

![]()
![]()

Техническая документация
Описание процесса
НЛМК
Агрегат «печь-ковш» вместимостью 160 т
Проект № C.NRF0
Содержание
1 ВВЕДЕНИЕ 6
2 ФУНКЦИИ 22
3 ПРОЦЕСС РАФИНИРОВАНИЯ 31
4 ОГНЕУПОРНАЯ ФУТЕРОВКА КОВША 52
5 ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ 60
6 ОБНАРУЖЕНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 77
7 ПРОФИЛАКТИЧЕСКОЕ ОБСЛУЖИВАНИЕ 81
8 ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ 86
Рисунки
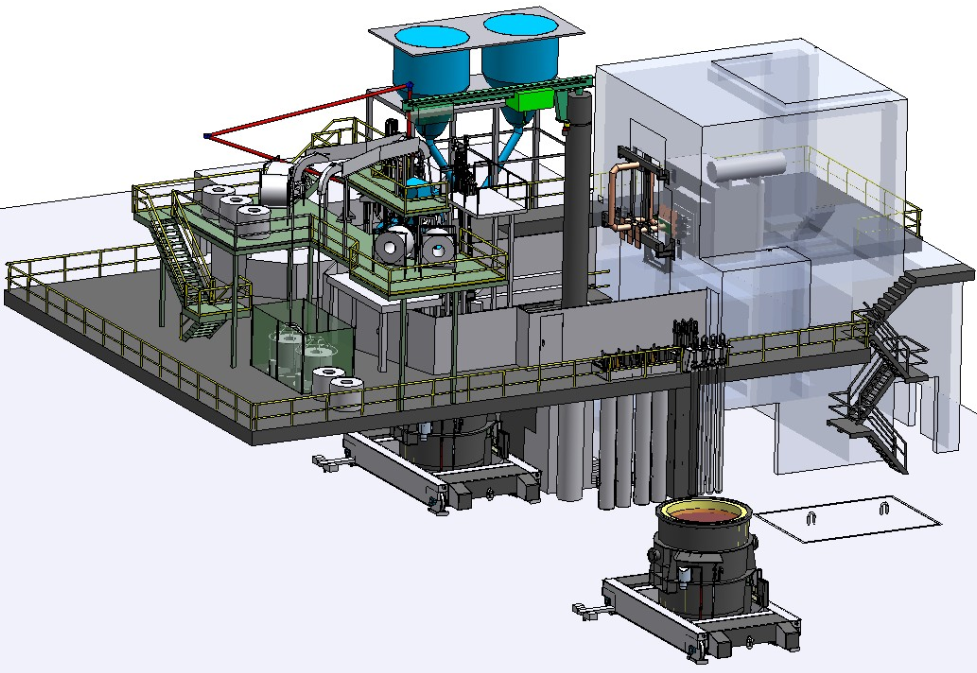
Рис. 1 Схема установки «печь-ковш» 6
Рис. 2 Основные функции процесса в печи-ковше 7
Рис. 3 Установка «печь-ковш» [вид сбоку] 13
Рис. 4 Токопроводящие электродные консоли [CCE] (типовая конструкция) 14
Рис. 5 Система зажима электродов 15
Рис. 6 Водоохлаждаемый свод печи-ковша (типовая конструкция) 16
Рис. 7 Опора свода [типовая конструкция] 17
Рис. 8 Портал электродов [типовая конструкция] 18
Рис. 9 Короткая сеть [типовая конструкция] 18
Рис. 10 Увеличение температуры в зависимости от потребляемой мощности в 160-тонном ковше 24
Рис. 11 Зависимость энергии перемешивания от расхода инертного газа [типовой график] 27
Рис. 12 Сравнение различных способов перемешивания при десульфурации (типовой график) 29
Рис. 13 Диаграмма Вейчера и Гамильтона 33
Рис. 14 Диаграмма потенциального содержания кислорода 36
Рис. 15 Диаграмма шлаковых фаз для системы CaO-Al2O3-SiO2 38
Рис. 16 Диаграмма шлаковых фаз системы CaO-Al2O3-SiO2 44
Рис. 17 Коэффициент десульфурации в зависимости от энергии перемешивания 45
Рис. 18 Распределение серы в зависимости от содержания FeO+MnO в шлаке 46
Рис. 19 Попадание азота в сталь во время обработки в печи-ковше 47
Рис. 20 Распределение температуры после обработки в печи-ковше (углеродистая сталь) 49
Рис. 21 Продувочный блок и стакан шиберного затвора 56
Рис. 22 Фото разных видов шлака 74
Рис. 23 Технологический цикл УПК (типовой) 75
Таблицы
Таб. 1 Потребление [типовые значения] 24
Таб. 2 Расход инертного газа для ковшей разной емкости и для разных операций (типовые значения) 28
Таб. 3 Компоненты шлака 30
Таб. 4 Значение C-O по Вейчеру и Гамильтону в зависимости от температуры 33
Таб. 5 Содержание кислорода в печном шлаке в зависимости от содержания углерода в стали (типовые значения) 33
Таб. 6 Состав ковшевых шлаков (типовой) 39
Таб. 7 Коэффициенты десульфурации 43
Таб. 8 Азот и водород в стали при различных технологических процессах (типовые значения) 48
Таб. 9 Легирующие 51
Таб. 10 Состав ковшевых огнеупоров 54
Таб. 11 Заполнитель 59
Таб. 12 Эффективность легирования 65
1Введение
Установки «печь-ковш» все чаще применяются для внепечной обработки стали как в кислородно-конвертерных, так и в электросталеплавильных цехах. Отличие технологического процесса в печи-ковше, разработанного фирмой SIEMENS VAI, заключается в том, что данная разработка опирается на последние достижения в области шлаковой технологии и включает использование погруженной электрической дуги. Длительная по времени металлургическая обработка стали переносится из плавильной печи на другие этапы процесса. Кроме того, установка «печь – ковш» выступает в качестве буфера между процессом выплавки и разливки, в котором в жестко допустимых пределах можно регулировать температуру и химический состав стали. На установке «печь-ковш» [УПК] сталь нагревается, температура корректируется до нужного значения, и осуществляются металлургические реакции (десульфурация/ рафинирование). Установка дает возможность точно корректировать окончательный химсостав стали при минимальных издержках.
1.1Теория и особенности
Процесс осуществляется в ковше с основной футеровкой. Ковш закрывается полностью водоохлаждаемой крышкой. Энергия для нагрева стали подается тремя графитовыми электродами, по аналогии с дуговой сталеплавильной печью переменного тока. Дуги, образующиеся на наконечниках графитовых электродов, погружаются в основный белый шлак, защищающий огнеупорную футеровку ковша от излучения дуги.
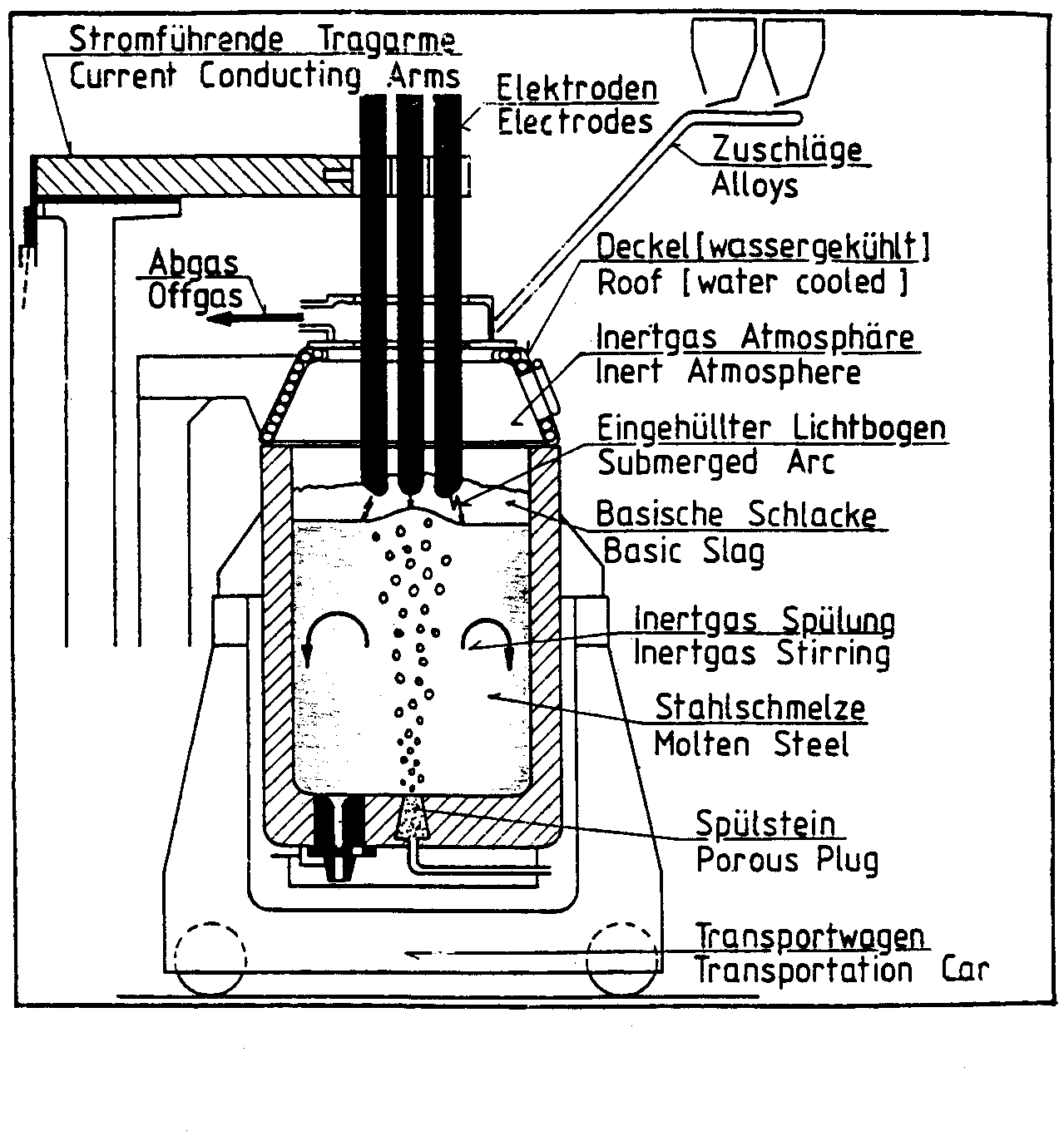
Рис. 1 Схема установки «печь-ковш»
Установка «печь-ковш» работает на большой мощности и с длинными электрическими дугами, покрытыми шлаком, благодаря чему достигается высокий коэффициент полезного действия. Во время процесса в агрегате металл постоянно продувается инертным газом, который подается снизу через продувочные кирпичи в днище ковша. В рабочем пространстве печи инертный газ служит дополнительной защитой металла от загрязнения из-за возможного проникновения воздуха ввиду недостаточной герметичности крышки ковша.
Рис. 2 Основные функции процесса в печи-ковше
Эти функции можно обобщить следующим образом:
1. Нагрев стали электрическими дугами, погруженными в шлак.
2. Перемешивание и продувка жидкой стали инертным газом.
3. Рафинирование основным белым шлаком.
Атмосфера инертного газа в печи-ковше.
Желаемый эффект достигается только в результате реализации всех четырех функций. Нагрев погруженными электрическими дугами с высокой полезной мощностью возможен только при соответствующей шлаковой смеси и эффективной гомогенной продувке инертным газом. Металлургические реакции, происходящие в печи-ковше, зависят от реакций на границе шлак/сталь, на которые благоприятное влияние оказывает высокая турбулентность, создаваемая за счет продувки инертным газом.
Основные и белые шлаки отличаются низким содержанием кислорода. Осаждение неметаллических включений и десульфурация зависят от горячего жидкого шлака. Необходимое для процесса десульфурации низкое содержание кислорода в системе достигается за счет атмосферы инертного газа. При правильно организованной технологии в печи-ковше можно повысить производительность сталеплавильного производства. Часть необходимых металлургических реакций переносится из плавильного процесса в печь-ковш. Легирование критических элементов можно производить только при создании неокисляющей среды. Нагрев стали до температуры более 1700°C уже не нужен.