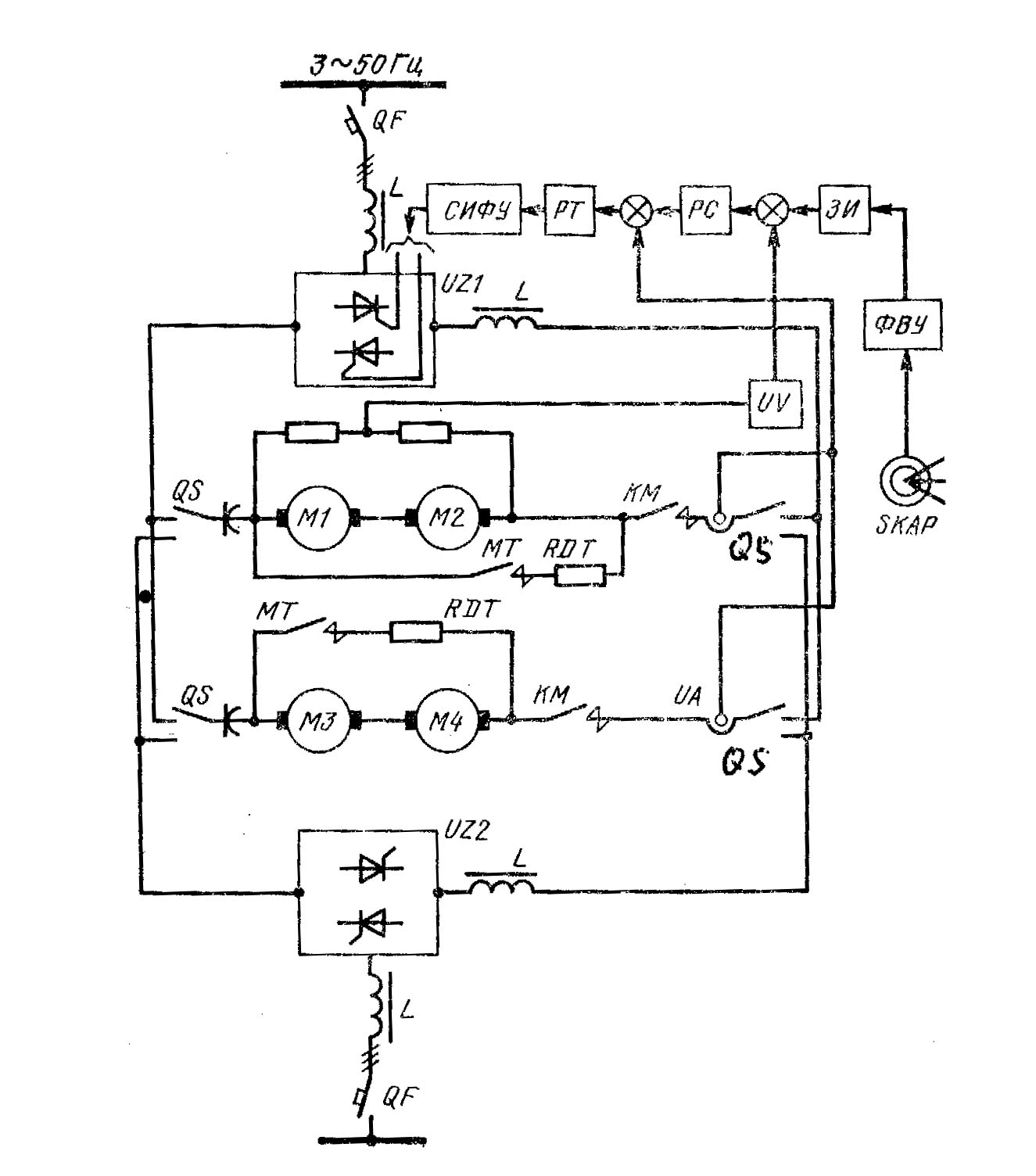
Рис. 6.2. Схема электропривода сталевоза.
На рис. 6.2 представлена схема электропривода сталевоза с ковшом 350 т. Привод тиристорный с системой подчиненного регулирования.
Четыре двигателя М1 – М4 подключены последовательно – параллельно к реверсивному тиристорному преобразователю UZ1. Система регулирования – двухконтурная с обратными связями по напряжению и току наиболее загруженной пары двигателей. Выходное напряжение фазовыпрямительного устройства ФВУ с определенной полярностью поступает на вход задатчика интенсивности ЗИ. Сигнал с выхода задатчика интенсивности поступает на вход регулятора скорости (ЭДС) РС. На другой вход поступает сигнал, пропорциональный напряжению якорной цепи – от датчика напряжения UV. Выходное напряжение с регулятора скорости РС поступает на один вход регулятора тока РТ, на другой вход регулятора тока поступает сигнал, пропорциональный току двигателя – от датчика тока UA. Выход регулятора тока соединен со входом системы импульсно-фазового управления СИФУ.
Контактор МТ обеспечивает режим динамического торможения. Преобразователь UZ2 - резервный; выбор преобразователя осуществляется переключателем QS.
В приводе сталевоза вместимостью 350 т используются и электродвигатели постоянного тока типа ДП-52 (4х38 кВт, 220 В).
Управление сталевозом и шлаковозом дистанционное с трех постов управления. Схема обеспечивает автоматическую и ручную передачу управления с поста на пост, автоматическую остановку сталевоза у машин непрерывного литья (с предварительным переводом на пониженную скорость), световую сигнализацию положения сталевоза и шлаковоза на постах управления. Так как сталевоз и шлаковоз каждого конвертора перемещается по общему пути, предусмотрена блокировка, исключающая их столкновение. Работа обеих машин разрешается в любом месте пути при расстоянии между ними 15 м, равном длине одной нейтральной зоны.
На сталевозе установлены два вспомогательных электропривода: подъема скребка с асинхронным двигателем с короткозамкнутым ротором (1,5 кВт, 380 В) и дистанционного расцепления автосцепки с электромагнитом.
В последнее время на новых заводах устанавливают системы непрерывного электромагнитного транспортирования жидкого металла – магнитогидродинамические насосы. В МГД-насосе электрическая энергия непосредственно преобразуется в энергию движения токопроводящей жидкости. Работа МГД-насоса основана на взаимодействии магнитных полей индуктора и токов, индуктируемых в жидком металле. Одновременно вихревые токи нагревают транспортируемый металл, предотвращая его остывание в насосе. МГД-насос производительностью 200 т/ч при скорости движения металла 2 м/с имеет активную мощность индуктора 380 кВт при фазовом токе 4150 А и фазовом напряжении 220 В.