6.1 Подготовка мастера к занятиям
Вводный инструктаж проводится в учебных мастерских. При проведении вводного инструктажа первая его часть будет проведена со всей группой одновременно так как в этой части будет раскрыта новая тема и проведен опрос по предыдущим темам для закрепления материала. Повторение тем пройденных тем позволит не только закрепить материал, но и создать базу для хорошего усвоения материала текущей темы. Во время второй части вводного инструктажа студенты будут распределены по кабинам и получат указания по упражнениям которые им необходимо выполнить.
Студенты во время изложения теоретического материала располагаются рядом с рабочим местом мастера таким образом чтобы им было хорошо видно мастера. Плакаты, применяемые на занятии, стенды и макеты газо-сварочного оборудования, а также хорошо слышно излагаемый мастером материал. При личном показе мастером примера упражнения студенты должны располагаться около демонстрационного стола, так чтобы им было хорошо видно показываемое упражнение и слышно пояснения мастера. Все это позволит лучше усвоить материал, а также позволит мастеру лучше построить занятие и возможно сократить потери времени.
Текущий инструктаж
Во время выполнения студентами операций мастер, путём целевых обходов, осуществляет контроль за выполнением операций студентами, при необходимости, исправляет их ошибки. Целевые обходы мастера оправданы так как они позволяют оперативно устранять ошибки студентов при выполнении упражнений, а также осуществлять контроль мастером. Если мастер видит что студент не испытывает трудностей, правильно выполняет приемы и операции в работу студента мастер не вмешивается. Если мастер видит что, у студентов есть типичные ошибки, то он приостанавливает выполнение упражнений и проводит повторный инструктаж, рассказывая студентам о типичных ошибках и способах их избежания, а также проводит повторно личный показ, указывая на типичные ошибки, это позволит студентам лучше усвоить как следует правильно выполнять упражнения или операцию, затем студенты вновь приступают к выполнению задания.
Для развития самостоятельности у студентов, мастер, выдав задание, раздаёт студентам инструкционные карты, в которых подробно рассказывается последовательность выполнения упражнения и требования к нему.
Заключительный инструктаж
На заключительном инструктаже мастер подводит итоги занятия о проделанной работе, говорит студентам о их успехах и ошибках, проводит анализ выполненных работ. Оценивает работы выполненные студентами согласно тем критериям оценок которые были разработаны для данного изделия по итогом занятия было выдано устное домашнее задание.
6.2 Разработка технологической карты занятия
Таблица 7 – Разработка технологической карты
Рабочий чертеж
|
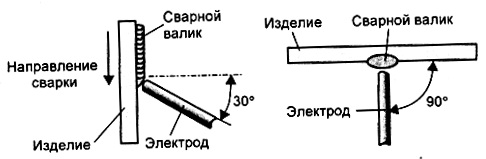
Инструкционно – технологическая карта для наплавки валиков в вертикальном положении. |
Материал заготовки |
Металлические пластины 200*200*3 |
||||||
Разряд работы |
2 разряд |
||||||||
Рабочая норма времени |
10 минут |
||||||||
Ученическая норма времени |
40 минут |
||||||||
№ п/п |
Порядок изготовления |
Инструкционные указания и технические требования |
Эскиз обработки
|
Инструмент |
Оборудование и приспособления
|
Режимы сварки
|
|||
Основной
|
Измерительный
|
||||||||
1
|
Внешний осмотр |
Внешний осмотр заготовок или деталей (выявить деформированные и дефектные детали или заготовки). Исправление дефектных деталей (правка)
|
|
Молоток, кувалда |
|
Слесарный верстак, слесарные тиски, молоток, кувалда |
|
||
2 |
Проверка размеров пластин |
Пластины должны соответствовать размером 200* 200*3мм, проверку производить рулеткой
|
|
|
Рулетка, штангельниркуль, |
Слесарный верстак, сварочный стол, рулетка, штангельциркуль |
|
||
3
|
Удаление загрязнений |
Пластины отчистить от краски, масла, ржавчины, пыли и т.д. Использовать металлическую щетку и ветошь |
|
Металлическая щетка, ветошь |
|
Слесарный верстак, слесарные тиски, металлическая щетка, ветошь, сварочный стол |
|
||
4 |
Укладка пластины на сварочный стол и их фиксация
|
Пластины уложить на сварочный стол в вертикальном положении и закрепить их спец. приспособлениями |
|
|
Угломер, шаблон |
Сварочный стол, специальное приспособление(струбцины, кондуктор, зажимы) |
|
||
5 |
Наплавка
|
Наплавку производить током 120А, наплавляя каждый следующий валик на 2/3 ширины предыдущего |
|
Электрододеожатель |
Штангельциркуль, глубиномер, линейка |
Сварочный стол, ВДМ 1001 электрододержатель, сварочная маска, балластный реостат, освещение, вытяжка |
Диаметр электрода зависит от толщины свариваемого металла, мм, силу сварочного тока выбираем исходя из формулы: Iсв = (20+6d)*d Iсв = 120 А |
||
6 |
Отбить шлак |
После остывания необходимо отбить шлак молотком, при этом необходимо использовать защитные очки. |
|
Молоток |
Штангельциркуль, глубиномер, линейка |
Сварочный стол, слесарный верстак, молоток, защитные очки |
|
||
7 |
Зачистить шов |
Зачистку шва производить металлической щеткой |
|
Металлическая щетка |
|
Слесарный верстак, сварочный стол, металлическая щетка, спец. приспособления. |
|
||