1.3Особенности оборудования фирмы siemens vai
Предпосылки для разработки конструкции печи-ковша поставки SIEMENS VAI:
Подача энергии с оптимальной эффективностью.
Доступ ко всем установкам и узлам агрегата.
Конструкция разработана специально для металлургии и обладает высокой степенью готовности.
Простой и экономичный процесс, требующий минимального техобслуживания и профремонта.
Если жидкая сталь выпускается из сталеплавильного агрегата с системой донного выпуска, процесс в печи-ковше облегчается благодаря минимальному выносу окисного шлака из печи в ковш, что гарантирует оптимальные металлургические результаты за кратчайшее время цикла. Знание состава шлака в ходе процесса упрощает протекание металлургических реакций и подачу легирующих.
Установка «печь-ковш» фирмы SIEMENS VAI была разработана с учетом опыта, приобретенного во время проектирования и эксплуатации более 70 аналогичных агрегатов. Установка «печь-ковш» имеет следующие конструкционные особенности:
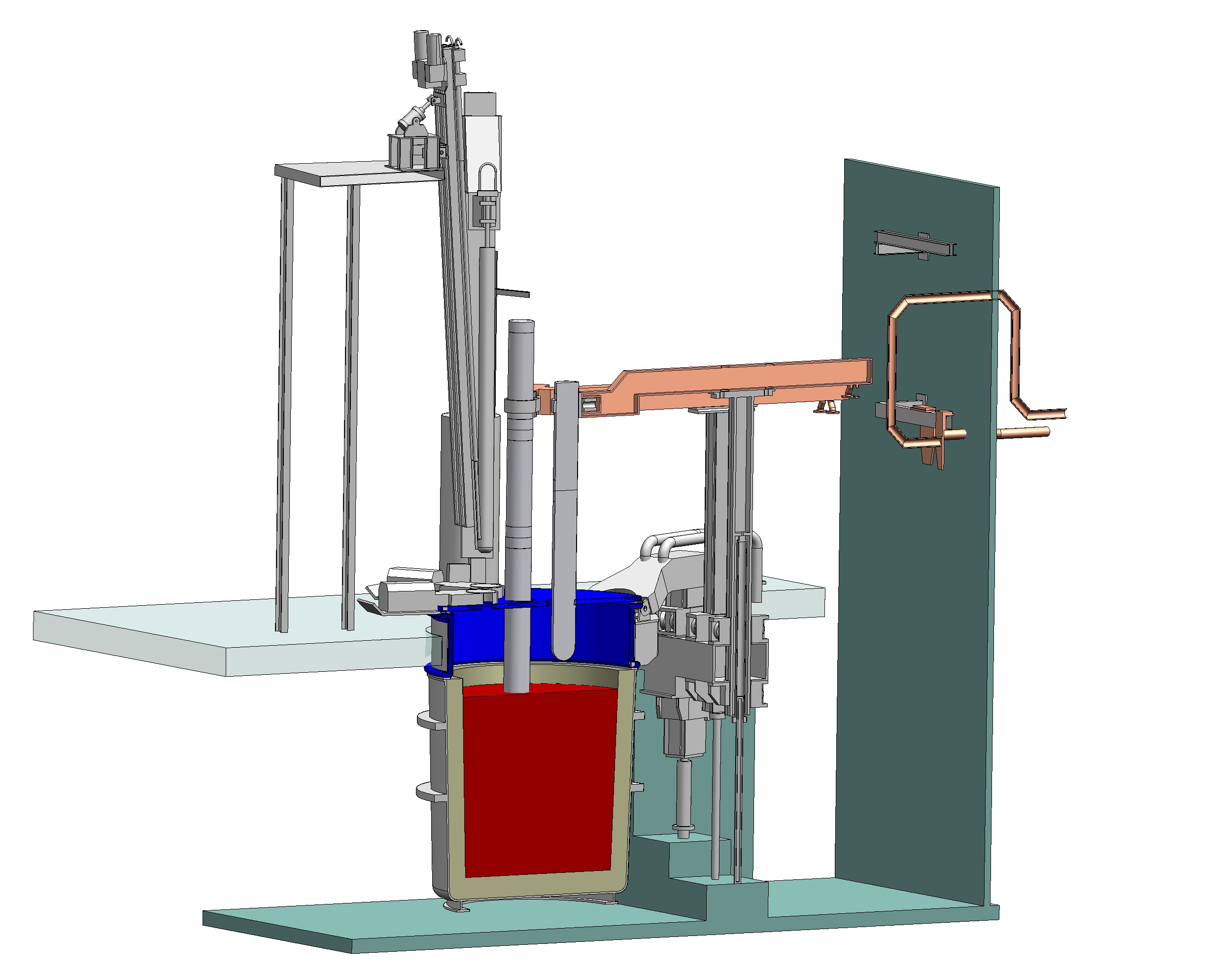
Рис. 3 Установка «печь-ковш» [вид сбоку]
1.4Механическое оборудование печи-ковша
1.4.1Токопроводящие консоли электродов [cce]
Токопроводящие консоли CCE, являющиеся собственной разработкой фирмы SIEMENS VAI, создают превосходные условия для оптимальной передачи энергии. Они изготовлены из стали с медным плакированием, имеют прочную коробчатую конструкцию и водяное охлаждение, что позволяет регулировать положение электродов с высокой скоростью. Медное покрытие консолей играет роль проводника для электродов. Благодаря такому решению можно не применять медные трубки с изоляционным материалом, установка которых необходима на традиционных консолях.
Небольшой диаметр распада электродов увеличивает срок службы огнеупорной футеровки ковша.
Симметрирование на вторичной стороне сильноточной системы улучшает результаты по сравнению с системой «треугольник».
Каждая консоль имеет специальный фланец для водоохлаждаемых сильноточных кабелей, трубы подачи и возврата воды охлаждения, а также гидравлическую муфту для зажимного устройства.
Электродный башмак, по которому ток передается на электрод, крепится к переднему концу электродной консоли. Башмак из кованой меди имеет каналы прямого водяного охлаждения с фланцами для обеспечения хорошей теплопередачи. Отсутствует необходимость применять рукава.
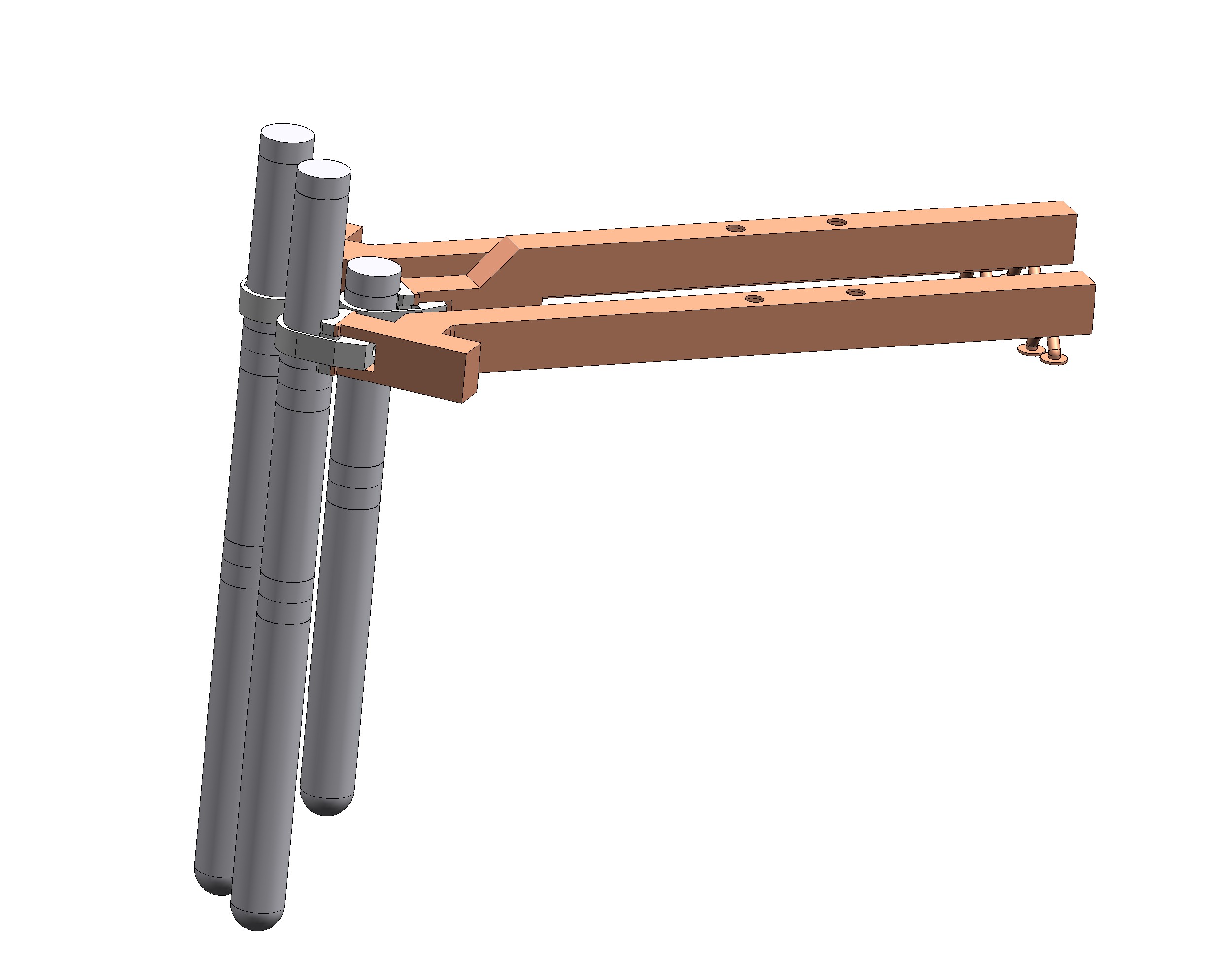
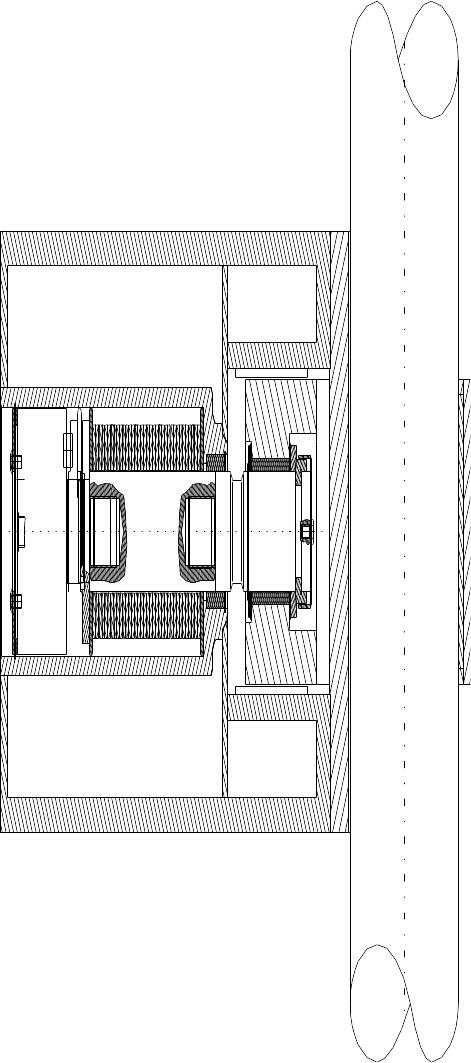
Рис. 4 Токопроводящие электродные консоли [CCE] (типовая конструкция)
SIEMENS VAI имеет патент на систему зажима электродов. Электрод зажимается через контактную колодку с помощью тарельчатых пружин на консоли. Зажимное усилие можно ослабить с помощью гидравлического цилиндра. Вся система интегрирована в консоль и защищена, таким образом, от электромагнитного воздействия. Консоли имеют идентичное зажимное устройство, благодаря чему для данного оборудования требуется минимальное количество запасных частей.
Сам электрододержатель охлаждается водой и электрически изолирован от консоли и электрода.
Главная изоляция между консолью и подъемной стойкой имеет непрямое водоохлаждение с обеих сторон. Предварительная затяжка трех анкерных болтов препятствует проникновению пыли и снижает тем самым расходы на ремонт и уход, а также предотвращает образование дуги на этом участке.
Рис.
5 Система зажима
электродов