

5.15Виды шлака
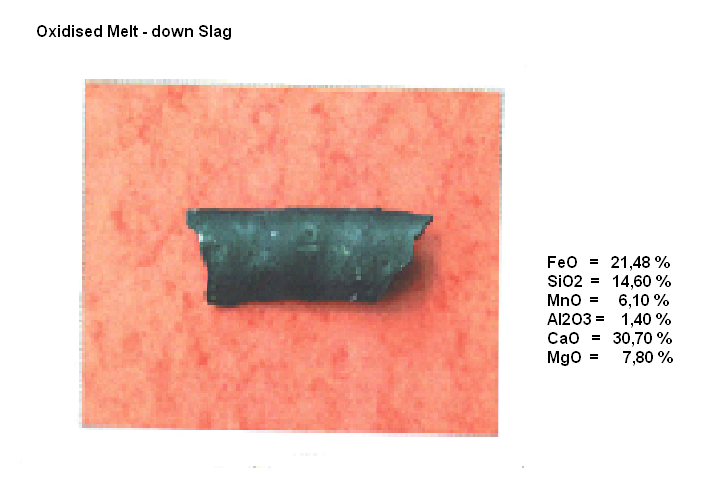
Сильноокисленный шлак
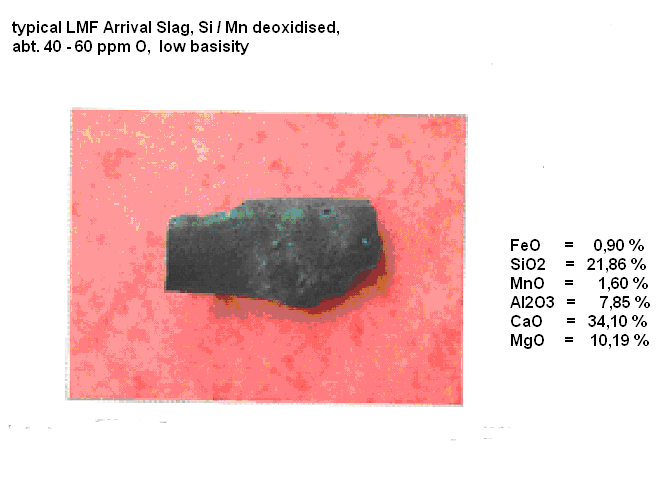
Типовой шлак на входе печи-ковша, раскисленный кремнием/марганцем, около 40-60 ppm, низкоосновный
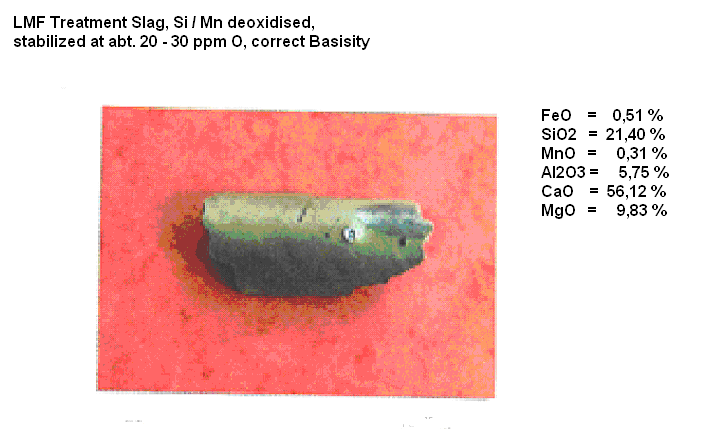
Шлак печи-ковша, раскисленный кремнием/марганцем, около 20-30 ppm, нужная основность
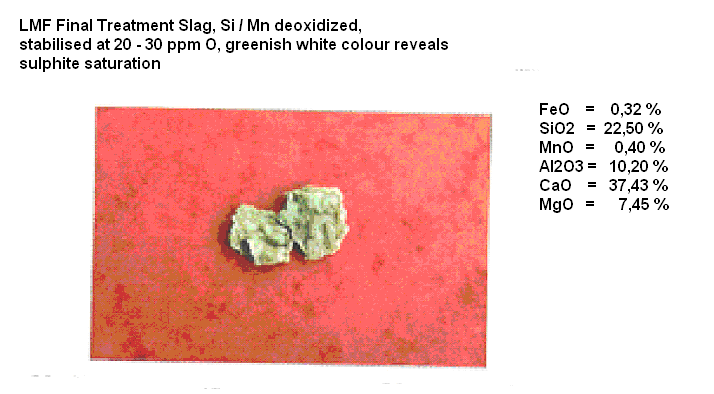
Шлак в конце обработки в печи-ковше, раскисленный кремнием/марганцем, стабилизированный на уровне 20-30 ppm, зеленовато-белый цвет свидетельствует о насыщении сульфитами
Рис. 22 Фото разных видов шлака
5.16Технологический цикл упк
Химсостав стали
|
С |
Mn |
Si |
P |
S |
Cr |
Ni |
Mo |
Nb |
Ti |
V |
Al |
B |
N |
ДСП |
0.05 |
0.12 |
0.01 |
0.009 |
0.020 |
0.02 |
0.02 |
0.02 |
0.000 |
0.000 |
0.000 |
0.000 |
0.000 |
0.0030 |
УПК 1 лег. |
0.08 |
0.20 |
0.06 |
0.009 |
0.013 |
0.02 |
0.02 |
0.02 |
0.000 |
0.000 |
0.000 |
0.045 |
0.000 |
0.0042 |
УПК 2 лег. |
0.10 |
0.30 |
0.07 |
0.009 |
0.011 |
0.02 |
0.02 |
0.02 |
0.000 |
0.000 |
0.000 |
0.043 |
0.000 |
0.0053 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Конечное содержание |
0.10 |
0.33 |
0.10 |
0.009 |
0.006 |
0.02 |
0.02 |
0.02 |
0.000 |
0.000 |
0.000 |
0.035 |
0.000 |
0.0061 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Целевое содержание |
0.10 |
0.33 |
0.10 |
<0.01 |
< |
< |
<0.3 |
<0.1 |
< |
< |
< |
0.035 |
< |
<0.008 |
Легирующие
Выпуск |
УПК 1 легирование |
УПК 2 легирование |
|
Подача проволоки |
|||||
FeSiMn |
128 кг |
FeSiMn |
83 кг |
FeSiMn |
68 кг |
|
|
|
|
Al |
114 кг |
FeMnHC |
129 кг |
Al |
7 кг |
|
|
|
|
FeSi |
80 кг |
C |
20 кг |
FeSi |
44 кг |
|
|
|
|
C |
60 кг |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Известь |
579 кг |
|
|
|
|
|
|
|
|
Доломит |
106 кг |
|
|
|
|
|
|
|
|
Алюминат |
1023 кг |
|
|
|
|
|
|
|
|
Время
Итого УПК |
33 мин |
Десульфурация |
9 мин |
Подача тока включена |
13 мин |
Передача с ДСП на УПК |
4 мин |
Подача тока выключена |
20 мин |
Передача с УПК на МНЛЗ |
5 мин |
Подача проволоки для корректировки химсостава |
7 мин |
|
|
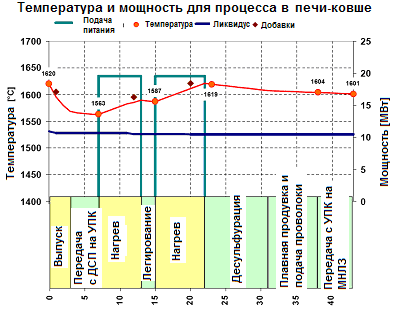
Рис. 23 Технологический цикл УПК (типовой)