

2.2Перемешивание стали инертным газом
Перемешивание стали в ковше является обязательным и преследует следующие цели:
Теплопередача и выравнивание температуры стали.
Выравнивание химсостава стали.
Ускорение металлургических реакций.
Осаждение неметаллических включений в шлак.
Перемешивание выполняется инертным газом (азотом/аргоном), который подается через один или два продувочных блока в днище ковша, в зависимости от его вместимости (1 блок: < 100 т / 2 блока: объем ковша 100 т). Небольшие газовые пузыри, образующиеся на выходе продувочного блока, расширяются вследствие нагрева газа (изобарическое расширение) и увеличиваются в объеме при выходе на поверхность по причине снижения ферростатического давления (изотермическое расширение). На рисунке ниже представлена зависимость энергии перемешивания от расхода газа, используемого для перемешивания.
Энергия перемешивания создается при следующих условиях:
Газовые пузыри должны иметь минимальный объем для моментального достижения фактической температуры стали и передачи некинетической энергии в сталь.
Давление газа должно быть равно давлению поверхностному давлению на днище ковша.
Рис. 11 Зависимость энергии перемешивания от расхода инертного газа [типовой график]
В таблице “Расход инертного газа для ковшей разной емкости и для разных операций” показаны примерные значения расхода инертного газа для ковшей различных размеров, которые, однако, нужно скорректировать на этапе пусконаладочных работ в соответствии с качеством имеющихся продувочных блоков. Расход подачи газа через продувочный блок нужно контролировать визуально в течение каждой плавки, поскольку данные характеристики изменяются на протяжении срока службы блоков.
Таб. 2 Расход инертного газа для ковшей разной емкости и для разных операций (типовые значения)
Размер ковша |
Выпуск |
Нагрев |
Легирование |
Десульфурация |
Плавное перемешивание |
тонн |
Нл/мин |
||||
25 |
50 |
25 |
50 |
80 |
15 |
50 |
100 |
50 |
100 |
160 |
30 |
75 |
150 |
75 |
150 |
200 |
40 |
100* |
200 |
100 |
200 |
250 |
60 |
125* |
250 |
125 |
250 |
300 |
70 |
150* |
300 |
150 |
300 |
350 |
80 |
160* |
350 |
160 |
300 |
360 |
90 |
* Примечание: Ковши с двумя продувочными блоками в днище
Турбулентность, которую создают газовые пузыри, поддерживает реакции на границе шлака и металла, сокращая время металлургической обработки. При установке продувочных блоков в днище ковша нужно учитывать отношение высоты к диаметру; их положение должно составлять ½ радиуса до 4/5 радиуса между двумя электродами. Добавление легирующих, подача проволоки и измерение температуры/отбор проб должны осуществляться вблизи продувочного отверстия. Отмечено воздействие на десульфурацию по отношению к различным операциям перемешивания, как показано ниже.
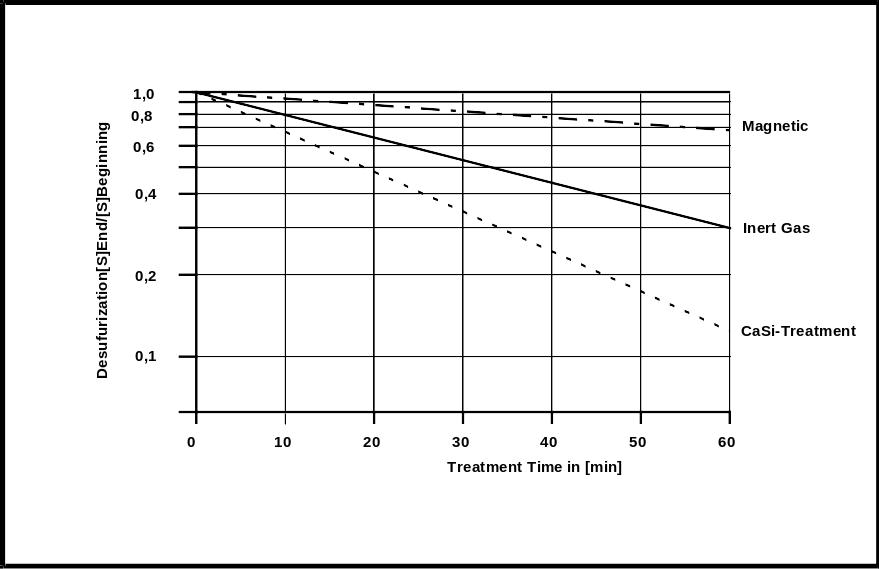
Рис. 12 Сравнение различных способов перемешивания при десульфурации (типовой график)