

6.Отклонения формы и расположения поверхностей. Термины и определения: дсту 2498-94
прилегающая
поверхност ь

е – эксцентриситет, т. е. отклонение расположения поверхности.
Поверхность детали независимо от метода изготовления не бывает абсолютно гладкой. Различают реальную и номинальную поверхности.
Реальная поверхность поверхность, ограничивающая деталь и отделяющая ее от окружающей среды.
Номинальная поверхность идеальная поверхность, форма которой задана чертежом или другой технической документацией.
Соответственно различают реальный и номинальный профили.
Реальный профиль это линия пересечения секущей плоскости и реальной поверхности.
Номинальный профиль это линия пересечения секущей плоскости и номинальной поверхности.
Отклонение формы и (или) расположения поверхностей может оцениваться по всей длине детали или на нормируемом участке.
Нормируемый участок это участок поверхности или линии, к которому относится допуск отклонения формы или расположения поверхности.
В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих поверхностей (профилей).
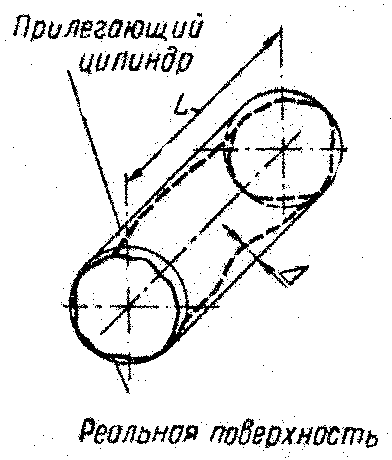
Прилегающая поверхность поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Прилегающий профиль – профиль, имеющий форму номинального профиля соприкасающийся с реальным профилем и расположенный вне материала детали так, чтобы отклонение от него наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение.
Различают:
прилегающая прямая;
прилегающая окружность;
прилегающая плоскость;
прилегающий цилиндр.
Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором. При измерении прилегающими поверхностями служат рабочие поверхности контрольных плит, интерференционных стекол, лекальных и поверочных линеек, калибров, контрольных оправок и т. д.
Приняты следующие буквенные обозначения:
а) Е отклонение формы или отклонение расположения поверхностей;
б) Т допуск формы или допуск расположения;
в) L длина нормируемого участка.
Отклонение формы
Отклонение формы это отличие формы реальной поверхности или реального профиля от формы номинальной поверхности или номинального профиля. Количественно отклонение формы оценивается наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности (профиля).
Отклонения формы цилиндрических поверхностей:
отклонение от круглости наибольшее расстояние Е от точек реального профиля до прилегающей окружности.
Д
 опуск
круглости Т
наибольшее допускаемое значение
отклонения от круглости.
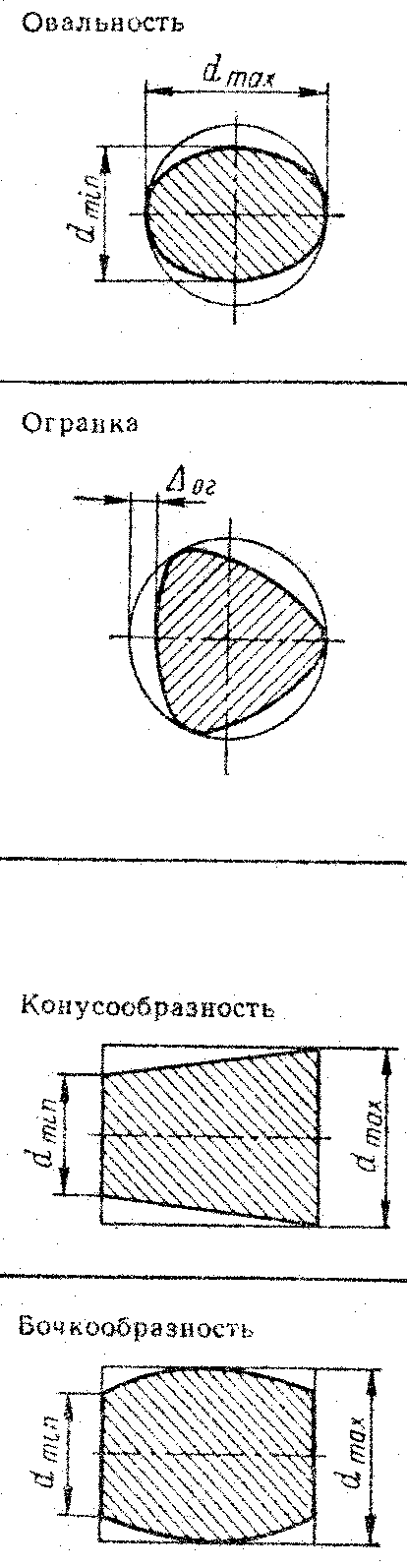
Частными видами отклонений от круглости
являются: овальность (откл. от кругл.,
при котором реальный профиль представляет
собой овалообразную фигуру, наименьший
и наибольший диаметры которой находятся
во взаимно перпендикулярных направлениях)
и огранка (откл. от кругл., при котором
реальный профиль представляет собой
многогранную фигуру). Огранка
может быть с четным и нечетным числом
граней. Овальность возникает напр.,
вследствие биения шпинделя токарного
или шлифовального станка, дисбаланса
детали и др., огранка
изменение положения мгновенного центра
вращения детали при бесцентровом
шлифовании.
опуск
круглости Т
наибольшее допускаемое значение
отклонения от круглости.
Частными видами отклонений от круглости
являются: овальность (откл. от кругл.,
при котором реальный профиль представляет
собой овалообразную фигуру, наименьший
и наибольший диаметры которой находятся
во взаимно перпендикулярных направлениях)
и огранка (откл. от кругл., при котором
реальный профиль представляет собой
многогранную фигуру). Огранка
может быть с четным и нечетным числом
граней. Овальность возникает напр.,
вследствие биения шпинделя токарного
или шлифовального станка, дисбаланса
детали и др., огранка
изменение положения мгновенного центра
вращения детали при бесцентровом
шлифовании.
![]()
2) отклонение от цилиндричности наибольшее расстояние Е от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка L.
3
Прилегающий
профиль
Реальный
профиль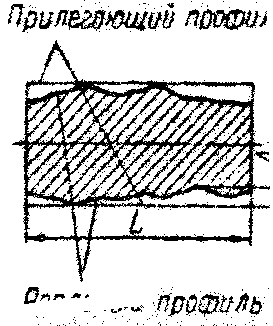
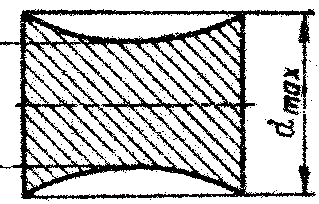
Частными видами отклонение профиля продольного сечения являются конусообразность (откл. проф. прод. сеч., при котором образующие прямолинейны, но не параллельны), бочкообразность (откл. проф. прод. сеч., при котором образующие не прямолинейны и диаметры увеличиваются от краев к середине сечения), седлообразность (откл. проф. прод. сеч., при котором образующие не прямолинейны и диаметры уменьшаются от краев к середине сечения). Бочкообразность возникает при обтачивании тонких длинных валов в центрах без люнетов, седлообразность из-за большого смещения вала по краям, конусообразность износ резца, несовпадение геометрических осей шпинделя и пиноли задней бабки станка и др.
а) конусность
б) бочкообразность
в) седлообразность
![]() .
.
4) отклонение Е от прямолинейности оси