

Інвентар для шліфування.
Шліфування здійснюється безконечною шліфувальною стрічкою, натягнутою на шківи. Між тумбами станини розміщений робочий стіл, який рухається по напрямних за допомогою роликів. У верстата ШлПС-2 стіл нерухомий і розміщений горизонтально, а у ШлПС-2В — стіл і стрічка розміщені вертикально. Між шківами верстата з рухомим столом розміщений циліндричний стержень, що направляє утюжок, яким шліфувальна шкурка притискується до площини.
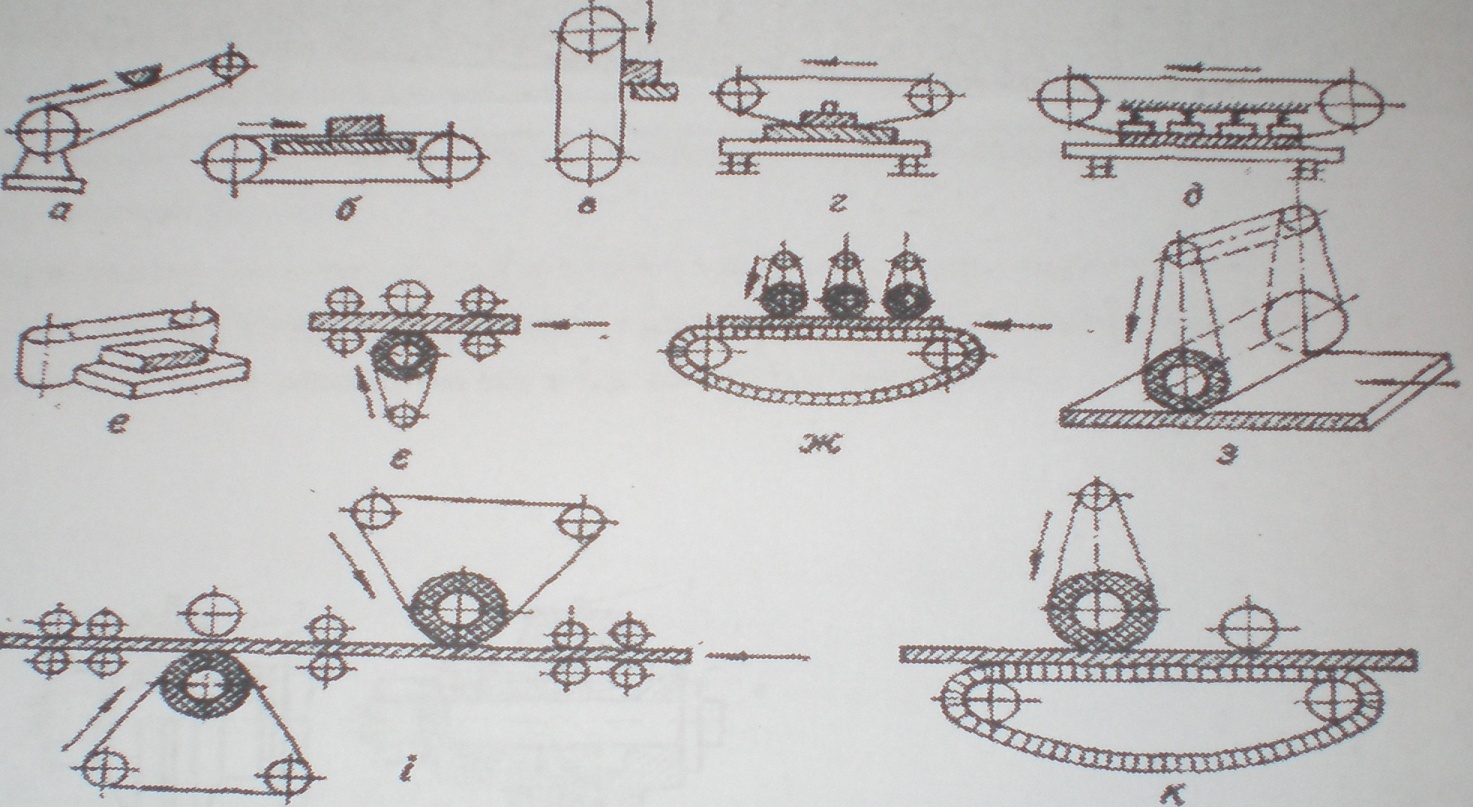
Схема шліфувальних верстатів:
а – з вільною стрічкою, б – з горизонтальним нерухомим столом, в – з вертикальним нерухомим столом, г – з рухомим столом і коротким утюжком, д – з рухомим столом і довгим секційним утюжком, е – з стрічкою розмішеною на ребро, є – з контактними барабанами одно стрічковий, ж – багато стрічковий, з – широко стрічковий з контактним барабаном одно стрічковий. і – теж двострічкови, к – теж комбінований з барабаном і шліфувальним циліндром.
Інструмент рейсмусового верстату, та схеми праці.
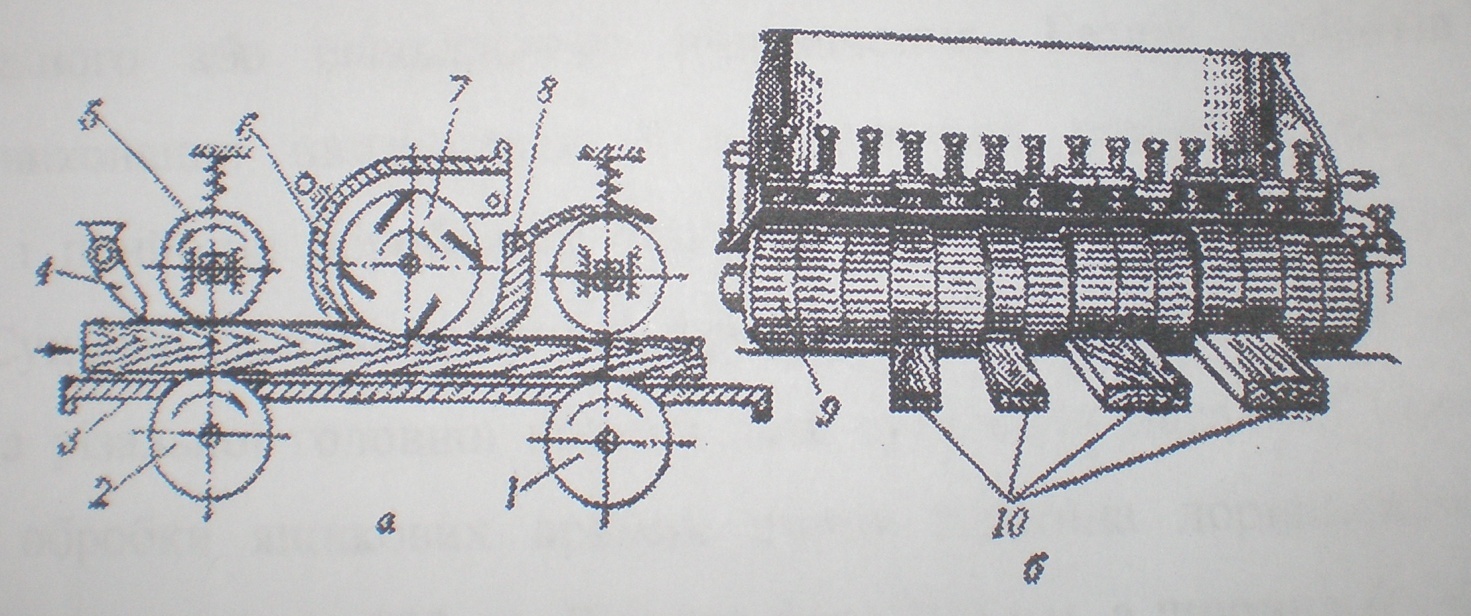
Принципи схеми рейсмусового верстата.
а – технологічна схема роботи верстата, б – схема роботи секційного валика нижній задній валець, 1-2 – нижній передній валець. 3 – етіл. 4 – гребінка проти викидання. 5 – вал переднього верхнього подавального вальця. 6 – притискував – підпір. 7 – ножовий вал. 8 – задній притискач. 9 – секційне кільце.
10 – заготовки
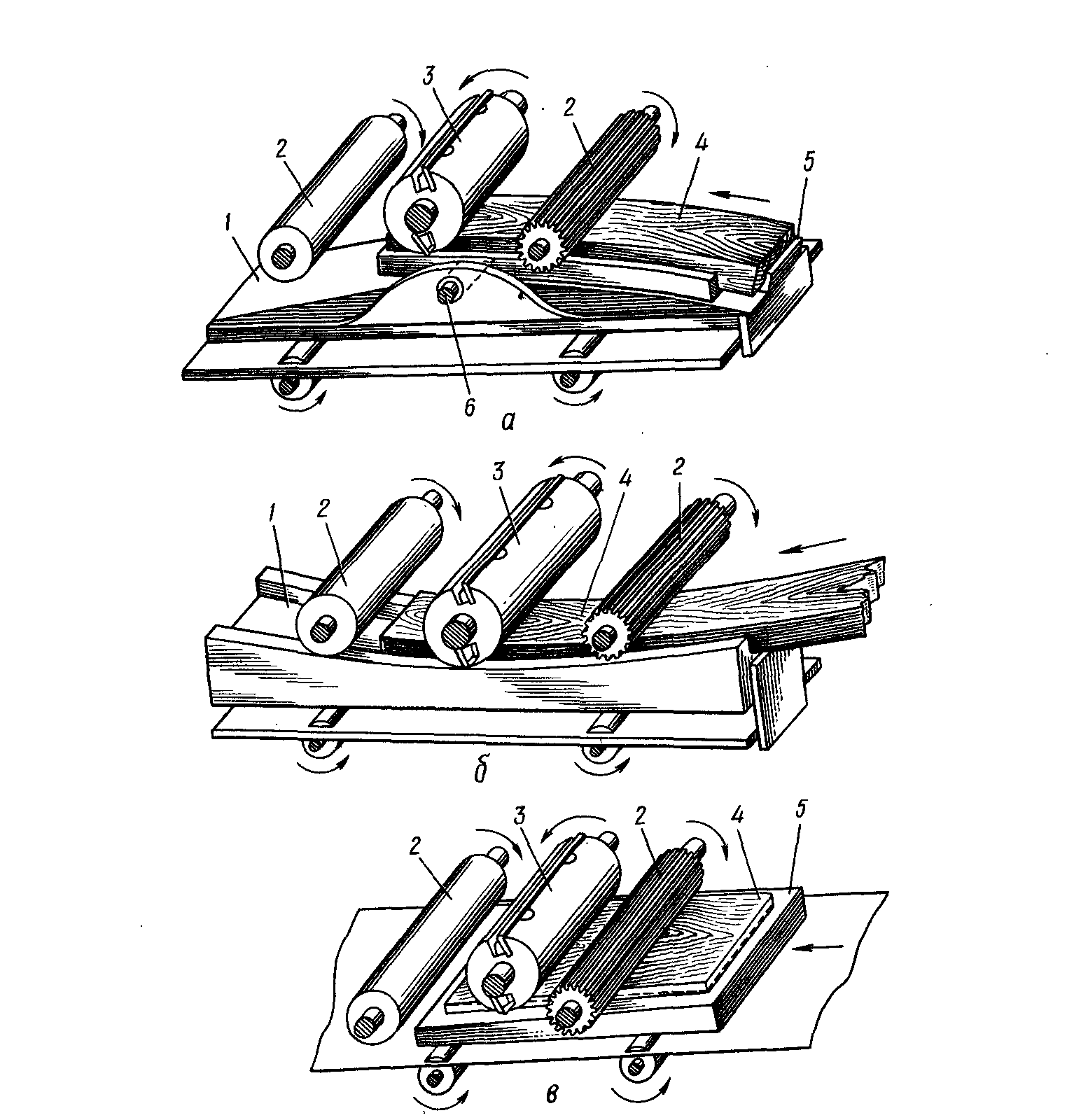
Пристрій для простругування заготовки на рейсмусових верстатах з поверхнею:
в – опуклою, б – увігнутою, в – з непаралельною площиною; 1 – підставка, 2 – подавальні вальці, 3 – ножовий вал, 4 – заготовка, 5 – пугала, 6 – ролик підставка
Опис
технологічного процесу
Кожен столярний виріб складається із ряду деталей та збірних одиниць. Кожна деталь у виробі має певний процес обробки. Обробка деталей складається із окремих операцій. Всі операції разом узяті складають технологічний процес.
Технологічний процес - це процес, який об'єднує всі прийоми і методи, які застосовуються для перетворення вихідної сировини та матеріалів у готову продукцію.
Технологічний процес поділяється на стадії, а стадії на операції.
Кожну операцію, що охоплює відповідний етап технологічного процесу називають стадією. Елементарну частину стадії технологічного процесу, яку виконують на певному робочому місці, відповідним інструментом, або на відповідному обладнанні називають технологічною операцією. Групування стадій на дрібні операції сприяє підвищенню продуктивності, даючи змогу робітникові краще освоїти окремі нескладні операції і раціональніше застосовувати шаблони і пристрої. Операції можуть бути позиційними і прохідними. Прохідні операції виконують під час проходження заготовки через верстат. Це сприяє підвищенню продуктивності праці і створює умови для точного виробництва. Позиційні операції виконують при закріпленні заготовки у певній позиції.
Поперечний та поздовжній розкрій пиломатеріалів на заготовки, для склеювання кришки та подальшої обробки ніжки. На круглопилковому універсальному торцювальному верстаті Ц-6. Також цей верстат використовуємо для розпилювання заготовок царг.
Усі ці операції виконуються з припуском на подальшу їх обробку. Далі виконуємо фугування цих заготовок на верстаті марки СФ6-1 для створення базових сторін цих усіх заготовок. Подальша обробка заготовок виконується на рейсмусовому верстаті марки СР-8, щоб створити точні розміри деталей та заготовок.
Підготовлені заготовки на склеювання кришки, ніжок та царг змащуємо клеєм та затискаємо в пневматично-шланговий прес дотримуючись усіх режимів склеювання. Після того, як склеєні заготовки кришки стола, ніжок та царг пропускаємо через рейсмусовий верстат марки СР-8, щоб отримати їхній точний розмір для подальшої обробки, здійснюємо виготовлення кожної деталі окремо. Беремо заготовку на основи, яка має точний розмір і визначаємо перетин діагоналей на її торцях, щоб рівно закріпити її на токарному верстаті марки ТС -40. Згідно креслення та розмітки виконуємо точіння основи стола, періодично контролюючи деталь щодо точності штангенциркулем. Операції шліфування виконуємо безпосередньо на верстаті дотримуючись правила з охорони праці. Виконавши всі основні операції, приступаємо до безпосереднього виготовлення кришки. Для цього беремо заготовку кришки і за допомогою шаблону обробляємо її на стрічко пильному верстаті марки ЛС-80.Після виготовлення профілю кришки його обробляють на фрезерному верстаті марки ФС-1. Такими самими операціями користуємося для виготовлення ніжок і поперечних брусків, тільки для кожного із них буде свій профіль. По закінченню цих операцій приступаємо до висвердлення пазів. Цю операцію ми виконуємо за допомогою свердлильного верстата марки СвПГ-2. Всі ці операції виконуємо згідно кресленню. Після виготовлення всіх деталей, приступаємо до склеювання деталей. Задопомогою клею ПВА, шкантів і струбцин приклеюєм до основи ножки. Після того як дали технологічну видержку виробу приклеюєм горизонтальні бруски, і по закінченню прикручуємо кришку до горизонтальних брусків за допомогою шурупів.
Зібравши виріб можемо приступити до його опорядження, яке здійснюємо за допомогою ручного пнемо-розприскувача марки К-260 фірми В08СН. Коли вона висохла ми знімаємо ворс, який піднявся, за допомогою шліфувальної шкурки невеликої зернистості. Після цього здійснюємо повторне опорядження нітроцелюлозним лаком НЦ-248.