

3.3Ковшевой шлак
Шлак должен обладать следующими свойствами:
Быстрое растворение при низкой температуре
Оптимальная вязкость
Хорошая способность к поглощению неметаллических включений и серы
Рис. 15 представлена трехфазовая диаграмма шлака, на которой показаны две предпочтительные зоны. Зона (1) для стали, раскисленной кремнией, зона (2) – для раскисленной алюминием. Диаграмма шлаковых фаз является ориентировочной. Температуры свыше 1600 °C приемлемы для растворения шлака в силу нагрева стали погруженными дугами.
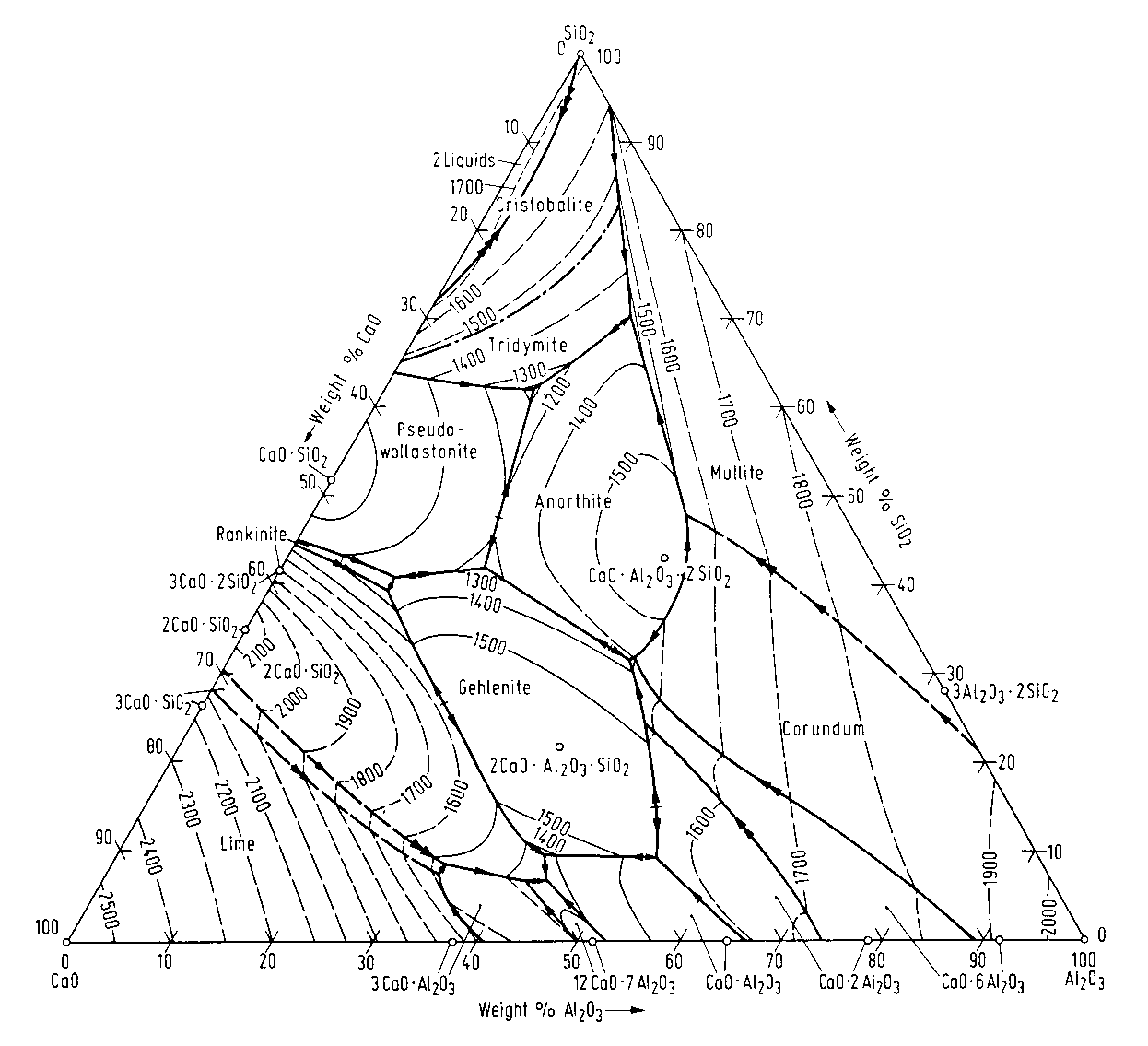

Рис. 15 Диаграмма шлаковых фаз для системы CaO-Al2O3-SiO2
Углеродистые марки стали раскисляются кремнием или алюминием. Примерные составы ковшевых шлаков представлены в таблице.
Таб. 6 Состав ковшевых шлаков (типовой)
Состав шлака |
Раскисление кремнием [1] |
Раскисление алюминием [2] |
(%) |
(%) |
|
CaO |
40 ~ 50 |
45 ~ 60 |
MgO |
10 |
10 |
Al2O3 |
20 |
25 ~ 40 |
SiO2 |
25 ~ 40 |
20 |
FeO + MnO |
< 0.5 |
< 0.5 |
В сумме CaO, Al2O3 плюс SiO2 должно получиться около 90 %. Доля MgO в шлаке должна составлять 5-10%, чтобы минимизировать износ огнеупорной футеровки. Синтетическая шлаковая смесь должна выполняться после легирования. Смесь большей частью состоит из извести (CaO), и алюминатов (Al2O3 или боксит). Если имеется доломитовая известь, то доля MgO должна составлять не более 5%.
Плавиковый шпат (CaF2) из экологических соображений и в целях сохранения стойкости футеровки ковша лучше по возможности не использовать.
При производстве критических марок стали рекомендуется использовать предварительно расплавленные синтетические шлаки из-за низкого содержания водорода и их хорошей растворимости. Однако, их применение ограничено высокой ценой на них.
Чтобы накрыть электрическую дугу и защитить огнеупорный материал, необходимо около 10 кг шлака на тонну стали. Длина электрической дуги определяется ее напряжением. Во избежание науглероживания и в зависимости от мощности и размера ковша рекомендуется установить длину электрической дуги от 50 до 120 мм. Чем больше размер ковша, тем длиннее электрическая дуга.
3.4Десульфурация
Сера, наряду с фосфором, является одной из самых больших проблем при производстве стали. При остывании стали сера осаждается на границах частицы в форме FeS и образует низкоплавкую эвтектику, которая может привести к красноломкости. Снижения содержания серы в стали можно добиться с помощью элементов, обладающих химическим родством с серой, а именно, Ce, Ca, Mg, Na и Mn по сравнению с Fe, или с помощью шлака.
3.4.1Десульфурация с помощью шлака
Оксиды металлов образуют с серой стабильные сульфиды и не растворяются в железе. В отношении извести (CaO) уравнение десульфурации имеет следующий вид:
[CaO] + [FeS] = (CaS) + (FeO)
Так как способность к поглощению шлака у CaS с FeO не безгранична, в особых случаях шлак нужно удалять и добавлять новую известь. Исходя из вышеупомянутой реакции, эффективная десульфурация зависит от следующих факторов:
Температура шлака.
Состав ковшевого шлака и его основность.
Активность свободного кислорода (FeO+MnO).
Энергия перемешивания, которая влияет на коэффициент массообмена.
Количество ковшевого шлака.