

Конструирование горячештампованной заготовки
Правила конструирования горячештампованных заготовок определяются особенностями порошковой металлургия и конфигурацией детали. При переводе деталей на изготовление горячей штамповкой из порошковых материалов для повышения их технологичности иногда приходится изменять их конфигурацию.
Детали рекомендуется проектировать без узких и длинных выступов, обратной конусности и острых кромок. Отверстия диаметром менее 2 мм, круговые канавки, резьбы, обратные конусы, радиальные отверстия получают механической обработкой. Поверхности деталей с шероховатостью менее Ra=1,25 мм или точнее 8-го квалитета обрабатывают шлифованием. При конструировании заготовок на такие поверхности назначают припуск (табл. 6.1).
Таблица 6.1.–Припуски на шлифование отверстий, мм.
Диаметр отверстия |
Длина отверстия |
||
до 50 |
св. 50 до 100 |
св. 100 до 200 |
|
До 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 |
0,2 0,2/0,3 0,2/0,3 0,3/0,4 0,3/0,4 |
- 0,3/0,4 0,3/0,4 0,3/0,4 0,4/0,5 |
- - 0,4/0,4 0,4/0,4 0,5/0,5 |
Примечание: в числителе приведены припуски на детали без термообработки, в знаменателе – после термообработки.
Толщина фланцев деталей должна быть не менее 2–3 мм. Отверстия должны располагаться от края на расстоянии 2–3 мм. Толщина дна глухих отверстий не менее 2–3 мм. В местах сопряжений радиусы закругления должны быть не менее 0,1 мм, галтели – не менее 0,25 мм. Толщина стенок принимается равной 0,1 hk , но не менее 0,8 мм. Плотность горячештампованной заготовки 96–99%, разноплотность принимают равной 5%.
Конструирование горячештампованной заготовки выполняют в такой последовательности:
–выбирают схему формования в соответствии с группой сложности
детали;
–назначают припуски на обрабатываемые резанием поверхности (при необходимости);
–назначают точность размеров, получаемых при горячей штамповке (9-й квалитет);
–назначают радиусы закруглений для сопряженных поверхностей;
–назначают твердость заготовки (НВ 250–400) после горячей штамповки или последующей термической обработки и допустимую величину обезуглероженного слоя (≈ 0,1 мм).
Определение размеров холодноформованной заготовки
Размеры горячештампованной заготовки (кроме размеров поверхностей, обрабатываемых резанием) соответствуют размерам готовой детали.
Определение размеров холодноформованной заготовки выполняют, исходя из условия равенства ее массы и массы горячештампованной заготовки. Объем холодноформованной заготовки больше объема горячештампованной заготовки на величину пористости (15 – 30 %). Объем горячештампованной заготовки складывается из элементарных объемов детали. Например, для детали ”втулка с буртом” (рис. 6.1) объем в м3 V = V1 + V2 ,
где V1
=
![]() , м3;
, м3;
V2
=
![]() , м3.
, м3.
Размеры H1, H2, D1, D2, D3 в мм.
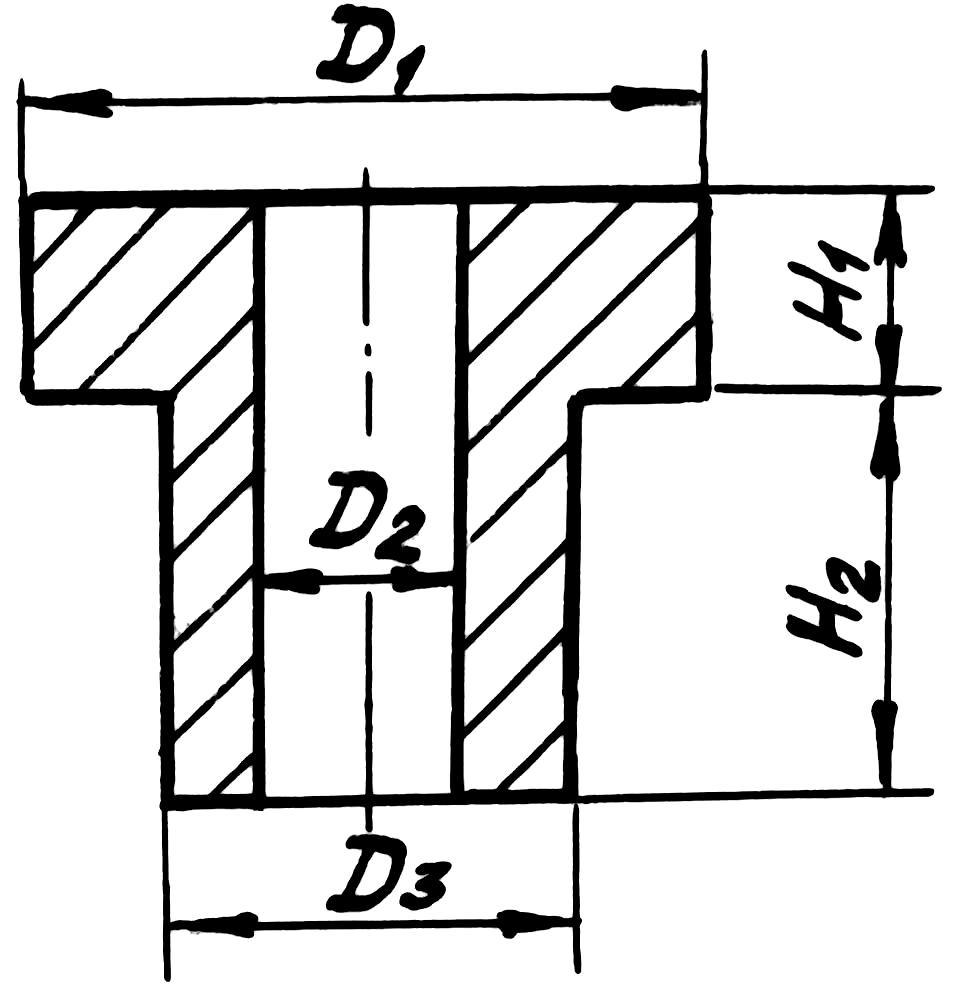
Рис. 6.1
Вес горячештампованной заготовки, кг
Q = V ∙ γk ∙ θ ∙ k1 ∙ k2 ,
где γk - плотность беспористого материала, кг/м3;
θ ≈ 0,97 - относительная плотность заготовки;
k1 = 1,01 - коэффициент, учитывающий потери порошка при
прессовании;
k2 = 1,03 - коэффициент, учитывающий потерю массы при спекании в результате восстановления оксидов и выгорания примесей.
При горячей штамповке деталей из многокомпонентных материалов их плотность рассчитывается по правилу аддитивности:
![]() ,
,
где a1 , a2 … an - процентное содержание отдельных компонентов в шихте;
γ1, γ2 ... γn - плотность отдельных компонентов, кг/м3 (табл. 6.2).
Таблица 6.2.– Плотность элементов, кг/м3
№ п/п |
Элемент |
№ п/п |
Элемент |
||
Наименование |
Плотность |
Наименование |
Плотность |
||
1. 2. 3. 4. 5. 6. |
Железо Углерод Алюминий Ванадий Вольфрам Кремний |
7870 2500 2700 6110 19400 2200 |
7. 8. 9. 10. 11. 12. |
Кобальт Медь Молибден Никель Хром Марганец |
8800 8950 10200 8930 7140 7440 |
Объем холодноформованной
заготовки с учетом ее пористости
Vx
=
V1x
+
V2x
=
![]() ,
,
где П = 15 - 30% – пористость.
Для обеспечения свободного вхождения нагретой холодноформованной заготовки в штамп ее наружные размеры должны быть меньше, а внутренние – больше соответствующих размеров горячештампованной заготовки: D1x = D1 – 2 мм; D2x = D2 + 2 мм; D3x = D3 – 2 мм.
Высотные размеры холодноформованной заготовки:
H1x
=
 ;
H2x
=
;
H2x
=
 ;
Hx
=H1x
+
H2x
;
Hx
=H1x
+
H2x