

3.2.3 Намотування нитки та параметри поковок
Пучок елементарних ниток, пройшовши охолоджуючу та супроводжуючу шахти, поступає в приймально-намотувальну частину прядильно-формовочної машини.
Нитка, пройшовши верхню і нижню замаслюючи шайби, заправляється спочатку на нижній, потім верхній приймальні диски через нерухомо встановлений компенсаційний ролик, який вільно обертається і використовується для зрівноваження натягу нитки. Нитка намотується на прийомну бобіну, що приводиться в обертання фрикційним циліндром від індивідуального приводу.
Нитка намотується на бобіну масою 11 кілограмів. Використовується хрестове намотування. Кількість подвійних ходів нитководія – 120-125 ходів. Середня лінійна щільність нитки – 460 текс.
Намотана нитка на бобіну складується на ялинки, які транспортуються в ткацький цех. Схема технологічної заправки нитки приведена на рисунку 3.4.
3.2.4 Опис технологічного процесу формування нитки 93,5 текс
Формування нитки анід здійснюється на двох 18-ти місцевих, або одній 24-х місцевій машинах “Ноймаг” (Німеччина) і одній 16-ти місцевій машині ПП-1-1000-ІР.
Кожна машина має бункерну, плавильно-формовочну та приймально-намотувальну частини. Гранулят із сушарок передається в струмі азоту пневмотранспортом у бункери ємністю 12,5 м3. У цеху встановлено п'ять бункерів. У кожний з бункерів завантажується партія грануляту вагою від 6600 до 7000 кг і знаходиться там у середовищі азоту (тиск 0,01 - 0,02 МПа).
Подача грануляту з 12,5 м3 бункерів у проміжні бункери кожної прядильної машини ємністю 250 л здійснюється за допомогою центральної вібротруби, яка зв'язана з розподільними вібротрубами.
Довжина центральної вібротруби 20 м, продуктивність 750 кг/годину. Розподільна вібротруба 18-ти місцевої машини довжиною 12 м, продуктивністю 225 кг/годину, для 24-х місцевої - 1,5 м, продуктивністю 300 кг/годину.
Потужність індукційних котушок на вібротрубах складає 10,5 кВт. На формовочних машинах “Ноймаг” (Німеччина) із проміжних бункерів по крошкопроводах гранулят надходить у верхню зону шнекового плавильного пристрою, що являє собою циліндр із вмонтованим у середину вертикальним шнеком та приводом для його обертання.
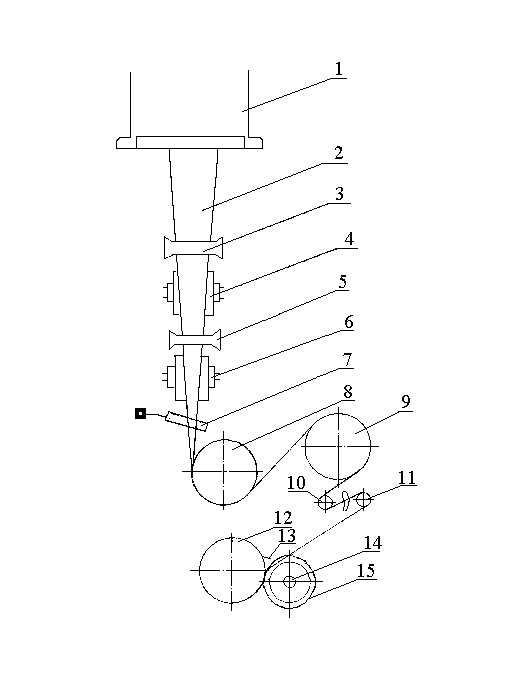
1 – обдувочная шахта; 2 – нитка; 3 – верхній притискний ролик; 4 – верхня замаслююча шайба; 5 – нижній притискний ролик; 6 – нижня замаслююча шайба; 7 – ниткорозкладальна паличка; 8 – нижній диск; 9 – верхній диск; 10 – нерухомий ролик; 11 – рухомий (компенсуючий) ролик; 12 – фрикційний циліндр; 13 – нитководій; 14 – бабінотримач; 15 – бабіна з ниткою
Рисунок 3.4 – Схема технологічної заправки нитки машини “Ноймаг” (Німеччина)
Мотор через варіатор і муфту приводить в обертання шнек, що являє собою однозахідний гвинт.
Шнек має 3 температурні зони:
1 - зона охолодження, де на висоті перших двох кроків гвинта шнек охолоджується до температури 160 - 200°С для запобігання запікання грануляту;
2 - зона плавлення грануляту, за допомогою індукційної котушки потужністю 6,5 кВт проходить плавлення грануляту;
3 - зона вирівнювання, вирівнювання температури плаву із електрообігрівом потужністю 1 кВт.
З розподільної зони плав потрапляє у розплавопроводи, які розміщені в прядильній балці, що представляє собою прямокутну ємкість з ємністю 145 літрів, у якій передбачені прорізи для монтажу 6-ти розплавопроводів і 6-ти прядильних блоків.
На кожній формовочній балці змонтовано три шнекові пристрої, кожен з яких забезпечує плавом два формовочних місця.
Балка на 70% заповнюється ВОТ, має лінії підживлення, зливу та аварійного скидання ВОТ. В якості ВОТ використовується диніл. Гранично допустима концентрація парів динілу в повітрі – 10 мг/м3. Плав по розплавопроводу надходить у блок, на поверхні якого кріпиться дозуючий насос (рисунок 3.5).

1, 2 - муфти направляюча та з’єднувальна; 3 - кришка; 4, 11 - гвинти; 5, 7,10 – пластини верхня, середня, нижня; 6 - валик; 8 – шпонка; 9, 13 - колеса зубчаті; 12 - вісь
Рисунок 3.5 - Дозуючий насос
У нижній частині блоку, кріпиться філь'єрний комплект (рисунок 3.6), що служить для фільтрації плаву та ниткоутворення.

1 – кільце ущільнювальне; 2 – скловата; 3 – стакан для фільтровального матеріалу; 4 – пісок кварцовий; 5 – корпус; 6 – набір металевих сіток; 7 – пластина опорна; 8 – філь’єра
Рисунок 3.6 – Філь'єрний комплект
Струмок плаву, виходячи з філь’єри, надходить в обдувочну шахту, де застигає у вигляді елементарної нитки.
Далі через супровідну шахту нитка надходить у намотувальну частину машини, що являє собою станину, на якій змонтовані замаслююча система, диски та намотувальний механізм.