

2.3 Шлихтование пряжи
Шлихтование нанесение на нити основы тонкого слоя клеющего состава (шлихты) для увеличения сопротивляемости нитей истиранию и многократному растяжению в процессе ткачества.
При приготовлении шлихты применяют как химические (поливиниловый спирт, акрил и др.), так и натуральные (мука, крахмал) клеящие материалы, растворителем служит вода.
Шлихтование выполняется на шлихтовальных машинах. Нити основы, сматываемые со сновальных валов, погружаются в ванну со шлихтой, отжимаются между валами для удаления избытка влаги и поступают в сушильный аппарат, а затем наматываются на ткацкий навой.
Цель процесса шлихтования уменьшение обрывности нитей основы в процессе ткачества (за счет увеличения в несколько раз устойчивости нитей к истиранию) и получение ткацкого навоя путём объединения нитей с нескольких сновальных валов и навивки их на единую паковку ткацкий навой.
Сущность процесса шлихтования заключается в нанесении на нити тонкого слоя клеящего вещества (шлихты), которая приклеивает кончики волокон к стволу нитей и покрывает поверхность тонкой плёнкой, предохраняя волокна от истирания.
Требования к процессу шлихтования:
ошлихтованная пряжа должна обладать достаточной прочностью, гладкостью и эластичностью;
в процессе шлихтования должно быть обеспечено равномерное нанесение требуемого количества шлихты (т.е. определённого приклея);
натяжение нитей основы при шлихтовании должно быть одинаковым и постоянным за всё время сматывания её со сновальных валов;
вытяжка пряжи и потеря её удлинения должны быть в пределах нормы;
получаемый на шлихтовальной машине ткацкий навой должен иметь цилиндрическую форму, необходимую плотность навивки и расчётную длину основной пряжи;
процесс шлихтования должен быть производительным, экономичным и обеспечивать получение качественного навоя.
Шлихтовальные материалы.
Клеящие материалы являются основой шлихты. Они проклеивают пряжу и покрывают её плёнкой. В качестве клеящих материалов применяют:
натуральные крахмал, мука, животный клей;
химические поливиниловый спирт (ПВС); карбометилцеллюлоза (КМЦ); полиакриламид (ПАА); полиакрилнитрил (ПАН).
Расщепители химические реагенты, расщепляющие зёрна крахмала или муки. Используются кислоты, щёлочи, соли.
Смягчители (нейтрализаторы) жировые добавки, которые смягчают плёнку шлихты после расщепления крахмала кислотой или щёлочью (в противном случае пленка получается хрупкая). Применяют хлопковые, касторовые и др. натуральные масла.
Антисептики противогнилостные материалы, уничтожающие плесень при использовании крахмала, муки, животного клея. Обычно используются медный купорос, фенол, хлорамин (служит так же расщепителем).
Смачиватели применяют для увеличения смачивающей способности шлихты (сульфанол, этиленгликоль, ализариновое масло). Однако при их применении образуется пена, что отрицательно сказывается на шлихте.
Вода растворитель при изготовлении шлихты как из пищевых, так и из химичечких материалов. Вода занимает наибольший объём в составе шлихты. Используют мягкую воду.
Из анализа шлихтовальных материалов можно сделать вывод, что шлихта на основе химических клеящих материалов может состоять всего из двух компонентов вода и ПВС.
Приготовление шлихты.
Шлихту готовят (варят) в специальном помещении клееварке. Клееварку обычно располагают выше шлихтовальных машин. Шлихту варят в баках цилиндрической или овальной формы ёмкостью 1000 литров. Из клееварки шлихта по трубопроводам поступает в шлихтовальные ванны.
Шлихтовальные машины.
Основные рабочие органы шлихтовальной машины:
стойка для сновальных валов;
остов и привод;
клеевой аппарат, состоящий из шлихтовальной ванны, погружающего и отжимных валов;
сушильная часть;
передняя часть, где разделяются склеивающиеся нити основы, размечаются куски и пряжа навивается на ткацкий навой;
также в передней части устанавливаются устройства для дополнительной обработки ошлихтованной основы эмульсирования и вощения, а также автоматическая аппаратура для контроля влажности основной пряжи.
Классификация шлихтовальных машин.
В зависимости от сушильной части шлихтовальные машины делят на следующие типы:
Машины барабанной (контактной) сушки. Основа сушится, соприкасаясь с горячей поверхностью барабанов. На данных машинах производится до 95% шлихтования основ.
Машины камерной сушки. Сушка осуществляется горячим воздухом внутри сушильной камеры. У камерных машин производительность немного меньше, чем у барабанных. Шлихтуются меланжевые и одноцветные основы.
Машины комбинированной сушки. Основа просушивается, проходя через камеру с горячим воздухом и соприкасаясь с нагретыми барабанами.
Машины специальной сушки. Основа просушивается токами высокой частоты, инфракрасным излучением и т.д.
Перегонные машины. В тех случаях, когда основу не шлихтуют (иногда основы эмульсируются в процессе перегонки), ткацкий навой получают, соединяя нити основы со сновальных валов на перегонных машинах. Их применяют в основном при подготовке основ из кручёной пряжи. Перегонная машина состоит из стойки основных валов и навивающего механизма. Перегонные машины устроены как шлихтовальные, но не имеют клеильной и сушильной части.
Технологическая схема шлихтовальной барабанной машины марки МШБ-9/140 представлена на рисунке 9.
Основные нити, сматываясь со сновальных валов 1, соединяются на стойке сновальных валов, огибают направляющие ролики 2 площадки обслуживания 3, проходят направляющий ролик 4, ролик-датчик натяжения основы 5 и огибают мерильный вал 6.
Пряжа со сновальных валов 1 сматывается под определённым натяжением тянульным валом 7.
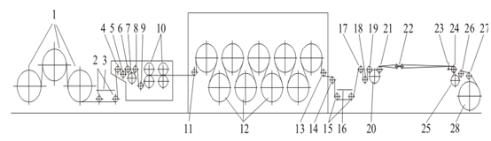
1 – сновальные валы; 2,4,8,11,13,14 – направляющие ролики; 3,16 – площадки обслуживания; 5,18,26 – ролик-датчик натяжения основы; 6,24 - мерильный вал; 7,20 - тянульный вал; 9 - погружающий ролик; 10 - отжимные валы; 12 - сушильный барабан; 15,17,19,21 – ролики; 22 - ценовые прутки; 23 - зигзагообразный рядок; 25 - выпускной вал; 27 - рассеивающий ролик; 28 – ткацкий навой
Рисунок 9 – Технологическая схема шлихтовальной машины МШБ-9/140
Тянульный вал имеет принудительный привод от мажорного вала с помощью цепной передачи и обеспечивает подачу основы в клеильный аппарат с минимальным натяжением. Малое натяжение основы обеспечивается уравнительным механизмом УМ-3, установленным между отжимными и тянульными валами. Минимальное натяжение основы способствует лучшему пропитыванию нитей основы шлихтой. Основа после тянульного вала огибает направляющий ролик 8 и погружающим роликом (воробой) 9 опускается в шлихту.
После погружения в шлихту основа проходит между двумя парами отжимных валов 10, получающих движение от мажорного вала машины через цепную передачу. Далее основа, огибая направляющий ролик 11, направляется на сушильные барабаны 12, которые приводятся в движение от двигателя мажорного вала через цепные передачи.
После сушильных барабанов основа огибает направляющий ролик 13, выходит из-под шатра, огибает направляющий ролик 14, направляется двумя роликами 15, расположенными под площадкой обслуживания 16, огибает ролик 17, ролик-датчик 18, ролик 19 и поступает на второй тянульный вал 20. Второй тянульный вал 20 разделяет зону вытягивания сушильные барабаны - выпускной вал на две: сушильные барабаны - второй тянульный вал и второй тянульный вал - выпускной вал (две частные вытяжки). Такое конструктивное решение позволило регулировать натяжение основы на небольших участках шлихтовальной машины. Второй тянульный вал обрезинен и вместе с двумя роликами 19 и 21, которые увеличивают угол обхвата поверхности тянульного вала основой, представляет тянульную установку.
Далее основа огибает ролик 21, разделяется ценовыми прутками 22 в горизонтальном направлении (число ценовых прутков на единицу меньше, чем число сновальных валов), проходит зигзагообразный рядок 23, огибает мерильный вал 24, выпускной вал 25, ролик-датчик 26, рассеивающий ролик 27 и навивается на ткацкий навой 28.
На машине установлено четыре уравнительных механизма, с помощью которых можно регулировать натяжение основы, а следовательно, и вытяжку пряжи. Один механизм УМ-3 расположен под клеильным аппаратом машины и регулирует натяжение основы на участке первый тянульный вал - отжимные валы. Второй механизм, расположенный у клеильного аппарата, регулирует натяжение основы на участке отжимные валы - сушильные барабаны. Третий механизм расположен под ценовым полем выпускной части и регулирует натяжение основы на участке сушильные барабаны - второй тянульный вал. Четвертый уравнительный механизм, расположенный у выпускной части машины, регулирует натяжение пряжи в ценовом поле на участке второй тянульный вал - выпускной вал. /2, с.80-89/