

3.6Повышение чистоты стали
При рафинировании жидкой стали в печи-ковше под белым шлаком содержание кислорода в стали и в шлаке значительно сокращается по сравнению с ДСП. Низкое содержание кислорода оказывает влияние не только на количество включений, но и на их длину и размер. На форму включений можно повлиять, добавив в сталь известь. В результате поверхностное натяжение дендритных алюминатных включений уменьшается, и включения принимают шаровидную форму. Такие включения улучшают физические качества конечного продукта. Наилучшие результаты достигаются при использовании CaSi-проволоки. Необходимо добавить не менее 300 г на тонну стали, чтобы достичь вышеуказанного результата.
3.7Контроль температуры стали
Основные параметры для непрерывной разливки – это фактическая температура выше ликвидуса (перегрев) и разница температуры в начале и в конце разливки. Процесс в печи ковше, включающий нагрев длинными электрическими дугами, продувку инертным газом, гарантирует наилучшие результаты по температуре и гомогенизации стали. Рис. 20 показывает распределение температуры по плавкам в печи-ковше с точностью 99% в диапазоне +/- 5°C от заданной температуры.
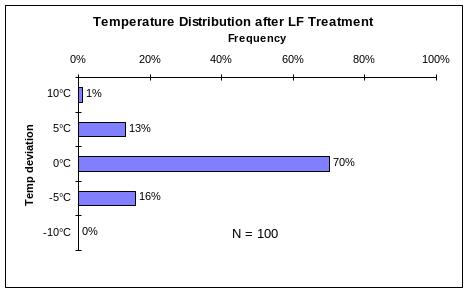
Рис. 20 Распределение температуры после обработки в печи-ковше (углеродистая сталь)
3.8Химсостав стали
Контроль состава стали во время процесса в печи-ковше является точным из-за неокисляющей атмосферы, а также покрытия стали восстановительным шлаком. Корректировку химсостава с помощью легирующих можно рассчитать в очень узких пределах.
3.9Добавление легирующих и эффективность легирования
Есть два варианта:
Легирование во время выпуска из плавильного агрегата после восстановления.
Легирование во время обработки в печи-ковше.
Каждый вариант имеет определенные преимущества, кроме того, они могут применяться в комбинации. Однако, наилучшим решением является легирование во время выпуска, поскольку поток выпускаемой стали обеспечивает интенсивное перемешивание. Цель легирования – подготовить химсостав стали к окончательной обработке в печи-ковше. Наилучшие результаты достигаются при комбинированном раскислении углеродом, алюминием, кремнием и марганцем. Продукты раскисления должны учитываться при добавлении синтетической шлаковой смеси. Такую смесь добавляют после присадки легирующих. Перемешивать сталь в ковше инертным газом нужно с самого начала выпуска. Окончательное добавление легирующих и точная корректировка химсостава выполняются в ходе операций в печи-ковше. Для синтетического шлака рассматриваются следующие легирующие и компоненты:
Таб. 9 Легирующие
Легирующее (%) |
C |
Si |
Mn |
P |
S |
N |
Al |
FeSi 75 |
|
75 |
0.4 |
0.03 |
0.02 |
|
1.5 |
FeMn hC |
7.0 |
2.0 |
75 |
0.05 |
0.02 |
|
|
Зернистый алюминий |
|
|
|
|
|
|
> 95 |
Угольный порошок |
> 93 |
|
|
|
0.3 |
0.5 |
Vol. 1.5 |
Кокс |
> 90 |
|
|
Ash 8 |
0.5 |
0.5 |
|
CaSi |
|
> 55 |
|
|
|
Ca > 27 |
|
Материал шлака (%) |
CaO |
MgO |
Al2O3 |
SiO2 |
S |
CaF2 |
CO2 |
Известь |
> 90 |
> 5 |
|
1.55 |
0.05 |
|
4 |
Доломитовый известняк |
> 60 |
> 30 |
|
2.1 |
|
|
|
Глинозем |
|
|
> 70 |
25 |
|
|
|
Плавиковый шпат |
|
|
|
9.5 |
|
> 75 |
|
Ожидаемая эффективность легирования для сталей, раскисленных алюминием |
|||||||
C |
80 - 100 % (Замечание: Поглощение азота!) |
||||||
Si |
70 -100 % (по отношению к уровню кислорода в стали) |
||||||
Mn |
100 % (Замечание: Поглощение азота!) |
||||||
Al |
от 20 % (выпуск) до 90 % (по отношению к уровню кислорода в стали) |
||||||
Cr |
100 % |
|
B |
>80 % |
|
V |
100 % |
Nb |
100 % |
|
Ni |
100 % |
|
Ca |
>20 % |
Mo |
100 % |
|
Ti |
~70 % |
|
|
|