

1 Узел. Непосредственно сварочная головка, включающая электродвигатель, механизм подачи проволоки, токопроводящий мундштук и пульт управления;
Рис.3.11.
Сварочная головка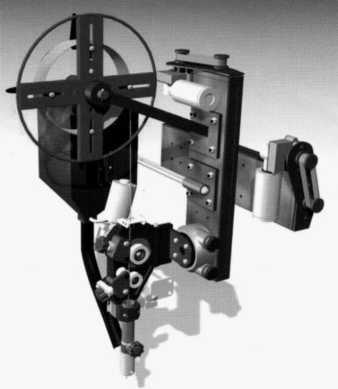
Рис.3.12.
Сварочная головка на сварочном портале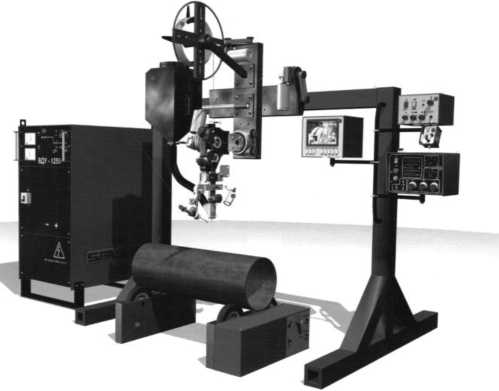
Рис.3.13.
Сварочные головки на сварочной консоли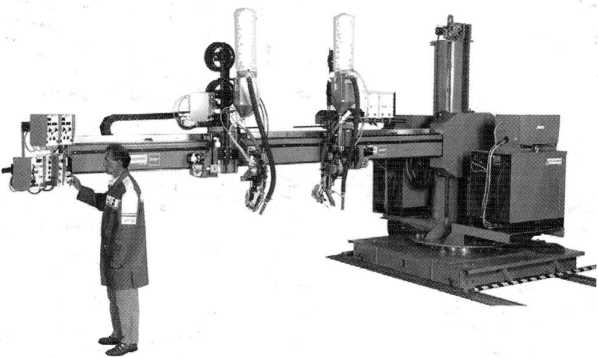
узел. Подвесной механизм, состоящий из подъемного механизма для подвески и вертикального подъема самой сварочной головки; бункера с флюсом и аппарата для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер, а также кассеты с электродной проволокой;
узел. Самоходная тележка, состоящая из электродвигателя, от которого движение передается ведущим колесам тележки.
На рис.В.26 представлены сварочные головки шведской фирмы «ESAB», которая является одним из мировых лидеров в области сварочного оборудования и сварочных материалов.
Сварочная головка, изображенная на рис.В.26, в может быть использована при сварке как в среде защитных газов, так и под флюсом. Для этого необходимо присоединить бункер с флюсом.
На рис.В.27 изображен процесс сварки балки сварочной головкой, смонтированной на П - образной раме. Рама может передвигаться по направляющим, установленным на полу, вдоль балки Сама сварочная головка может перемещаться вверх или вниз, по специальному устройству и вместе с рамой вдоль сварного шва. Пользуясь изображенной установкой, можно сваривать длинномерные конструкции типа балок и колонн различных поперечных сечений.
Современное международное обозначение автоматической сварки SAW
SAW - (Sudmerged Arc Welding) - (дуговая сварка под флюсом) - автоматическая сварка под флюсом.
•••
Преимущества и недостатки автоматической сварки
Основными преимуществами автоматической сварки
являются:
снижение трудоемкости за счет автоматизации процесса сварки;
высокая производительности труда, которая в 5-10 раз выше по сравнению с ручной дуговой сваркой. Это достигается благодаря большой силе тока, в результате чего резко возрастает глубина проплавления и появляется возможность сварки элементов большой толщины без разделки кромок за один проход;
снижение трудоемкости работ по разделке кромок. При высоких значениях сварочных токов за один проход сваривают элементы большой толщины;
снижение расхода сварочных материалов за счет снижения потерь на угар и разбрызгивание, а также отсутствием потерь на огарки электродов. При ручной сварке эти потери достигают 20^30%, в то время как при автоматической сварке под флюсом они не превышают 2^5%;
высокое качество металла шва и сварного соединения в целом. Высокому качеству металла шва и сварного соединения способствует надежная защита зоны расплавленного металла от взаимодействия с кислородом и азотом, легирование металла шва, увеличение плотности металла при медленном охлаждении под слоем застывшего шлака. В результате этого улучшается форма шва, стабилизируются его размеры по длине и ширине, обеспечивается постоянным его химический состав. Уменьшается вероятность образования дефектов в сварном шве;
облегчение условий работы сварщика и повышение культуры производства. При автоматической сварке дуга закрыта слоем шлака и флюса, выделение вредных газов и пыли не значительное, поэтому нет необходимости в защите зрения и лица сварщика от воздействия излучений дуги (рис.В.21 и В.22) , а для вытяжки газов достаточно естественной вытяжной вентиляции;
экономия электроэнергии при автоматической сварке за счет более рационального использования тепла сварочной дуги. Затраты электроэнергии при автоматической сварке уменьшаются на 30-40 % по сравнению с ручной дуговой сваркой.
Основными недостатками автоматической сварки являются:
повышенная жидкотекучесть расплавленного металла и флюса, поэтому сварка возможна только в нижнем положении или с небольшим уклоном не более 10-150;
при увеличенном зазоре возможно вытекание расплавленного металла и флюса и образование в шве дефектов;
невозможность применения автоматической сварки в коротких швах и труднодоступных местах;
ограниченная маневренность сварочных автоматов и производство сварки главным образом в нижнем положении.