

4. Виготовлення ливарних форм
В залежності від типу виробництва, конфігурації деталі і її розмірів, застосовують наступні способи ручної формовки: в почві з мягкою постілею, в почві з верхньою опокою і твердою постілею, по суцільній (нероз’ємній) моделі в парних опоках, по роз’ємній моделі в парних опоках, по суцільній моделі в парних опоках з підрізкою, по моделях із роз’ємними частинами, по модельних плитах, по моделі в трьох опоках, в стержнях, по шаблону і інш.
При ручному формуванні застосовують різноманітний формувальний інструмент (див. додаток №1).
4.1. Машинне формування
У серійному і масовому виробництві з метою підвищення продуктивності і покращення умов праці і якості продукції застосовують машинне формування. При машинному формуванні механізовані дві самі трудомісні і відповідальні операції: ущільнення формувальної суміші і виймання моделі з форми. Остання забезпечує високу якість і підвищує точність виливка.
При машинному формуванні застосовують модельні плити: одна для нижньої напівформи і друга для верхньої (рис.2).
Рис.2. Комплект модельних плит для машинного формування стійки підшипника: а - модельна плита для виготовлення верхньої напівформи; б - модельна плита для виготовлення нижньої напівформи.
На модельній плиті 1 (рис.2) за спеціальним шаблоном, використовуючи штирі 2, отвори під які розточені з однієї установки закріплюють напівмоделі 3 і 4, а також елементи ливникової системи. На модельній плиті для дофурмовування закріплюється модель шлакоуловлювача 5, а на модельній плиті для формування нижньої опоки моделі живильників 6.
Модельні плити закріплюють на столі формувальних машин. Формування проводиться на двох машинах: на одній виготовляють нижню напівформу, на другій - верхню.
За способом ущільнення формувальної суміші розрізняють: пресові машини, струшувальні і струшувальні машини з підпресовуванням. Найбільш часто застосовують останні (рис.3).
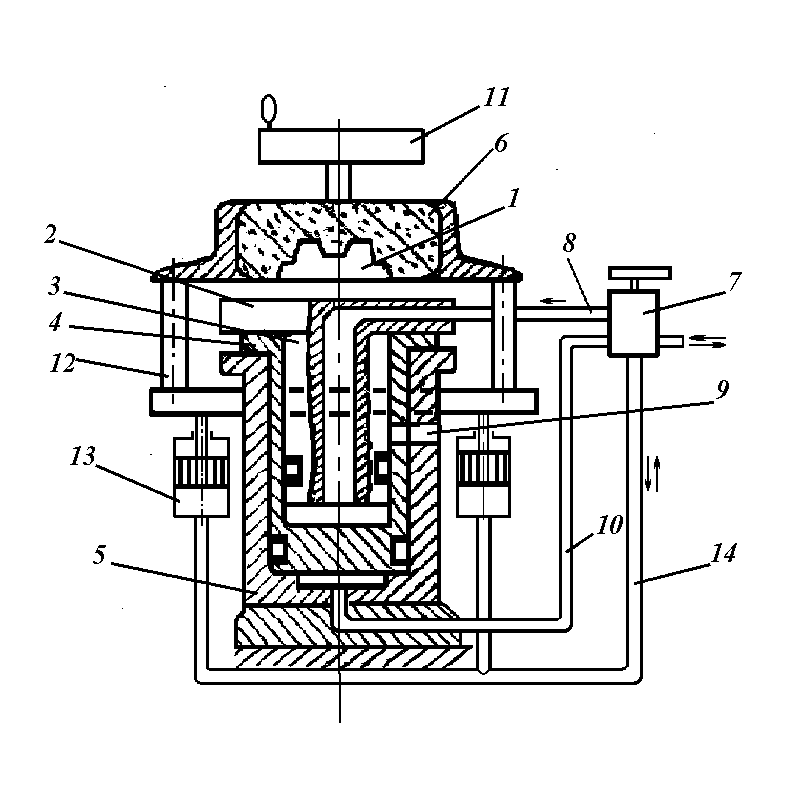
Рис.3. Схема будови струшувальної формувальної машини з підпресовуванням.
Модельну плиту 1 (рис.3) разом із закріпленою на ній моделлю закріплюють на столі машини 2, який відлитий як одне ціле із струшувальним поршнем 4, котрий являється пресувальним поршнем, що знаходиться у пресовому ціліндрі 5. Якщо в опоку 6 насипати єдину формувальну суміш і з допомогою крана керування 7 подати стиснуте повітря у струшувальний циліндр (по трубопроводі 8), то струшувальний поршень разом із столом і опокою буде підійматись до рівня отвору 9. При відкриванні отвору 9 повітря із струшувального циліндра виходить в атмосферу і вся система - опока, земля, модельна плита, стіл, струшувальний поршень падають вниз.
Таких циклів за хвилину відбувається 250...300, при цьому формувальна суміш внаслідок сил інерції і тиску верхніх шарів ущільнюється.
Верхні шари формувальної суміші ущільнюються недостатньо. Для цього після ущільнення струшуванням, в пресовий циліндр 5 по каналі 10 подається стиснуте повітря. Пресовий поршень 4, піднімаючись вверх, виконує пресування формувальної суміші в опоці до обертальної пресової колодки 11. Виймання моделі з опоки здійснюється штифтовим піднімачем 12 за допомогою поршнів підіймання 13 при подаванні стисненого повітря по каналі 14. Зняту напівформу відправляють на збирання форми.
Збирання форми виконує формувальник, виготовлену іншим робітником. Для цієї мети в нижню напівформу встановлюють стержні і накривають її верхньою напівформою.
Після скріплення зібраної форми або завантаження її вантажем Q, щоб запобігти спливанню верхньої напівформи при заливанні, форма направляється на заливання.