Полимеры
- это высокомолекулярные соединения,
молекулы которых состоят из
многочисленных повторяющихся (или
чередующихся) атомных группировок,
соединенных между собой химическими
связями в длинные линейные цепи
(макромолекулы). Макромолекулы
могут иметь ответвления и образовывать
сетчатые структуры.
Обширная
группа наиболее крупнотоннажных
полимеров - карбоцепные,
макромолекулы которых имеют скелет,
построенный из атомов углерода.
Типичными представителями полимеров
этого класса можно назвать
полиэтилен, полипропилен,
полиизобутилен, полиметилметакрилат,
поливиниловый спирт и множество
других. Фрагмент макромолекулы
первого из них имеет следующее
строение:
[-СН2-СН2-]n.
В
зависимости от реакции на нагревание
полимеры подразделяются на
термопласты и
реактопласты.
Особенность термопластов состоит
в том, что при нагревании они
размягчаются и переходят в
вязкотекучее состояние, в дальнейшем
при охлаждении становятся твердыми.
Поведение
при нагревании отличает термопласты
от термореактивных материалов или
реактопластов, которые при нагревании
размягчаются на некоторое время,
затем быстро твердеют и теряют
способность к повторному переходу
к пластичному состоянию.
Методы
синтеза термо- и реактопластов
представлены на рис 18.
Способы
производства полимеров



Поликонденсация
–
это
процесс соединения
друг с другом
одного или нескольких
мономеров,
содержащих две и более
функциональных
групп, сопровождаемый
отщеплением
низкомолекулярных
продуктов
Полимеризация–
это процесс соединения
друг с другом
большого числа молекул
мономера за
счет раскрытия
двойных
связей
Рисунок
18 - Методы синтеза термо- и
реактопластов
Для
расширения спектра свойств
полимерных материалов в их состав
вводят наполнители, красители,
пластификаторы и другие целевые
добавки (аддитивы), полученные
композиции и называются пластмассы
(рис. 19).

Рисунок
19 - Состав полимерной композиции
Иногда
выделяют группу "специальных"
термопластов. К ним относят
материалы, содержащие антипирены
(материалы с повышенной стойкостью
к горению), электропроводящие
добавки (антистатические,
электропроводящие, ЭМИ-экранирующие
материалы), антифрикционные добавки
(материалы с пониженным коэффициентом
трения), добавки, придающие
износостойкость и др.
Кроме
термопластов и реактопластов к
классу высокомолекулярных полимерных
материалов относят эластомеры,
имеющие крупноячеистую структуру.
Среди
термопластов выделяют особую
группу термопластичных эластомеров
или термоэластопластов
(TPE), которые по технологическим
свойствам являются обычными
термопластами, а по эксплуатационным
подобны каучукам и резинам, т.е.
способны к большим обратимым
деформациям. В зависимости от
температуры долговременной
эксплуатации термоэластопласты
также подразделяют на материалы
общего назначения и инженерно-технического
назначения.
Схематично
строение полимерных материалов
представлено на рис.20
линейная
/ древовидная крупноячеистая
мелкоячеистая
во всех направлениях Термопласты
Эластомеры
Реактопласты
Термопласты
Эластомеры
Реактопласты
Рисунок
20
-
Надмолекулярная структура полимеров
Классификация
термопластов по эксплуатационным
свойствам
Пластмассы достаточно условно
делят на группы (в различных изданиях
приводятся разные критерии
классификации):
- Материалы
общего назначения или общетехнического
назначения;
-Конструкционные
пластмассы или пластмассы
инженерно- технического
назначения;
-Суперконструкционные
или высокотермостойкие полимеры.
Структура
рынка термопластов представлена
на рис.21

Рисунок
21 – структура рынка термопластов
Крупнотоннажные
полимерные материалы
Нередко
в литературе выделяют группу
крупнотоннажных материалов, к
которым относят полиэтилен (PE) и
полипропилен (PP). основные стирольные
пластики (PS) и особенно АБС (ABS),
акрилаты, ПВХ (PVC) и бутылочный ПЭТ
(PET). Сравнительная
характеристика крупнотоннажных
полимеров представлена в Таблице1
Таблица
1 - Сравнительная
характеристика крупнотоннажных
полимеров
Тип
поли-меров
|
Полимер
|
Функциональные
особенности
|
Недостатки
|
Полиолефины
|
Полиэтилен
высокого давления (ПЭВД, ПЭВД/ЛПЭВД)
|
Отличная
термосвариваемость, высокая
морозостойкость, эластичность,
удовлетворительная прозрачность,
сопротивляемость влаге и пару
|
Низкая
стойкость к маслам и жирам; низкая
стойкость к проколу; Проницаемость
для многих газов
|
Полиэтилен
низкого давления (ПЭНД)
|
Термосвариваемость,
стойкость к проколу; устойчивость
к проникновению газов в 5-6 раз
выше, чем у ПЭВД; более высокая,
чем у ПЭВД, прочность и теплостойкость
|
Низкая
стойкость к маслам и жирам;
температура сварки выше, чем у
ПЭВД
|
Полипропилен
(ПП)
|
Прозрачность,
высокая прочность, жесткость и
термостойкость; средняя
проницаемость для газов и низкая
— для паров воды; способность к
термоформованию и печати;
отсутствие усталости при изгибе
|
Потеря
свойств при низких температурах;
температура сварки выше, чему ПЭ
|
Стирольные
пластики
|
Полистирол
(ПС)
|
Хорошая
термоформуемость, стойкость к
кислотам, щелочам, влагонепроницаемость,
прозрачность; стоек при низких
температурах, проявляет в
этих
условиях снижение
паропроницаемости
|
Хрупкость;
легкая воспламеняемость; низкие
барьерные свойства по отношению
к газам
|
Сополимер
стирола с каучуком (УПС)
|
Высокая
ударная прочность; отличная
термоформуемость; хладотекучесть
|
Меньшая
термостойкость, прочность при
растяжении, чем у ПС; низкая
светостойкость
|
Сополимер
акрилонитрила, бутадиена и стирола
(АБС)
|
Более
высокая, чем у ПС, химическая
стойкость; высокая атмосферостойкость;
высокая жесткость; более высокая,
чем у ПС, химическая стойкость
|
Высокая
вязкость расплава; не стоек к
УФ-излучению; непрозрачен; низкие
электроизоляционные свойства
|
Виниловые
пластики
|
Жесткий
поливинилхлорид (ПВХж)
|
Хорошая
термоформуемость; высокий блеск
и прозрачность; высокая устойчивость
к маслам, жирам, воде и УФ-излучению;
твист-эффект
|
Полупроницаем
для кислорода; худшая, чем у
полиолефинов, паропроницаемость;
термическая нестабильность
|
Пластифицированный
поливинилхлорид (ПВХп)
|
Прочность;
высокий блеск и прозрачность;
высокая устойчивость к маслам,
жирам, проколам и УФ-излучению;
способность к печати красками
|
Накопление
статического заряда; худшая, чем
у полиолефинов, паропроницаемость;
выпотевание пластификаторов
|
Поливинилиденхлорид
(ПВДХ)
|
Высокая
прозрачность; устойчивость к
проникновению жира, масла, паров,
жидкостей, запахов и газов;
химическая стойкость
|
Сложность
переработки отходов из-за выделения
хлора при высоких температурах;
чрезвычайная мягкость; требует
коррозионностойкого оборудования
|
Прочие
пластики
|
Поликарбонат
(ПК)
|
Высокие
термостойкость, прозрачность и
ударная вязкость; способность к
тепловой сварке; термоформуемость
с высокими значениями вытяжки
|
Высокая
проницаемость для паров и газов;
высокая вязкость расплава при
переработке
|
Полиуретан
(ПУ)
|
Высокая
износостойкость, эластичность,
стойкость к бензинам и маслам;
термоформуемость; устойчивость
к УФ-излучению; морозостойкость
|
Горючесть;
склонность к тепловому старению
и термоокислительной деструкции;
экологические проблемы при
переработке
|
Полиамид
(ПА)
|
Высокая
устойчивость к проникновению
кислорода и средняя — двуокиси
углерода; высокая прочность,
термоформуемость, термостойкость
|
Горючесть;
склонность к тепловому старению
и термоокислительной деструкции;
экологические проблемы при
переработке
|
Полиэтилентерефталат
(ПЭТ)
|
Устойчив
к кислотам и растворителям;
высокая прочность, долговечность,
устойчивость к истиранию; хорошие
барьерные свойства по отношению
к кислороду и водяным парам;
теплостойкость
|
Практически
не подлежит тепловой сварке; в
отсутствии добавок имеет очень
высокий коэффициент трения
|
Сополимер
этилена с виниловым спиртом
(ЭВАЛ)
|
Очень
высокий барьер для газов и
ароматов; адгезионная совместимость
при соэкструзии с ПА
|
Потеря
барьерных свойств при увлажнении;
требует защиты от влаги соседними
слоями
|
Сополимер
этилена с винилацетатом (ЭВА)
|
Хорошая
термосвариваемость при низких
температурах; адгезионная
совместимость при соэкструзии;
сопротивляемость изломам; гибкость
|
Специфический
запах от продуктов деструкции
при высоких температурах
|
Виды
наполнителей
для полимерных материалов.
Структура
потребления наполнителей для
полимерных композиций представлена
на рис.22. Наполнители
могут значительно изменять
эксплуатационные и технологические
свойства термопластов.
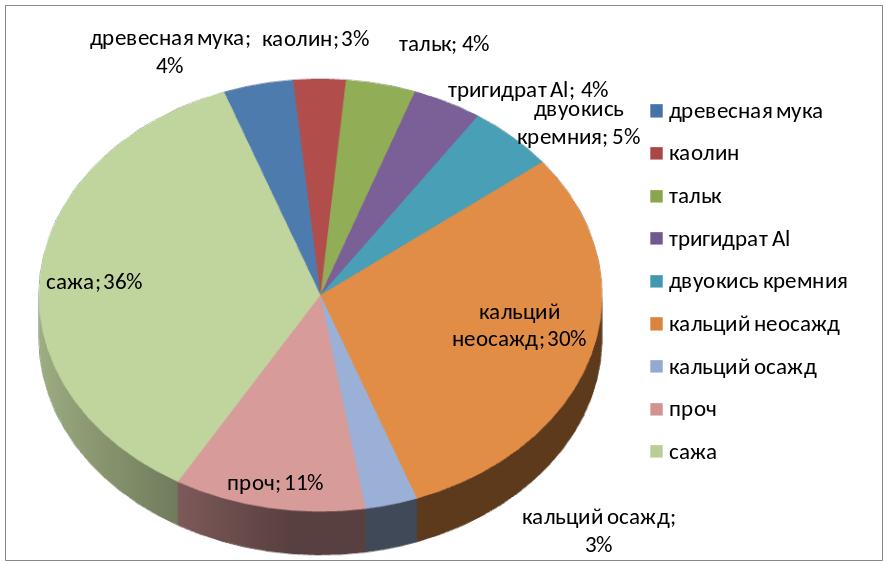
Рисунок
22 - Структура потребления наполнителей
для полимерных материалов в Западной
Европе.
В
последние годы большое распространение
получили материалы, наполненные
стекловолокном, так называемые
стеклопластики
(рис. 23),
традиционно широко используются
материалы, содержащие углеродное
волокно
(углепластики), однако
наиболее востребованным видом
наполнителей для полимерных изделий
является сажа, применяемая при
производстве шин.
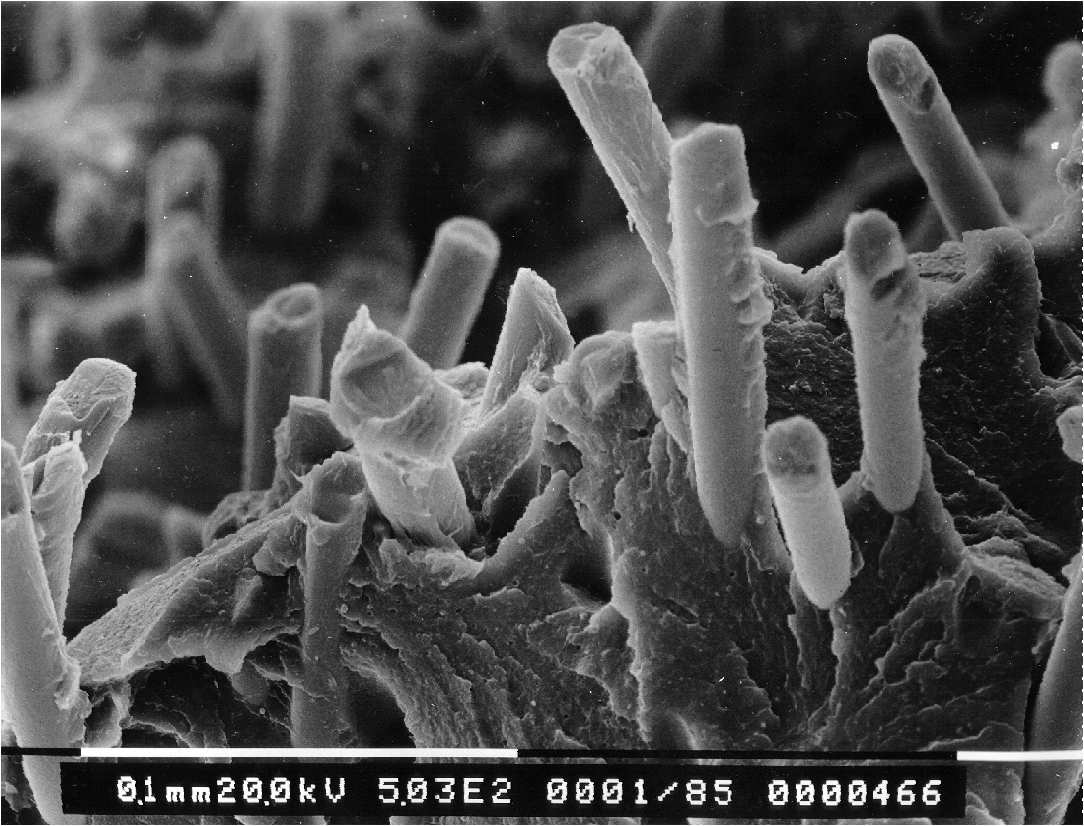
Рисунок
23 - Стекловолокно в полимерной
(полиамидной) матрице
Общие
представления об основных процессах
в производстве изделий из пластмасс
Технологический
процесс производства изделий из
пластмасс включает: входной
контроль сырья, подготовку сырья
к переработке, основной процесс
(формование) и операции по комплектации
изделий или (при необходимости)
отделочные операции, контроль
качества продукции.
7.1.Входной
контроль и аппаратное оформление
для
подготовки сырья
Входному
контролю сырья на производстве
уделяется большое внимание. Свойства
полимерных материалов, определяющие
их поведение в процессе переработки,
принято называть технологическими.
Наиболее важными технологическими
свойствами полимерного сырья
являются:
Наиболее
распространенные виды дефектов
полимерных изделий (рис.24), возникшие
вследствие избыточного влагосодержания
сырья:
серебрение,
разводы, волнистость, пористость,
пузыри и раковины, трещины, отслоение
поверхности, коробления, изменение
цвета, нестабильность размеров,
снижение глянца

Рисунок
24 -Примеры дефектов изделий,
возникшие вследствие избыточного
влагосодержания сырья
Существует
несколько способов оценки влажности
полимерных материалов. Наиболее
простой способ - сушка образца в
термошкафу до постоянной массы.
Недостатки этого метода – невысокая
точность и продолжительность. В
настоящее время для оценки влажности
полимерного сырья используют
приборы экспресс-контроля (рис.26)
(влагомеры). При проведении анализа
влагосодержания полимеров навеску
гранул загружают в ячейку влагомера
и подвергают нагреву по программе,
прибор автоматически регистрирует
потерю влаги и летучих.
Текучесть
расплавов
полимеров оценивается посредством
определения параметра, называемого
Показатель текучести расплава
(ПТР). ПТР характеризует скорость
течения расплава термопласта
через капилляр стандартных размеров
при заданных значениях температуры
и давления (рис.27). ПТР выражают в
граммах экструдированного в
течение стандартного времени
(10мин) полимера. Чем больше ПТР,
тем выше текучесть расплава
полимера и ниже его вязкость.
Для
изучения методик определения
технологических свойств полимеров
на кафедре ОРПП сформирован комплекс
исследовательских приборов и
приборов для экспресс- анализа
характеристик сырья:
приборы
входного контроля :

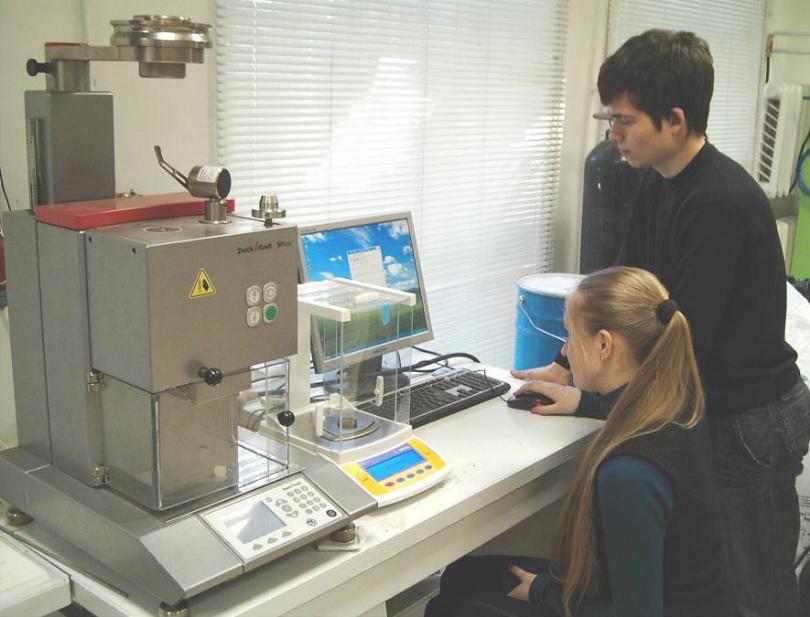
Рисунок
26 - Влагомер Рисунок 27 - Прибор
для определения ПТР
Подготовительные
операции
Сушка
полимерного сырья
В
зависимости от специфики используемого
полимерного сырья возникает
необходимость в предварительной
подготовке полимеров к переработке.
В ходе учебного процесса по профилю
151000 будут рассмотрены различные
аппаратные решения для подготовки
высоковязких, низковязких,
порошкообразных и гранулированных
полимерных материалов для самых
различных технологических процессов.
Наибольшее внимание будет уделено
операциям с гранулированным сырьем.
После проведения входного контроля
сырья в ряде случаев необходимо
подвергнуть его сушке. В качестве
основных способов сушки применяются
конвекционная сушка, сушки сухим
воздухом, вакуумная сушка сырья
(рис.28).

Рисунок
28 - Система сушки сухим воздухом
KKT55 фирмы «KOCH-TECHNIK»
В
ходе практических занятий на
кафедре ОРПП будут продемонстрированы
несколько независимых технологий
сушки, дозирования (рис.29) и
металлосепарации гранулированных
полимерных материалов.

Рисунок
29 - Система объемного дозирования
с двухкомпонентным загрузчиком
фирмы «KOCH-TECHNIK»
Измельчение
полимерных отходов
Полимерное
сырье – многокомпонентная система,
которая состоит из первичного
полимера, целевых добавок (при
необходимости), а также может
содержать измельченные отходы
(бракованные изделия, литники и
т.п.), так называемое вторичное
полимерное сырье. Для возвращения
технологических отходов производства
(брак, литники) необходимо
предварительно их измельчить.
Выбор оборудования для измельчения
отходов пластмасс производится
в соответствии с рекомендациями,
представленными на рис.30
Рисунок
30 -Рекомендации по выбору оборудования
для измельчения полимерных
материалов
Наиболее
распространенным видом оборудования
для измельчения отходов термопластов
является роторно-ножевые дробилки.
Принципиальная схема роторно-ножевой
дробилки представлена на рис.31,
общий вид ножевой дробилки – см.
рис. 32
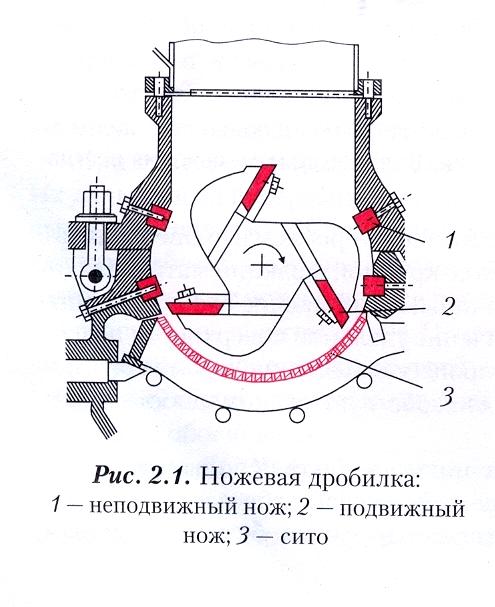
Рисунок
31- Схема роторно-ножевой дробилки
1-неподвижный
нож;
2-подвижный
нож; 3-сито

Рисунок
32-Общий вид ножевой дробилки
Смешение,
сепарация полимерных композиций
Для
совмещения полимерного сырья с
отходами или целевыми добавками
осуществляется смешение компонентов.
Смешением
(перемешиванием) называют
технологический процесс с целью
создания однородной массы, состоящей
из нескольких компонентов,
обеспечения максимально полного
и равномерного по всему объему
контакта реагирующих компонентов
и т. п.
Рекомендации
по выбору метода смешения представлены
в Таблице 2.
Таблица
2 – Рекомендации по выбору
смесительного оборудования для
подготовки полимерных композиций
 Наиболее
распространенным видом оборудования
для смешения первичного и вторичного
сырья является смеситель типа
«пьяная бочка» (рис.33).
Наиболее
распространенным видом оборудования
для смешения первичного и вторичного
сырья является смеситель типа
«пьяная бочка» (рис.33).

Рисунок
33 - Смеситель полимерных композиций
типа «пьяная бочка»
Для
защиты оборудования от металлических
включений используется магнитный
и индукционный металлосепаратор.
Магнитная сепарация – удаление
металлических включений и предметов
с целью предотвращения поломки
обрабатывающих машин; удаление
примесей железа или железосодержащих
минералов, загрязняющих сырье.
Периферийное
оборудование
Для
подачи и дозирования сырья в бункеры
перерабатывающего оборудования
на предприятиях реализованы как
ручные, так и автоматические способы
объемного и весового дозирования
до 5 компонентов в одной смеси, в
том числе и жидких красителей
(компонентов) (рис.34). Дозированием
называют непрерывную или цикличную
подачу материала в заданных по
объему или массе количествах.

Рисунок
34 – системы подачи полимерного
сырья
На
рис.35 представлены технологические
схемы подготовки сырья, реализованные
на кафедре ОРПП.
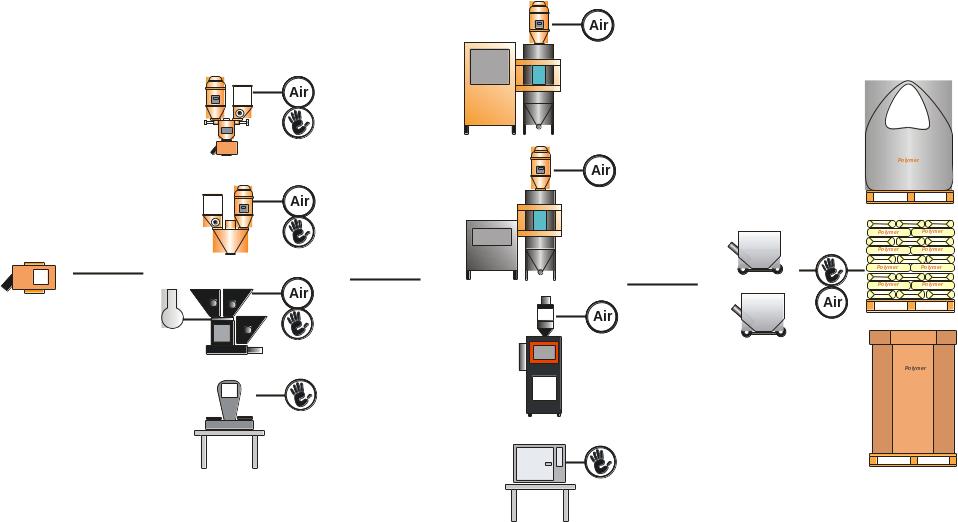
-
Сушка сухим воздухом ЕКО 110 с
вакуумзагрузчиком
-
Сушка сухим воздухом KKT
55 с вакуумзагрузчиком
-
Вакуумная сушка MAGUAER
с вакуумзагрузчиком
-
Термостат конвекционной сушки
-
Дозатор объемный со смесителем и
вакуумзагрузчиком (3 компонента)
KOCH-TECHNIK
-
Дозатор весовой со смесителем и
вакуумзагрузчиком (2 компонента)
KOCH-TECHNIK
-
Дозатор весовой со смесителем и
вакуумзагрузчиком (до 5 компонентов)
MAGUAER
-
Весы различной точности (точность
от 0.1 до 0.0001г)
-
Металлосепаратор индукционный
KOCH-TECHNIK
Рисунок
35-Технологические схемы подготовки
полимерного сырья
Основные
технологические процессы
переработки пластмасс
Для
производства изделий из пластмасс
может быть предложено несколько
технологий. Выбор оптимальной
технологии определяется видом,
размером, дизайном, серийностью
изделия, а также используемым
полимерным сырьем.
Однако,
следует иметь в виду, что погонажные
изделия (профили трубы листы и
т.п.) получают на экструзионных или
валково-каландровых линиях.
Штучные
(дискретные) изделия из термопластов
изготавливаются литьем под
давлением, экструзионно-выдувным
методом или вакуум-формованием из
листов.
Полые
изделия (флаконы, канистры) –
производятся раздувом литьевой
или экструзионной заготовки или
ротационным формованием.
Изделия
из реактопластов – изготавливают
на этажных прессах.
В
процессе изучения специальных
дисциплин будут подробно рассмотрены
технологические аспекты и аппаратное
оформление основных процессов
переработки пластмасс в изделия.
Далее представлена краткая
характеристика технологий
производства полимерных изделий.
На
рис.36 представлены наиболее
распространенные процессы
переработки пластмасс.
 Рисунок
36 –Методы переработки полимерных
материалов в изделия
Рисунок
36 –Методы переработки полимерных
материалов в изделия
Законченные
технологические цепочки являются
основой учебно-производственных
комплексов, созданных на кафедре
ОРПП. В настоящее время реализованы
несколько основных направлений:
литье под давлением пластмасс,
экструзия рукавной пленки, свободная
экструзия профилей, прессование,
регрануляция отходов и др.
Литье
под давлением пластмасс
Стадии
процесса литья под давлением:
1.
загрузка гранул полимера в бункер
2.
пластикация полимерного сырья в
материальном цилиндре
3.
накопление дозы расплава в форкамере
шнека
4.
смыкание материального цилиндра
с литниковой втулкой в неподвижной
полуформе
5.
впрыск расплава полимера при осевом
перемещении шнека (шнек перемещается
как плунжер), форма наполняется
расплавом
6.
остывание полимера в охлаждаемой
форме, размыкание формы, выталкивание
изделия
7.
одновременно со стадией 6 производится
набор следующей дозы расплава
вращающимся шнеком (при этом шнек
отодвигается назад)
8.
после набора дозы расплава вращение
шнека прекращается, цикл повторяется
см. п.п.4-6
На
рис. 37 представлена схема
термопластавтомата для литья под
давлением пластмасс.
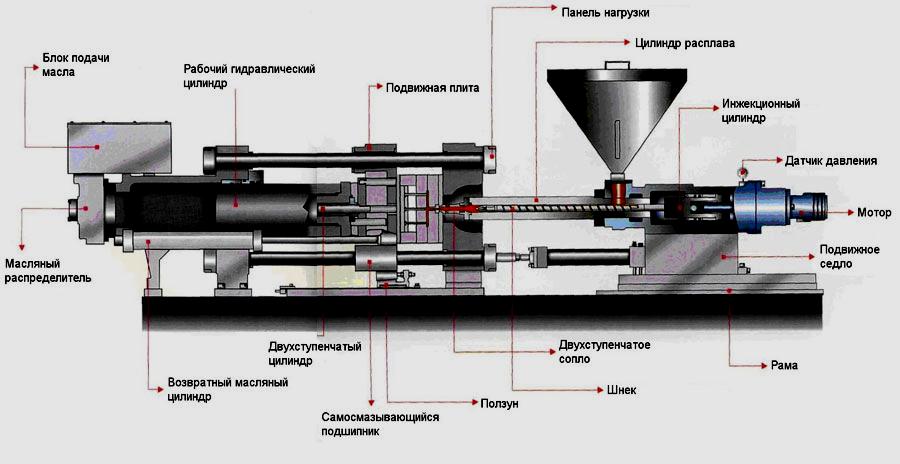
Рисунок
37- Схема устройства термопластавтомата
Пример
технологической цепочки процесса
литья под давлением термопластов,
представленной в машинном зале
кафедры ОРПП, приведена на рис.38
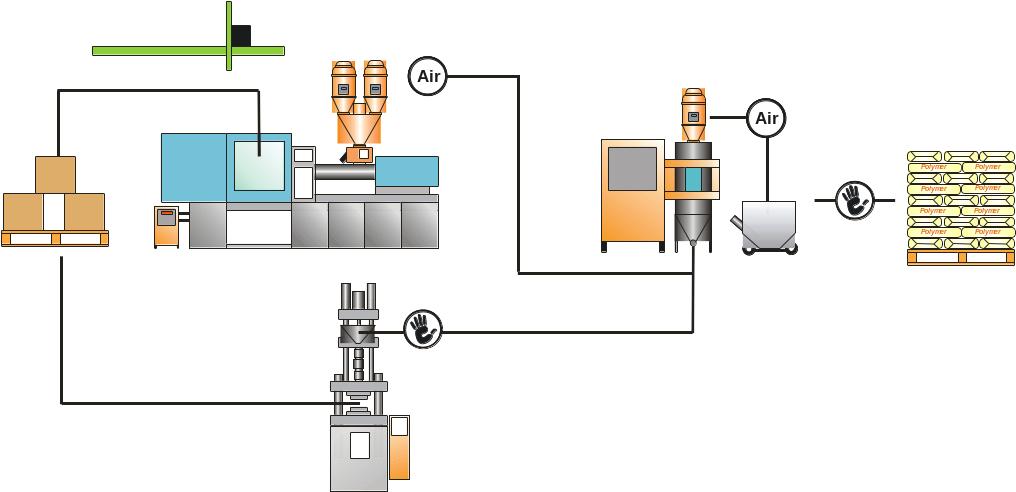
-
Сушка сухим воздухом ЕКО 110 с
вакуумзагрузчиком
-
Машина для литья под давлением
SUMITOMO
SHI
DEMAG
SYSTEC
50-200
-
Машина для литья под давлением
SURELLY
LLP
250
-
Дозатор объемный со смесителем и
вакуумзагрузчиком
-
Робот линейный ERC
-
Термостат косвенного охлаждения
GWK
CS
90
-
Форма литьевая учебная
Рисунок
38 - Технологическая цепочка процесса
литья под давлением термопластов
Экструзия
полимеров
Основное
оборудование экструзионных линий
–экструзионный агрегат (рис.39 )

Рис.39
– Общий вид экструдера
Принципиальная
схема экструдера представлена на
рис.40
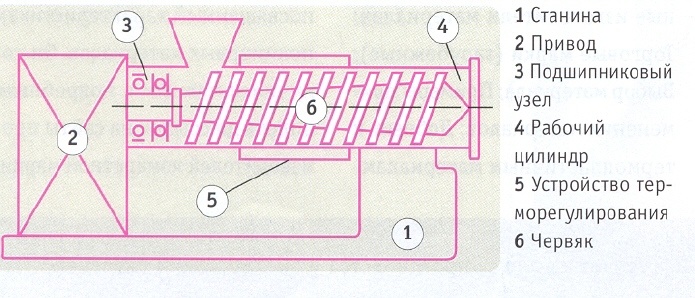
Рисунок
40 -Типовая схема одночервячного
экструдера
Стадии
процесса экструзии погонажных
изделий представлены в виде схемы
на рис. 41
 Рисунок
41 -
Стадии процесса экструзии погонажных
изделий
Рисунок
41 -
Стадии процесса экструзии погонажных
изделий
Технологические
схемы процесса свободной экструзии
представлена на рис. 42

-
Сушка сухим воздухом ККТ 55 с
вакуумзагрузчиком
-
Экструдер ЧП 35х25 MIX
(разработка кафедры ОРПП)
-
Ванна охлаждения (разработка
кафедры ОРПП)
-
Тянущее устройство (разработка
кафедры ОРПП)
-
Намоточное устройство (разработка
кафедры ОРПП)
Рисунок
42 - Технологическая цепочка свободной
экструзии
Технологический
процесс экструзии с раздувом
рукавной пленки
Стадии
процесса:
Загрузка
полимерного сырья
Пластикация
полимерной композиции в цилиндре
Выдавливание
рукава из формующей головки
Раздув
рукава с одновременным внешним
охлаждением
Вытяжка
рукавной заготовки
Складывание
рукава
Намотка
рукавной заготовки
Установка
для производства рукавной пленки
представлена на Рис
Рисунок
43 -Агрегат для производства рукавной
пленки
Технологическая
цепочка экструзии с раздувом
рукавной заготовки представлена
на рис.44.
-
Сушка сухим воздухом ККТ 55 с
вакуумзагрузчиком
-
Экструзионно-раздувной агрегат
EXIMPACК
Æ
шнека 20мм
Рисунок
44 - Технологическая цепочка экструзии
с раздувом рукавной заготовки
Технологический
процесс экструзионно-выдувного
формования
Производство
полых выдувных изделий осуществляется
в две стадии:
-производство
трубной заготовки (в эластичном
состоянии)
-раздув
трубной заготовки сжатым воздухом
в форме
Получение
заготовки для последующего выдува
полого изделия может осуществляться
как методом литья под давлением,
так и экструзией (рис.45).

Рисунок
45- Виды раздувного формования
Наиболее
распространен экструзионный метод
получения трубной заготовки для
последующего выдува.
Стадии
процесса экструзионно-выдувного
формования:
Загрузка
полимерного сырья в бункер
экструдера
Пластикация
полимерной композиции в экструдере
Выдавливание
из фильеры трубной заготовки и
попадание ее в раскрытую охлаждаемую
форму
Смыкание
формы
Раздув
сжатым воздухом заготовки
Охлаждение
изделия в форме
Размыкание
формы
Извлечение
изделия
Окончательная
обработка изделий (отрезка кантов,
снятие заусенцев и т. п.)
Общий
вид экструзионной установки для
производства трубной заготовки
представлен на рис.46
 Риа
сунок 46 -Схема экструзионной
установки для производства трубной
заготовки
Риа
сунок 46 -Схема экструзионной
установки для производства трубной
заготовки
Ротационное
формование
Метод
используется при производстве
разнообразных по форме полых
изделий, в том числе крупногабаритных,
из термопластов в порошкообразном
или пастообразном состоянии.
Стадии
процесса:
Загрузка
полимерного сырья в раскрытую
полую форму
Закрытие
формы
Помещение
формы в камеру нагрева
Вращение
формы относительно двух осей. При
этом полимерный материал
распределяется по стенкам формы
Охлаждение
формы и изделия холодным воздухом
или водяным туманом (при этом форма
продолжает вращаться для более
равномерного затвердевания
полимерного материала по поверхности
оформляющего гнезда формы)
Раскрытие
формы и извлечение изделия
На
рис. 47,48 показаны установки для
ротационного формования изделий
из термопластов.

Рисунок
47 - Самонастраивающаяся установка
для ротационного формования (в
соответствии с изменением условий
окружающей среды)

Рисунок
48 - Ротационная
машина карусельного типа
Технологическая
цепочка прессования.
Метод
применяется для формования изделий
из реактопластов (реже из
термопластов). Сущность процесса
прессования реактопластов состоит
в расплавлении полимерного сырья
и дальнейшем формовании изделия
в пресс-формах под действием тепла
и давления.
Стадии
процесса прессования
Подготовка
и дозирование пресс-материала
Предварительный
подогрев сырья
Загрузка
в форму и прессование
Извлечение
готового изделия и его механическая
обработка

-
Весы
-
Вальцы лабораторные ЛБ160х320
-
Пресс гидравлический 63 т.
-
Термостат
Рисунок
49 - Технологическая цепочка
прессования
Переработка
отходов пластмасс. Экологические
аспекты производства изделий из
пластмасс
Отходы
образуются при переработке полимеров
и изготовлении из них изделий —
это технологические
отходы,
частично возвращаемые в процесс.
То, что остается после использования
пластиковых изделий — различных
пленок (парниковых, строительных
и т.п.), тары, бытовой и крупнооптовой
упаковки — это бытовые
и промышленные
отходы.
Технологические
отходы, подвергаются термическому
воздействию в расплаве, а затем
при дроблении и агломерации — еще
и интенсивным механическим
воздействиям. В массе полимера
интенсивно протекают процессы
термо- и механодеструкции с потерей
ряда физико-механических свойств
и при многократной переработке
могут отрицательно влиять на
свойства изделия. Так, при возврате
в основной процесс, как обычно,
10-30% отходов проходит до 5 циклов
экструзии и дробления.
Бытовые
и промышленные отходы не только
перерабатываются
несколько раз при высокой температуре,
но
также подвергаются и длительному
воздействию прямого солнечного
света, кислорода и влаги воздуха.
Парниковые
пленки могут также
контактировать с ядохимикатами,
пестицидами, ионами железа,
способствующими
деструкции полимера. В результате
в массе полимера накапливается
большое количество активных
соединений, ускоряющих распад
полимерных цепей.
Подход
к вторичной переработке таких
разных отходов, соответственно,
должен быть разным, учитывающим
предысторию полимера.
В
зависимости от состава, степени
загрязнения, токсичности различают
следующие виды полимерных отходов
(рис.50):
Рисунок
50 – Виды полимерных отходов
Различают
полимерные отходы – возвратные
(некондиционная продукция, брак,
литники и т.п.) и безвозвратные,
содержащие загрязнения, продукты
деструкции, определяющие невозможность
дальнейшей переработки указанного
вида отходов.
В
настоящее время существуют несколько
подходов к решению экологических
проблем, связанных с долговечностью
полимерных отходов (рис.51):
 Рисунок
51 – Варианты решений проблемы
полимерных отходов
Рисунок
51 – Варианты решений проблемы
полимерных отходов
Процесс
рециклинга полимерных отходов
специфичен для различных видов
полимеров и изделий из них, наиболее
типичные схемы переработки
вторичного полимерного сырья
представлены в Таблице 2.
Таблица
2 – Схемы рециклинга полимерных
отходов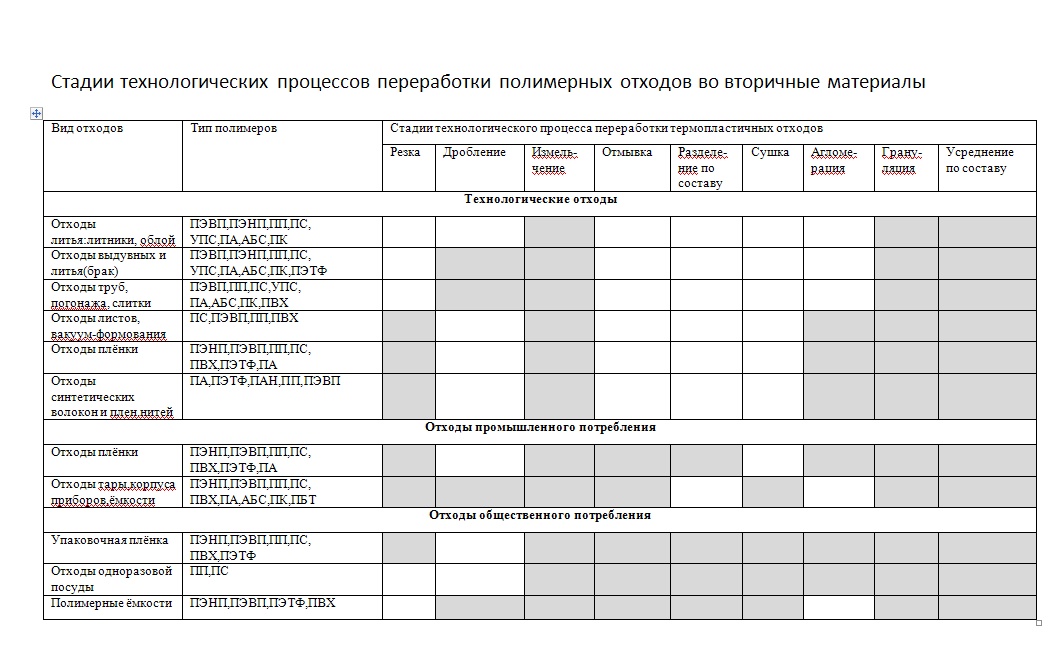
Практически
на каждом предприятии по производству
изделий из пластмасс возникает
большое количество технологических
(возвратных) полимерных отходов,
требующих утилизации. Типовая
технологическая цепочка для
дробления и регрануляции
термопластичных отходов представлена
на рис.52
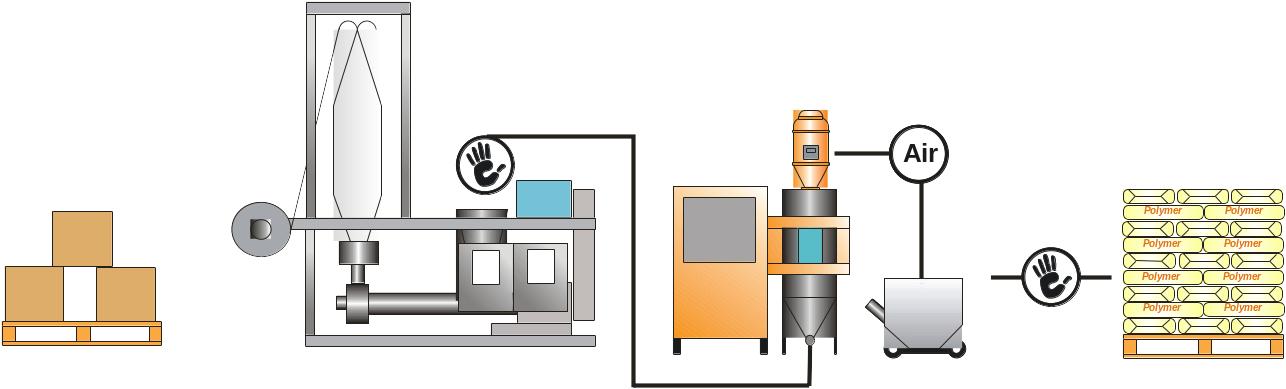
Технологическая
цепочка переработки отходов
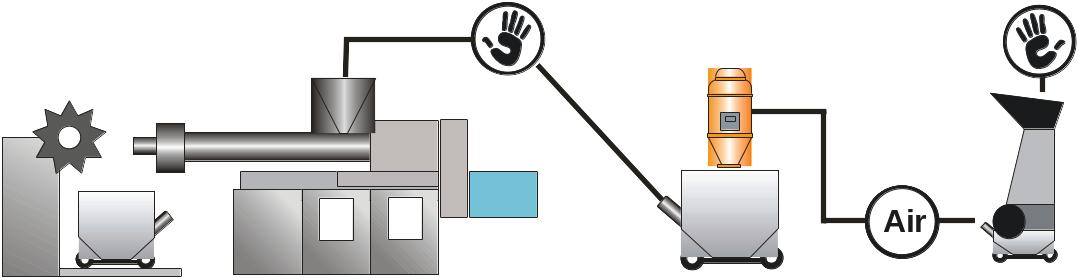
-
Вакуумзагрузчик
-
Дробилка ножевая тихоходная RAPID
-
Экструдер ЧП 20х20 MIX
(разработка кафедры ОРПП)
-
Ванна охлаждения (разработка
кафедры ОРПП), устройство подводного
гранулирования
-
Резак ножевой стренговый (разработка
кафедры ОРПП)
Рисунок
52- Технологическая цепочка
переработки отходов
Альтернативой
проблемы образования долговечных
отходов пластмасс является
разработка биоразлагаемых
полимеров.
Основные
направления получения биоразлагаемых
полимеров :
• синтез
полиэфиров на основе гидроксикарбоновых
(молочной, масляной) или дикарбоновых
кислот, однако пока они намного
дороже традиционных пластмасс;
• пластмассы
на основе воспроизводимых природных
полимеров (крахмал, целлюлоза,
хитозан, протеин), сырьевая база
таких полимеров, можно сказать, не
ограничена, но технология и свойства
получаемых полимеров пока не
достигают уровня основных
многотоннажных полимеров;
• придание
биоразлагаемости промышленным
полимерам (полиолефинам в первую
очередь, а также ПЭТу) путем
компаундирования.
Первые
два направления требуют больших
капитальных затрат на создание
новых производств, переработка
таких полимеров также потребует
значительных изменений в технологии.
Наиболее простой путь —
компаундирование. Биоразлагаемые
полимеры получают, вводя в матрицу
биологически активные наполнители
(крахмал, целлюлозу, древесную
муку). К сожалению, актуальность
такого материала чисто теоретическая,
и сейчас широкого распространения
этот метод не получил.
Биоразлагаемые
полимеры (био-пластики) производятся
в основном из растительного сырья,
содержащего полисахариды, например,
целлюлозу или крахмал. Существуют
также технологии производства
таких полимеров из отходов
предприятий по переработке
сельскохозяйственных культур.
Биополимеры
по свойствам не уступают традиционным
пластикам. Для производства упаковки
из них не требуется специального
оборудования, подходит и традиционное.
Дополнительный и главный плюс
альтернативных биоразлагаемых
полимеров — их способность
разлагаться в окружающей среде
под воздействием микроорганизмов,
температуры, влаги, солнечного
света.
В
зависимости от вида, в условиях
промышленного компостирования
биополимеры разлагаются на
безопасные компоненты в период от
нескольких недель до нескольких
месяцев, а просто в условиях
окружающей среды — от нескольких
месяцев до нескольких лет. Среди
недостатков, связанных с производством
биоразлагаемых полимеров, как
главный, рассматривается необходимость
отведения посевных площадей для
выращивания сельхозкультур, из
которых получают сырье для их
производства. Этот же недостаток
является главным и при производстве
биодизеля. Использование
биоразлагаемых полимеров в качестве
упаковочных материалов — общемировая
тенденция.
Сейчас
они дороже традиционных упаковочных
полимеров, но с ростом объемов их
производства стоимость будет
снижаться. Второй фактор,
подталкивающий к производству
биоразлагаемых полимеров, —
исчерпание ресурсов нефтяных
месторождений и постоянный рост
цен на нефть.
Затраты
на утилизацию упаковки, которая,
независимо от степени ее
загрязненности, может быть
переработана в компост, уменьшаются.
Успех распространения биоразлагаемой
упаковки будет зависеть и от реакции
покупателя. В пользу этой упаковки
также свидетельствует ее безвредность
для здоровья человека. Из
биоразлагаемого пластика, в первую
очередь, целесообразно производить
одноразовую посуду, пищевые пленки,
упаковку для скоропортящихся
продуктов, пакеты для мусора,
предметы личной гигиены.
Перспективность
работ по созданию биополимеров
становится очевидной с учетом
ужесточения разрабатываемых в
настоящее время законопроектов,
направленных на защиту окружающей
среды.
8.Методические
рекомендации студентам
Методы
поиска литературы в печатных и
электронных изданиях. Библиографическое
описание
Для
полноценного обучения в университете
студенты должны пользоваться
необходимой научно-технической
информацией. Значительную часть
информации они получают на учебных
занятиях, но наряду с этим для более
глубокого усвоения курса необходимо
пользоваться научно-технической
и учебно-методической литературой.
Кроме того, при выполнении учебных
заданий, курсовых и дипломных
проектов возникает необходимость
в использовании справочной
литературы.
Все
виды литературы, необходимой для
учебного процесса, находятся в
библиотеке университета, в том
числе периодическая литература
по отраслям знаний, изучаемых в
университете. Библиотека состоит
из следующих структурных
подразделений:
отдела
обслуживания читателей, где
производится выдача научно-технической
и учебной литературы студентам,
профессорско-преподавательскому
составу и другим сотрудникам;
читального
зала, где студенты имеют возможность
работать;
отдела
комплектации, который занимается
пополнением книжного фонда
библиотеки;
справочно-библиографического
отдела, с помощью которого можно
найти необходимую литературу в
фондах;
отдела
художественной литературы, где
можно получить интересующую
читателя художественную книгу.
Наибольшие
трудности представляет для студентов
в первое время поиск необходимой
литературы. Для облегчения этой
задачи в справочно-библиографическом
отделе имеются каталоги: алфавитный
и систематический.
Алфавитный
каталог содержит карточки на все
книги, имеющиеся в библиотеке,
которые расположены в алфавитном
порядке фамилий авторов. Таким
каталогом следует пользоваться,
если известна фамилия автора и
название книги. Эти данные, а также
шифр книги приводятся на каждой
карточке. При заказе книги следует
назвать работнику библиотеки шифр,
который позволяет отыскать книгу
в определенном разделе.
Систематический
каталог содержит карточки на все
книги, которые расположены по
отраслям знаний. Каждый раздел
имеет свой индекс (условное
обозначение по универсальной
десятичной классификации – УДК).
Шифр книги представляет собой
дробь, в верхней части которой
проставлен индекс по УДК, а в нижней
– авторский знак, т. е. первая буква
фамилии автора и порядковый номер.
Например, литература по вопросам
технологии переработки пластмасс
имеет индекс 678.3
(07543.8)
Для
того чтобы определить индекс того
или иного раздела, следует
воспользоваться предметным
указателем, содержащим перечень
всех рубрик и отдельных вопросов,
по которым имеется литература в
библиотеке. Эти сведения зафиксированы
на карточках, где указан индекс
соответствующего раздела и номер
ящика систематического каталога.
Широкое
развитие помимо традиционной
библиографической информационной
системы получили электронные
системы информации.
На
многих специальных кафедрах
оборудованы компьютерные классы,
снабженные программами для решения
вопросов по соответствующим
отраслям знаний.
Правила
оформления отчетных материалов
За
период обучения в вузе каждый
студент выполняет самостоятельно
достаточно большое количество
различных работ: курсовые проекты
и работы, отчеты по практикам и
лабораторным работам, различного
рода рефераты, контрольные работы
(как правило, студенты заочного
обучения). Заключительным отчетным
материалом является дипломный
проект, подготовленный к защите.
Каждый из выполненных отчетных
материалов должен иметь определенный
перечень структурных элементов.
В соответствии с ГОСТ 7.32-2001
структурными элементами научного
отчета являются:
титульный
лист; список исполнителей; реферат;
содержание; нормативные ссылки;
определения; обозначения и
сокращения; введение; основная
часть; заключение; список
использованных источников;
приложения.
Отчетные
материалы студентов должны в
определенной степени соответствовать
научным отчетам, и в то же время
они отличаются от них по своему
определению и статусу. В этой связи
структурные элементы в них могут
быть и другие (например, задание и
пр.). Общий перечень структурных
элементов для соответствующего
отчетного материала определяет
кафедра. В каждом отчетном материале,
выполненным студентом, должны
иметься обязательные структурные
элементы (выделены курсивом).
Наименования структурных элементов
отчетного материала «Введение»,
«3аключение» и другие служат
заголовками структурных элементов
отчета. Содержание структурных
элементов «Введение», «Основная
часть», «Заключение» и «Приложение»
определяются кафедрой и должны
отражать сущность выполняемой
работы.
Общие
требования к оформлению структурных
элементов учебного отчетного
материала
[
Текст
отчетного материала оформляется
в соответствии с требованиями ГОСТ
2.105 – 95 и ГОСТ 7.32 – 2001. Текст и
включённые в отчетный материал
иллюстрации, таблицы выполняются
на одной стороне листа белой бумаги
формата А4 (210´297
мм) при соблюдении следующих
размеров полей: правое – не менее
10 мм, левое – не менее 20 мм, верхнее
– 20 мм, нижнее – не менее 20 мм.
Отчетный материал выполняют одним
из следующих способов: рукописным
– текст пишут от руки четко и
аккуратно. Цвет чернил должен быть
черным, синим или фиолетовым, высота
букв, цифр и других знаков – не
менее 2,5 мм; печатным – на пишущей
машинке или с использованием
компьютера и принтера. Цвет шрифта
должен быть чёрным, высота букв,
цифр и других знаков – не менее
1,8 мм (кегль не менее 12). Текст
печатается через полтора интервала.
При использовании компьютера и
принтера наиболее предпочтительным
является шрифт Times New Roman; основной
кегль (текст) – не менее 14;
вспомогательный кегль (таблицы,
подрисуночные надписи, надписи в
рисунках, список литературы,
оглавление и т. п.) – не менее 12.
Абзацы в тексте начинают отступом
12,5 мм.
Основную
часть пояснительной записки следует
делить на разделы, подразделы
(пункты). Пункты при необходимости
можно делить на подпункты. При
делении текста отчетного материала
на пункты и подпункты каждый пункт
должен содержать законченную
информацию
Разделы,
подразделы должны иметь заголовки.
Пункты, как правило, заголовков
не имеют. Заголовки должны четко
и кратко отражать содержание
разделов, подразделов. Заголовки
разделов, подразделов и пунктов
следует печатать с абзацного
отступа с прописной буквы без
точки в конце, не подчеркивая. Если
заголовок состоит из двух
предложений, их разделяют точкой.
Заголовки и подзаголовки отделяются
от основного текста сверху одной
пробельной строкой и печатаются
строчными буквами без подчеркивания
и разрядки. Разделы, подразделы,
пункты и подпункты нумеруются
арабскими цифрами. После номера
раздела, подраздела, пункта и
подпункта в тексте точку не ставят.
Разделы должны иметь порядковую
нумерацию в пределах всего текста,
за исключением приложений (например,
1, 2, 3 и т. д.). Структурные элементы
отчетного материала «Содержание»,
«Введение», «Заключение», «Список
использованных источников» не
нумеруются. Разделы могут состоять
из одного или нескольких подразделов.
Подразделы должны иметь нумерацию
в пределах каждого раздела. Номер
подраздела состоит из номеров
раздела и подраздела, разделённых
точкой; в конце номера подраздела
точка не ставится (например, 1.1,
1.2, 1.3 и т. д.). Подразделы могут
состоять из одного или нескольких
пунктов. В конце номера пункта
точка не ставится (например, 1.1.1,
1.1.2, 1.1.3 и т. д.).
Внутри
пунктов или подпунктов могут быть
приведены перечисления. Перед
каждой позицией перечисления
следует ставить дефис, а текст
начинать со строчной буквы после
пробела.
Пример
-
………………………………;
-
……………………………….
При
необходимости ссылки в тексте
документа на одно из перечислений
перед каждой позицией перечисления
следует ставить строчную букву
(за исключением ё, з, о, ч, ь, й, ы, ъ)
со скобкой, а текст начинать со
строчной буквы после пробела.
Пример
а)
________________________;
б)
________________________;
в)
_________________________.
Страницы
пояснительной записки нумеруют
арабскими цифрами, соблюдая
сквозную нумерацию по всему тексту
документа для всех структурных
элементов. Титульный лист и задание
включают в общую нумерацию страниц
пояснительной записки, но на этих
листах номер не ставят. Номер
страницы проставляют в центре
нижней части страницы без точки.
На листах с альбомной ориентацией
текста местоположение номера не
меняют.
Иллюстрации
в отчётном материале (рисунок,
эскиз, схема, фотография, диаграмма,
график, компьютерная распечатка,
фрагмент ксерокопии, технический
рисунок, фрагмент листинга программы
и т. д.) могут быть любого цвета и
исполнены как вручную, так и с
использованием компьютера. На все
иллюстрации в тексте контрольной
работы должны быть ссылки.
Иллюстрации необходимо обозначать
арабскими цифрами, применяя
сквозную нумерацию (например:
Рисунок 1, Рисунок 2, Рисунок 3 и т.
д.). Иллюстрации должны иметь
наименование и при необходимости
пояснительные данные (подрисуночный
текст). Слово «Рисунок» и наименование
помещают после пояснительных
данных. Точку в конце наименования
рисунка не ставят.
Пример
Рисунок
1 – Схема процесса грануляции
полиэтилена
Все
цифровые (буквенные) обозначения
на иллюстрации должны быть объяснены
или в подрисуночной подписи, или
в тексте отчетного материала.
Таблицу
в отчетном материале следует
располагать непосредственно после
текста, в котором она упоминается
впервые, или на следующей странице.
На все таблицы, имеющиеся в отчетном
материале, должны быть ссылки. При
ссылке следует писать слово
«Таблица» с указанием ее номера.
Название
таблицы следует помещать над
таблицей слева без абзацного
отступа в одну строку с
её номером через тире (например,
Таблица 1 – Физические свойства
строительных материалов). Высота
строк таблицы должна быть не менее
8 мм.
Заголовки
граф и строк таблицы следует писать
с прописной буквы в единственном
числе, а подзаголовки граф – со
строчной буквы, если они составляют
одно предложение с заголовком, или
с прописной буквы, если они имеют
самостоятельное значение. В конце
заголовков и подзаголовков таблиц
точки не ставят. Заголовки граф,
как правило, записывают параллельно
строкам таблицы. При необходимости
допускается перпендикулярное
расположение заголовков граф.
Разделять заголовки и подзаголовки
боковика и граф диагональными
линиями не допускается.
Графу
«Номер по порядку» в таблицу
включать не допускается.
При
необходимости нумерация показателей,
параметров или других данных
порядковые номера следует указывать
в первой графе (боковике) таблицы
непосредственно перед их
наименованием. Нумерация граф
таблицы арабскими цифрами допускается
в тех случаях, когда в тексте
документа имеются ссылки на них,
при делении таблицы на части, а
также при переносе части таблицы
на следующую страницу.
Таблицы
слева, справа и снизу, как правило,
ограничивают линиями.
Допускается
применять размер шрифта в таблице
меньший, чем в тексте.
Горизонтальные
и вертикальные линии, разграничивающие
строки таблицы, допускается не
проводить, если их отсутствие не
затрудняет пользование таблицей.
Таблицы
(за исключением таблиц приложений)
следует нумеровать арабскими
цифрами сквозной нумерацией.
Допускается нумеровать таблицы
в пределах раздела. В этом случае
номер таблицы состоит из номера
раздела и порядкового номера
таблицы, разделенных точкой.
В
конце номера таблицы точка не
ставится. Таблицы каждого приложения
обозначают отдельной нумерацией
арабскими цифрами с добавлением
перед цифрой обозначения приложения.
Если
в документе одна таблица, то она
должна быть обозначена «Таблица
1» или «Таблица А.1», если она
приведена в приложении А.
При
переносе части таблицы на другой
лист название помещают только над
первой частью таблицы, нижнюю
горизонтальную черту, ограничивающую
таблицу, не проводят. Над другими
частями пишут слово «Продолжение»
и указывают номер таблицы, например,
«Продолжение таблицы 1» или
«Продолжение таблицы А.1».
При
наличии в отчетном материале
приложений каждое из них следует
начинать с новой страницы с
указанием наверху посередине
страницы слова «Приложение» с его
обозначением с помощью заглавных
букв русского алфавита (кроме букв
Ё, З, Й, О, Ч, Ь, Ы, Ъ), например,
«Приложение Б». Приложение должно
иметь заголовок, который пишется
симметрично относительно текста
с прописной буквы отдельной
строкой. Если в отчетном материале
одно приложение, то оно обозначается
так: Приложение А. Допускается
обозначение приложения буквами
латинского алфавита (за исключением
букв I и O). Рисунки каждого приложения
и таблицы обозначаются отдельной
нумерацией арабскими цифрами с
добавлением перед цифрой обозначения
приложения.
Например,
Рисунок А.5 или Таблица Б.2.
Примечания
необходимо помещать сразу после
текстового, графического материала
или в таблице, к которым относятся
эти примечания.
Если
примечание одно, то после слова
«Примечание» ставится тире и
примечание печатается с прописной
буквы. Одно примечание не нумеруют.
Несколько примечаний нумеруют по
порядку арабскими цифрами без
проставления точки. Примечание к
таблице помещают в конце таблицы
над линией, обозначающей окончание
таблицы. Несколько примечаний
нумеруются по порядку арабскими
цифрами.
Уравнения
и формулы выделяются в тексте
отдельной строкой. Выше и ниже
каждой формулы или уравнения
должно быть оставлено не менее
одной свободной строки. Если
уравнение не умещается в одну
строку, то оно должно быть перенесено
после знака равенства (=), или после
знаков плюс (+), минус (–), умножения
(×),
деления (:), или других математических
знаков, причем знак в начале
следующей строки повторяют. При
переносе формулы на знаке,
символизирующем операцию умножения,
применяют знак «´».
Пояснение
значений символов и числовых
коэффициентов приводятся
непосредственно под формулой в
той же последовательности, в которой
они даны в формуле.
Нумерация
формул проводится в пределах всей
работы арабскими цифрами в круглых
скобках в крайнем правом положении
на строке.
Пример
А
=
а
:
b,
(1)
В
=
с : е.
(2)
Одну
формулу обозначают цифрой в скобках
(1).
Ссылки
в тексте на порядковые номера
формул дают в скобках.
Пример
«... в формуле (1)».
Допускается
нумерация формул в пределах раздела.
В этом случае номер формулы состоит
из номера раздела и порядкового
номера формулы, разделенных точкой
(например, (3.1)).
В
отчетном материале допускается
выполнение формул и уравнений
рукописным способом черными
чернилами.
Библиографические
ссылки
В
отчетном материале на все используемые
нормативные и другие материалы,
которые берутся из соответствующей
литературы или электронного
ресурса, должны в обязательном
порядке иметься библиографические
ссылки, которые оформляются в
соответствии с ГОСТ 7.1-2003, ГОСТ
7.82-2001, ГОСТ 7.0.5-2008.
Сведения
об источниках следует располагать
в порядке появления ссылок на
источники в тексте отчета.
Библиографические ссылки могут
быть полные или краткие. В отчетном
материале можно применять краткую
ссылку на объект ссылки, информация
о котором составляется на основе
принципа лаконизма и предназначена
для поиска использованного в работе
документа. Библиографические
ссылки по месту расположения в
отчетном материале могут быть
внутритекстовые, подстрочные или
затекстовые. Студент вправе
использовать любой вид ссылки.
Внутритекстовую библиографическую
ссылку заключают в круглые скобки.
Для
связи подстрочных библиографических
ссылок с текстом документа
используется знак сноски. Знак
сноски выполняют арабскими цифрами
со скобкой и помещают на уровне
верхнего обреза шрифта.
При
использовании затекстовой ссылки
в конце отчетного материала
оформляется перечень библиографических
записей, каждая из которых может
иметь следующее содержание:
заголовок; основное заглавие
документа, которое приводится в
том виде, в каком оно дано в
используемом источнике; общее
обозначение материала; сведения,
относящиеся к заглавию; сведения
об ответственности (содержат
информацию о лицах и организациях,
участвующих в создании документа),
которые приводятся в том виде, в
каком они указаны в цитируемом
документе; первым сведениям об
ответственности предшествует знак
косой черты; сведения об издании;
выходные данные; физическая
характеристика документа; сведения
о местонахождении объекта ссылки
в документе (если ссылка на часть
документа); сведения о серии;
обозначение и порядковый номер
тома или выпуска (для ссылок на
публикации в многочастных или
сериальных документах); сведения
о документе, в котором опубликован
объект ссылки; примечания;
международный стандартный номер.
Если
в отчетном материале используется
нумерация затекстовой библиографической
ссылки, то она должна быть сплошной
для всего отчетного материала или
для каждой из его частей (разделов).
Сведения об источниках следует
располагать в порядке появления
ссылок на источники в тексте.
Отсылка на порядковый номер
библиографической записи в тексте
отчетного материала приводится в
квадратных скобках в строку с
текстом документа или в знаке
выноски, который набирают на верхней
линии шрифта.
Пример
В
тексте:
Дисперсионная
характеристика исходного материала
… [1].
В
затекстовой ссылке библиографической
записи:
1
Доманский, И. В. и др. Машины и
аппараты химических производств:
учеб. пособие для вузов по спец.
"Машины и аппараты химических
производств и предприятий
строительных материалов" / И. В.
Доманский, В.П. Исаков, Г.М. Островский
и др.; под обш. ред. В.Н. Соколова. –
2-е изд.. перераб. и доп. – СП.:
Политехника, 1992. – 327 с.
Библиографические
ссылки на электронные ресурсы
локального или удаленного доступа
также могут быть внутритекстовые,
подстрочные или затекстовые.
Студенты при выполнении курсовых
проектов, рефератов и других
отчетных материалов очень часто
используют электронные ресурсы
удаленного доступа (интернет), и в
этой связи здесь приводятся основные
правила и образец библиографической
ссылки для электронного ресурса
удаленного доступа. Ссылки в
соответствии с ГОСТ 7.82–2001 составляют
как на электронные ресурсы в целом
(электронные документы, базы данных,
сайты и т. д), так и на составные
части электронных ресурсов (разделы
и части электронных документов,
сайтов, веб-страниц, сообщения на
форумах и т. п.). В ссылке, кроме
сведений об объекте, содержащихся
в библиографической записи,
рассмотренных ранее, должны быть
сведения, необходимые для поиска
электронного ресурса. Сведения
должны приводиться в определенной
последовательности: системные
требования (если для доступа к
документу требуется программное
обеспечение), сведения об ограничении
доступности (на документы из
локальных сетей или на документы,
доступ к которым разрешается по
подписке или на договорной основе),
дата обновления документа или его
части, электронный адрес, дата
обращения (к документу с обязательным
наличием слов «дата обращения»).
Вместо слов «Режим доступа» для
обозначения электронного адреса
можно использовать аббревиатуру
«URL» (Uniform Resource Lokator – унифицированный
указатель ресурса).
Пример
Закон
РФ от 04.05.99. № 96-ФЗ «Об охране
атмосферного воздуха». URL
http://www.vozdyx.ru/art/script/3/74_1.shtml (дата
обращения: 21.12.2008).
Некоторые
примеры оформления библиографической
записи:
библиографическая
запись с заголовком, содержащим
обозначение документа: ГОСТ
7.1–2003. Система стандартов по
информации, библиотечному и
издательскому делу. Библиографическая
запись. Библиографическое описание.
Общие требования и правила
составления. Дата введения в
действие 01.07.2004. 23 с.;
библиографическая
запись с заголовком, содержащим
имя лица:
Анурин,
В. Ф. Интеллект и социум: Введ. в
социологию интеллекта: монография
/ В. Ф. Анурин; Нижегор. гос. ун-т им.
Н. И. Лобачевского. – Н. Новгород:
Изд-во Нижегор. ун-та, 1997. – 436 с.:
ил.: 21 см. – Ч. текста прил.: англ. –
Библиогр.: с. 344–348. – Из прил.: Тесты
на выявление уровня интеллекта. –
ISBN 5–85746–099–9: Б. ц. 1000 экз.
Полное
описание примеров библиографических
записей: книг, законодательных
материалов, правил, стандартов,
патентных документов, промышленных
каталогов, сериальных и других
продолжающихся ресурсов (газета,
журнал и т. д.) приведено в ГОСТ
7.1–2003, электронных ресурсов – в
ГОСТ 7.82–2001.
9.Оперативный
и итоговый контроль знаний
студентов
Текущий
контроль усвоения материала
производится в форме теста по
контрольным вопросам.
По
окончании изучения очередной
учебной темы проводится тестирование
в письменной форме (с использованием
контрольных вопросов).
Вопросы
к контрольным работам:
1.Чем
отличаются термины производственный
процесс и технологический процесс?
2.
Чем отличаются термины «полимер»
и «пластмасса»?
а)
различным составом;
б)
физическим состоянием.
3.
Какое агрегатное состояние НЕ
характерно для пластмасс?
а)
твердое;
б)
жидкое;
в)
газообразное.
4.
Чем отличаются понятия «пластмасса»
и «композиционный
материал»?
а)
типом наполнителя;
б)
наличием межфазного слоя.
5.
Методы получения термопластов
(полиэтилен, полипропилен,
полистирол):
а)
полимеризация;
б)
поликонденсация.
6.
При нагревании ВМС появляются
поперечные связи (сшивки). Указанными
полимерами являются:
а)
термопласты;
б)
реактопласты.
7.
Повторная переработка возможна
для:
а)
термопластов;
б)
реактопластов.
8.
Дефекты продукции, вызванные
избыточным влагосодержанием
полимерного сырья:
а)растрескивание;
б)разводы;
в)вздутия
9.
Сополимер – это продукт взаимодействия:
а)
полимера и наполнителя;
б)
мономерных звеньев различных
типов;
в)
термопласта и реактопласта.
10.
ТЭП – это продукт взаимодействия:
а)
термопласт + термопласт;
б)
термопласт + реактопласт;
в)
термопласт + эластомер.
10.
К классу органических термопластов
следует отнести:
а)
полимеры, цепи которых состоят из
атомов углерода;
б)
полимеры, содержащие органический
наполнитель.
11.
Отличительная особенность ТПА для
литья термопластов от ТПА для литья
реактопластов заключается в:
а)
охлаждении формы;
б)
нагреве формы.
12.
Способы грануляции:
а)
холодная протяжка стренг;
б)
горячая резка стренг;
в)
гильотинная резка
13.
Термин «гранулометрический состав»
определяет:
а)
размер и форму гранул;
б)
химический состав полимера.
14.
Разброс размера гранул в процессе
грануляции вызван:
а)
засорением фильеры;
б)
скоростью вращения шнека;
в)
температурой расплава.
15.
Отличие ТЭП от резины заключается
в:
а)
возможности вторичной переработки;
б)
отверждении при нагревании (за
счет сшивки).
16.
Для измельчения хрупких материалов
используются:
а)
мельницы;
б)
дробилки.
17.
Какой из смесителей – смеситель
типа «пьяная бочка» или смеситель
с лопастной мешалкой - необходимо
выбрать для смешения следующих
материалов?
а)
порошок + жидкость;
б)
гранулы + суперконцентрат;
в)
гранулы + пигмент.
18.
Отличие в понятиях: «биоразлагаемые
полимеры» и полимеры, содержащие
оксо-добавки:
а)
материал разрушается на мелкие
кусочки на разлагаясь;
б)
материал полностью разлагается
19.
Возвратные отходы:
а)
технологические;
б)
отходы потребления
20.
Оптическая прозрачность характерна
для:
а)
аморфных полимеров;
б)
кристаллических полимеров.
21.
Методом производства крупнотоннажных
корпусных деталей является:
а)
контактное формование;
б)
экструзия;
в)
вальцевание.
г)
ротационное формование
22.
Какой из методов используется для
изготовления гранул?
а)
экструзия;
б)
литьё.
23.
Метод изготовления погонажа:
а)
термоформование
б)
экструзия;
в)
вальцево-каландровый
24.
Для производства штучных изделий
используется:
а)
вальцевание;
б)
ротационное формование;
в)
литьё;
г)
экструзия с раздувом.
25.
Для получения полиолефинов (ПЭ и
ПП) используют:
а)
продукты растительного происхождения;
б)
продукты животного происхождения;
в)
продукты нефтепереработки.
26.
При нагревании (выбрать соответствие)
а)
реактопласты; 1) размягчаются,
плавятся;
б)
термопласты; 2) отверждаются.
27.Пластификация
это:
а)
процесс плавления, смешения,
получения однородной массы расплава
б)
введение компонентов для повышения
текучести расплава
28.
Блистерная упаковка производится
методом:
а)
литья под давлением;
б)
термоформования
в)
прессования.
29.
Укажите какую из разновидностей
упаковки следует отнести к гибкой:
а)
вителло
б)
стретч
в)
bag
in
box.
30.
Суперконцентрат это:
а)
пигмент;
б)
полимерный воск+пигмент;
в)
газообразователь.
31.Метод
переработки полиэтилена:
а)
литье под давлением
б)вальцевание
в)
экструзия с раздувом
32.Методы
переработки древопластиков:
а)литье
под давлением;
б)
экструзия;
в)
прессование.
33.Укажите
соответствие отходов:
-реактопластов
1. безвозвратные
-ТЭП
2.
возвратные
-резин
-термопластов.
34.
К какому типу следует отнести
процессы:
-термоформование
1. непрерывный
-
литье под далением
2. периодический
-ротационное
формование.
35.
Укажите метод производства изделия
«флакон»:
а)
литье под давлением;
б)
прессование;
в)
экструзия с раздувом.
36.
Укажите метод производства изделия
«колпачок с резьбой»:
а)
литье под давлением;
б)
прессование;
в)
экструзия с раздувом.
37.
Укажите классификационную
принадлежность отходов:
-
отрезная кромка пленочного рукава
1. технологические отходы
-
ПЭТ – бутыли
2. отходы потребления
-«дробленка»
литников
38.
В каком физическом состоянии
применяется сырье для ротационного
формования:
а)
порошкообразное;
б)
жидкое (пластизоли);
в)
агломераты.
Итоговый
контроль по курсу
- экзамен
Контрольные
вопросы к экзамену
Основные
понятия. Полимеры. Пластмассы.
Композиционные материалы.
Агрегатные
и фазовые состояния полимеров.
Классификации
полимеров.
Сырье
для производства изделий из
пластмасс: термопласты, реактопласты.
Методы
получения термо- и реактопластов.
Области
применения пластмасс (привести
примеры).
Свойства
термопластов: физико-механические,
эксплуатационные, специальные.
Основные
понятия. Сополимеры. Термоэластопласты.
Технологические
схемы грануляции полимеров.
Представление
о структуре термопластов,
реактопластов, резин.
Состав
полимерной композиции.
Оборудование
для измельчения пластмасс.
Оборудование
для смешения пластмасс.
Типы
биополимеров.
Классификация
отходов пластмасс.
Аморфные
и кристаллические полимеры.
Понятие
надмолекулярной структуры
полимеров.
Метод
изготовления погонажных изделий.
Методы
изготовления дискретных изделий.
Основные
виды добавок для полимерных смесей.
Основные
понятия. Полиолефины.
Основные
понятия. Пластикация.
Виды
полимерной упаковки.
Наполнители
полимерных композиций.
Древопластики.
Состав сырья. Виды изделий.
Схема
процесса утилизации отходов.
Структура
производств изделий из пластмасс.
Структура
подразделений предприятий по
переработке пластмасс.
Кадровый
состав производственных подразделений
предприятий по переработке
пластмасс.
Функции
персонала предприятий по переработке
пластмасс.
Список
рекомендуемой литературы
Нормативная
литература
1
ГОСТ 2.105-95. Единая система
конструкторской документации.
Общие требования к текстовым
документам.
2
ГОСТ 7.32-2001. Отчет о научно-исследовательской
работе. Структура и правила
оформления. Дата введения 02.07.01.
СТП СПбГТИ 006-2009 Подготовка и
оформление авторских текстовых
оригиналов для издания
3
ГОСТ Р 7.0.5-2008. Система стандартов
по информации, библиотечному и
издательскому делу. Библиографическая
ссылка. Общие требования и правила
составления. Дата введения в
действие 01.01.2009. – 23 с.
4
ГОСТ 7.1-2003. Система стандартов по
информации, библиотечному и
издательскому делу. Библиографическая
запись. Библиографическое описание.
Общие требования и правила
составления. Дата введения в
действие 01.07.2004. – 23 с.
5
ГОСТ 7.82-2001. Библиографическая
запись. Библиографическое описание
электронных ресурсов. Общие
требования и правила составления.
Дата введения 2002.07.01.
6
Федеральный
государственный образовательный
стандарт высшего профессионального
образования по направление
подготовки 270800 Строительство
(квалификация «бакалавр»). – М.
Дата
введения
"18"января
2010
г. № 54
7
УСТАВ
2011 [Электронный ресурс] –
Санкт-Петербургский государственный
технологический институт (технический
университет), СПбГТИ(ТУ), официальный
сайт. Загл.
с экрана. – № гос. регистрации 1732
Дата введения 23.05. 2011.
Учебники,
учебные пособия
Основная
литература:
Шварц,
О. Переработка пластмасс / О.
Шварц, Ф.-В. Эбелинг, Б. Фурт . –
СПб.: Профессия, 2008. – 320 с.
Основы
технологии переработки пластмасс
: учебник для вузов / С. В.
Власов, Л. Б. Кандырин, В. Н.
Кулезнев. – М.: Химия, 2004. – 600 с.
Раувендааль,
К. Экструзия полимеров : [пер. с
англ.] / К. Раувендааль ; под ред.
А. Я. Малкина. – СПб.: Профессия,
2006. – 768 с.
Зелке,
С. Пластиковая упаковка : [пер. с
англ.] / С. Зелке, Д. Кутлер, Р.
Хернандес; под ред. А. Л. Загорского,
П. А. Дмитрикова. – СПб.: Профессия,
2011. – 560 с.
Йоханнабер,
Ф. Литьевые машины / Ф. Йоханнабер.
– СПб.: Профессия, 2010. – 432 с.
Шерышев,
М. А. Пневмо-вакуумформование:
библиотечка переработчика
пластмасс / М. А. Шерышев. – СПб.:
Профессия, 2008. – 192 с.
Росато,
Д.В. Раздувное формование / Д.В.
Росато. – СПБ.: Профессия, 2008. –
656 с.
Производство
изделий из полимерных материалов
/ В. К. Крыжановский. – СПб.:
Профессия, 2004. – 464 с.
Основы
технологии переработки пластмасс
/ под ред. В. Н. Кулезнева и В. К.
Гусева. – М.: Химия, 2004. – 342 с.
Шевченко,
А. А. Физикохимия и механика
композиционных материалов / А.
А. Шевченко. – СПб.: Профессия,
2010. – 224 с.
Полимерные
композиционные материалы.
Структура. Свойства. Технологии
/ М. Л. Кербер. – СПб.: Профессия,
2009. – 560 с.
Ложечко,
Ю. П. Литье под давлением
термопластов / Ю. П. Ложечко. –
СПб.: Профессия, 2010. – 219 с.
Володин,
В. П. Экструзия профильных изделий
из термопластов / В. П. Володин.
– СПб.: Профессия, 2005. – 480 с.
Лебедева,
Т. М. Экструзия полимерных пленок
и листов: библиотечка переработчика
пластмасс / Т. М. Лебедева. – СПб.:
Профессия, 2009. – 216 с.
Вспомогательная
литература:
Бортников,
В. Г. Производство изделий из
пластических масс. В 3 т. Т. 1.
Теоретические основы проектирования
изделий, дизайн и расчет на прочность
/ В. Г. Бортников. – Казань.: Дом
печати, 2001. – 246 с.
Смешение
полимеров / В. В. Богданов [и др.]. –
М.: Химия, 1979. – 192 с.
Журнал
«Полимерные материалы» с 2004 по
2010 г.г.
Журнал
«Международные новости мира
пластмасс»
Журнал
«Пластикс»
Оглавление
|
Введение
|
2
|
1.
|
Краткая
история института
|
3
|
2.
|
Особенности
обучения в вузе
|
7
|
3.
|
История
кафедры «Оборудование и
робототехника переработки
пластмасс»
|
10
|
4.
|
Организация
производства на предприятиях по
производству изделий из пластмасс
|
12
|
5.
|
Области
применения продукции из полимерных
композиционных материалов
|
14
|
5.1.
|
Полимерная
упаковка
|
4
|
5.2.
|
Строительство
|
18
|
5.3.
|
Медицина
|
38
|
6.
|
Сырье
для производства изделий из
пластмасс
|
45
|
7.
|
Общие
представления об основных
процессах в производстве изделий
из пластмасс
|
55
|
7.1.
|
Входной
контроль и аппаратное оформление
для
подготовки сырья
|
56
|
7.2.
|
Основные
технологические процессы
переработки пластмасс
|
66
|
7.3.
|
Переработка
отходов пластмасс. Экологические
аспекты производства изделий из
пластмасс
|
80
|
8.
|
Методические
рекомендации студентам
|
86
|
9.
|
Оперативный
и итоговый контроль знаний
студентов
|
101
|
10.
|
Список
рекомендуемой литературы
|
111
|
|