

2.6. Влияние других факторов на акустические свойства фрикционного контакта.
Помимо рассмотренных выше скорости трения, площади и давления во фрикционном контакте существует еще ряд факторов, о влиянии которых на излучение ВА энергии необходимо иметь представление.
Твердость менее твердого материала в паре трения оказывает заметное влияние на энергию ВА сигнала. На рис. 2.6.1 показан типичный пример изменения амплитуды ВА сигнала (СКЗ амплитуды виброускорения в октавной полосе с центральной частотой 31,5 кГц) при резании стали 45 с глубиной резания 0,1 мм на участках с различной твердостью. Эта зависимость хотя и относится к резанию, но в условиях трения характер зависимости принципиально не меняется. На рис. 2.6.1 прослеживается практически линейная связь амплитуды ВА сигнала с твердостью обрабатываемой заготовки [28, 7]. Причину этого влияния следует искать в изменениях силового фактора и прочности адгезионных мостиков. Адгезионная (молекулярная) составляющая коэффициента трения μм выражается следующим образом [26,15]:
![]() , (2.6.1)
, (2.6.1)
где τ0 – напряжение среза адгезионных мостиков при отсутствии нормальных напряжений, β – коэффициент упрочнения адгезионных связей от нормальных напряжений, σТ – предел текучести материала, с – коэффициент, учитывающий упрочнение от пластического деформирования.
Из 2.6.1 видно, что увеличение твердости (σТ) ведет к уменьшению μм. Но для металлов на μм основное влияние оказывает коэффициент β, который не меняется с изменением твердости.
Т.о., можно предположить, что основным фактором, определяющим рост мощности ВА сигнала с увеличением твердости материала, является силовой. Рост твердости микронеровностей снижает долю пластических деформаций и увеличивает количество энергии упругих деформаций, поступающей в элементы механизма в виде колебаний. Этот фактор и ведет к линейной зависимости СКЗ амплитуды ВА сигнала от твердости.
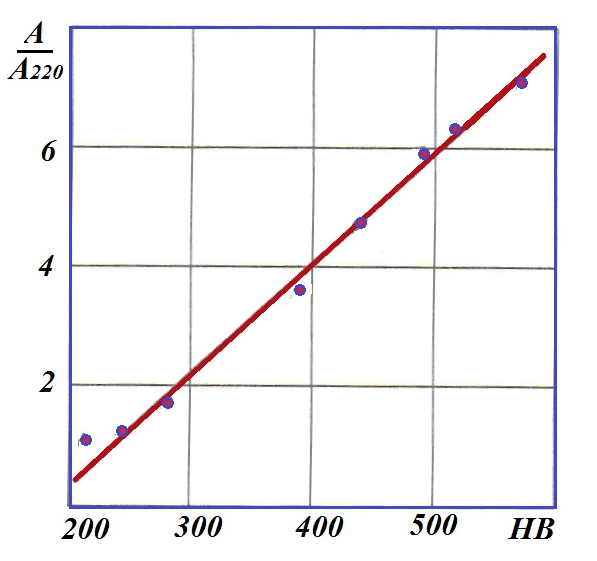
Рис. 2.6.1. Пример увеличения амплитуды ВА сигнала при росте твердости обрабатываемого материала (сталь 45 – Т15К6; А/А220 – отношение амплитуды при текущей твердости к амплитуде при твердости 220 HB)
При резании и трении твердость материала в области контакта не является постоянной величиной. С изменением температуры может меняться и твердость. На рис. 2.6.2 показан пример [16] пример изменения временного сопротивления материалов с изменением температуры. Видно, что после достижения материалом некоторого значения температуры начинается быстрое снижение его прочности. Этот факт отображается в уравнении Ито-Шишокина [31]:
НТ = Н0 ехр(- ε∙∆Т), (2.6.2)
где НТ – твердость тела при температуре Т; Н0 – твердость тела при номинальной температуре Т0; ε – температурный коэффициент;∙∆Т = Т-Т0.
Непосредственное измерение температуры в контакте при трении или резании задача, пока трудно разрешимая. Еще труднее определить температуру в контакте микронеровностей, которую называют еще «температурными вспышками». Однако влияние температуры на твердость контактирующих материалов заметно отражается на изменении мощности ВА сигналов. На рис. 2.6.3 показаны октавные спектры при торцевом точении стали ХН77ТЮР. Точение проводилось от периферии к центру заготовки, т. е. с падающей скоростью. На рисунке параллельно показаны спектры начального, среднего и конечного участков точения, где средние скорости резания были 50, 25 и 12 м/мин соответственно. В верхней части рисунка 2.6.3 показаны примеры записей ВА сигналов в октаве 4 кГц по оси Х (вдоль оси шпинделя) и по оси Z (по направлению скорости резания).
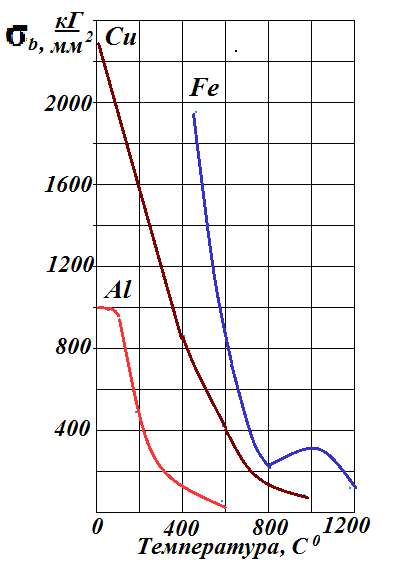
Рис. 2.6.2. Изменение временного сопротивления металлов от температуры

Рис. 2.6.3. Октавные спектры при точении заготовки из стали ХН77ТЮР с разными скоростями: 1 – 50 м/мин; 2 – 25 м/мин; 3 – 12 м/мин. Вверху показаны примеры записей ВА сигналов в октаве 4 кГц при точении по торцу с убывающей скоростью.
На рис. 2.6.3 видно, что в октавных полосах 4 и 8 кГц наблюдается почти пропорциональное убывание амплитуды ВА сигнала с падением скорости резания. На примерах записей тоже видна линейная связь амплитуды и скорости. Однако в октаве 2 кГц линейная связь уже нарушается, а в октаве 1 кГц нарушается даже монотонность. В более низких октавных полосах, которые при контроле ВА сигнала в виде виброускорения имеют сравнительно малые амплитуды, наблюдается даже рост амплитуд с падением скорости резания.
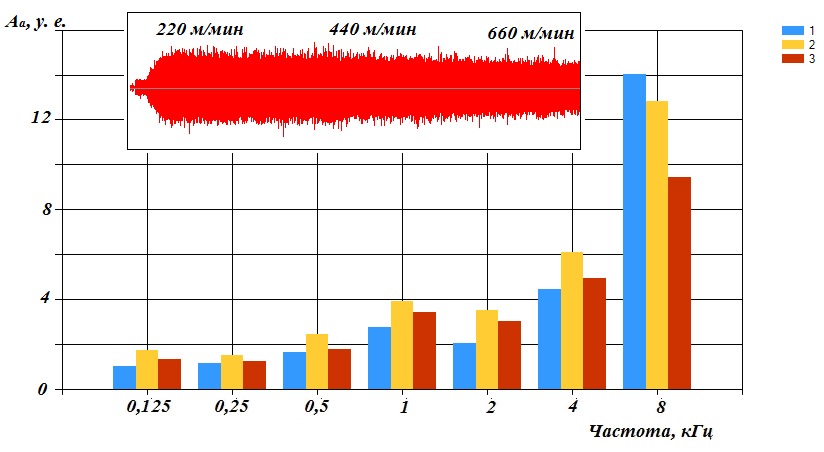
Рис. 2.6.4. Октавные спектры при точении заготовки из стали 40Х с разными скоростями: 1 – 220 м/мин; 2 – 440 м/мин; 3 – 660 м/мин. Вверху показан пример записи ВА сигнала при точении по торцу с растущей скоростью.
На рис. 2.6.4 показан аналогичный пример с торцевым точением, но со значительно большими скоростями резания. Проводилось торцевое точение заготовки из стали 40Х с подачей по направлению к периферии заготовки, т.е. с растущей скоростью. В верхней части рис. 2.6.4 показана запись ВА сигнала,, где видно, что амплитуда ВА сигнала растет в течение первых 3-х секунд, далее рост прекращается и начинает медленно убывать. Рассмотрение октавных спектров показывает, что в октаве 8 кГц наблюдается монотонное падение амплитуды с ростом скорости резания, а в других октавах прослеживается экстремальная зависимость. При больших скоростях наблюдается выделение такого количества тепла, которое значительно меняет твердость обрабатываемого материала. Можно предполагать, что и при режиме сухого трении с высокими скоростями линейная зависимость амплитуды ВА сигнала от скорости соблюдаться не будет.
Увеличение шероховатости контактирующих поверхностей ведет к росту ВА излучения. Рост шероховатости означает рост размера микронеровностей, вступающих во взаимодействие при трении. Это ведет к росту силовых импульсов, возникающих при соударении, определяющих мощность ВА излучения в широком частотном диапазоне. Средняя частота следования силовых импульсов с ростом шероховатости должна снижаться, что наоборот уменьшает поступление ВА энергии. Переходя к анализу влияния шероховатости поверхностей на адгезионные характеристики контакта, надо отметить, что в работе [28] приводится зависимость фактической площади контакта (ФПК) от Rmax (Rmax – расстояние между линиями выступов и впадин профиля), где ФПК обратно пропорциональна Rmax2/5. Здесь же можно напомнить общеизвестный факт, что чем выше класс шероховатости сопрягаемых поверхностей, т.е. чем меньше Rmax, тем жестче стык. Следовательно, уменьшение ФПК при росте шероховатости снижает суммарную прочность адгезионных связей в контакте. При взаимодействии неровностей это способствует уменьшению доли пластической деформации, увеличивая долю упругих деформаций, релаксация которых порождает ВА энергию.
Ограничиваясь качественной оценкой факторов, определяющих влияние шероховатости на излучаемую ВА энергию, можно сослаться на эксперименты, где при прочих равных условиях увеличение шероховатости всегда способствовало росту энергии ВА сигнала. Однако к такому увеличению всегда надо подходить дифференцировано по частотным диапазонам. На рис. 2.6.5 показаны октавные спектры амплитуды ускорения ВА сигнала, возникающего при контакте алмазного наконечника с цилиндрической поверхностью шлифованной детали при разных значениях Ra (Ra – среднее отклонение профиля).
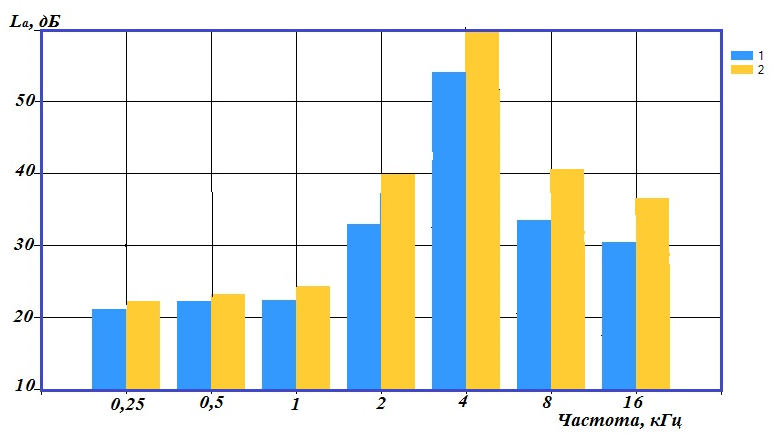
Рис. 2.6.5. Изменение октавного спектра ВА сигнала при увеличении шероховатости поверхности детали из стали 45 при контакте с алмазным наконечником: 1 – Ra=0,8-1,0 мкм; 2 – Ra=1,3-1,5 мкм
Сказанное выше о шероховатости относится к тому диапазону условий, где рекомбинация пятен фактического контакта происходит относительно спокойно, без ударов и рывков, вызывающих одновременный разрыв всех адгезионных мостиков. Фрикционный контакт поверхностей с высокой чистотой обработки может вызывать скачки при движении, возникающие из-за схватывания поверхностей и отображающиеся в росте мощности ВА излучения. В связи с этим бессмысленно говорить о влиянии шероховатости на ВА сигнал без учета условий трения. Но можно сказать, что все условия, способствующие росту относительных колебаний в поперечном направлении, приводят к увеличению мощности ВА излучения.
Влияние температуры контакта на излучаемую мощность ВА сигнала может быть решающим. Например, если контртело под влиянием температуры приобретает повышенную пластичность, то мощность ВА сигнала может существенно снизиться. При этом пластичный материал контртела может просто выдавливаться индентором, формируя соответствующие неровности поверхности.