

3.5Азот и водород в стали
Наличие азота, как и водорода, в стали имеет негативное влияние на физические свойства большинства марок стали, в особенности, предназначенных для использования в условиях крайне низких температур.
Азот: поступает, главным образом, из атмосферного воздуха. Он поглощается сталью в том случае, если происходит его диссоциация в дуге. Именно поэтому дуги всегда должны быть погружены в шлак, что обеспечивается технологией процесса в печи-ковше фирмы SIEMENS VAI. Алюминий в стали интенсивнее реагирует на азот по сравнению со сталью, обработанной кремнием. Следует отметить, что легирующие элементы, например, C, FeMn или SiMn имеют тенденцию к увеличению содержания водорода. На Рис. 19 показано попадание азота в сталь во время обработки в печи-ковше без легирования. Запись данных велась на заводе Nippon Steel Co., Япония, на печи-ковше вместимостью 60 т. Фактическое содержание азота в этом случае указывалось на уровне 20 - 45 ppm N. В 82 % случаев не отмечалось попадание азота в сталь во время процесса в печи-ковше. Настоятельно рекомендуется следить за герметичностью между бортом ковша и сводом. Фактическое снижение содержания азота в стали может быть обеспечено только дополнительным вакуумированием.
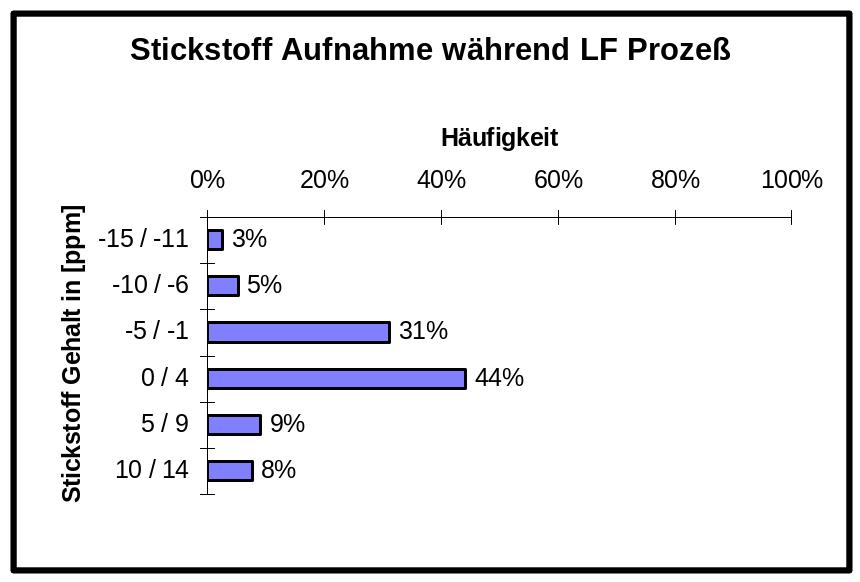
Рис. 19 Попадание азота в сталь во время обработки в печи-ковше
Водород: образуется в результате следующей реакции:
(H2O) + Fe FeO + (H2)
Водород попадает в систему и поглощается сталью через:
Атмосферную влагу
Влагу огнеупорной футеровки стальковша и промковша
Влагу в легирующих и извести
Влагу в инертном газе
Замечание:
Огнеупорный материал в зависимости от вида содержит влагу. Доломитовый огнеупорный материал всегда содержит гидраты. Поэтому нельзя использовать новые ковши, а также ковши, находившиеся длительное время вне эксплуатации, для производства марок сталей, для которых водород критичен. При производстве специальных марок стали используется ковш, в котором уже сделано две плавки одна за другой и который хорошо прогрет. Только в этот ковш можно выпускать специальную сталь.
В аргоне для промышленного применения содержание водорода должно быть не более 5 ppm. В этом случае поглощение водорода можно ограничить использованным объемом аргона и временем обработки.
Хорошо известно, что FeMn и другие легирующие содержат влагу. Рекомендуется использовать SiMn, чтобы содержание водорода в стали удерживать на определенном уровне. Известь, даже хорошо отожженная, содержит до 2% гидратов. Иногда это очень высокое содержание и в этом случае рекомендуется использовать предварительно расплавленные синтетические шлаки, максимально содержащие 0,10% H2O.
С учетом вышеуказанных параметров поглощение водорода во время обработки в печи-ковше можно ограничить до 0,5 ppm. Для различных технологических процессов известны следующие значения азота и водорода:
Таб. 8 Азот и водород в стали при различных технологических процессах (типовые значения)
Процесс |
Азот |
Водород |
Мартеновская печь |
15 ~ 50 ppm |
3 ~ 5 ppm |
Кислородный конвертер |
15 ~ 50 ppm |
3 ~ 5 ppm |
Кислородный конвертер с донной продувкой |
10 ~ 40 ppm |
6 ~ 9 ppm |
Дуговая сталеплавильная печь [пенистый шлак] |
70 ~ 100 ppm |
5 ~ 7 ppm |