

Види контролю зварних швів на непроникність.
 Випробування
вакуумуванням
проводять за допомогою вакуумних камер
(рис. 22.14).
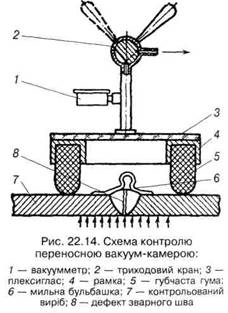
Випробування
вакуумуванням
проводять за допомогою вакуумних камер
(рис. 22.14).
Камера складається з листового оргскла (наприклад, прямокутної форми), з одного боку якого за периметром приклеєна губчаста гума, яка є ущільнювачем. В оргсклі є отвір, через який за допомогою шлангів камеру з'єднують з вакуумним насосом або інжектором.
Для випробування на щільність ділянку зварного шва покривають сумішшю, яка утворює піну, потім накладають вакуумну камеру, яку притискають до поверхні виробу і включають вакуумний насос. При цьому в камері створюється розрідження. Перепад тиску може становити 0,02-0,09 МПа. Якщо у шві є нещільності, то повітря, проникаючи через них у камеру, викликає появу бульбашок. Спостерігаючи через скло за бульбашками, відзначають місця їх появи крейдою або фарбою. Триходовим краном упускають атмосферне повітря в порожнину камери, знімають і переміщують її на сусідню ділянку. Послідовно пересуваючи камеру, можна випробувати шви будь-якої довжини. В інституті зварювання ім. Є. О. Патона розроблені спеціальні установки для пневматичного контролю. Це механізовані візки, платформи які укомплектовані вакуумними насосами, набором вакуумних камер різної конфігурації та іншими пристроями, що дозволяють підвищити продуктивність праці.
Випробуванням гасом. Відомо, що гас має особливі властивості (неполярність, висока змочувальна властивість, відносно мала в'язкість), які забезпечують високу чуттєвість контролю. Крім того контроль відрізняється простотою й доступністю, не вимагає складного обладнання та дефіцитних матеріалів. Розрізняють чотири способи випробування гасом: гасовий, гасопневматичний, гасо-вакуумний і гасовібраційний.
При гасовому способі на зварне з'єднання, очищене від шлаку та інших забруднень, наносять тонкий шар крейдяної суспензії за допомогою пульверизатора. Крейдяну суспензію виготовляють із розрахунку 350-450 г меленої просіяної крейди або каоліну на 1 л води або розчинника (взимку). Після висихання суспензії протилежний бік зварного шва багаторазово (5-15) змочують гасом. у місцях суцільних дефектів на крейдяній суспензії з'являються темні плями. При багаторазовому змочуванні шва виявлення дефектів проходить у 2,4-3,3 рази швидше, ніж при одноразовому.
Для кращої фіксації дефектів, особливо в спеку рекомендується до гасу додавати фарбу «Судан III» із розрахунку 2,5-3 г на 1 л. фарба зафарбовує гас у червоно-ліловий колір. Для контролю напусткових з'єднань гас подають у зазор під тиском не менше 0,15 МПа.
Гасопневматичпий і гасовакуумний способи підвищують продуктивність і чутливість методу випробування гасом. У першому випадку змочені шви обдувають з боку гасу стиснутим повітрям при тиску не менше 0,3-0,4 МПа. Це прискорює проникнення гасу і підвищує виявлення дефектів. В іншому випадку на покрите крейдяною суспензією з'єднання встановлюють вакуумну камеру і створюють розрідження, яке сприяє проникненню гасу через дефекти.
Гасовібраціний спосіб відрізняється тим, що зварні з'єднання обприскують гасом у процесі вібрації.
Випробування гасом застосовують й у випадку, коли до зварних швів є тільки однобічний доступ. Зварні шви очищають від забруднень, витирають, потім змочують 3-4 рази зафарбованим гасом, який через 15-20 хв видаляють з поверхні шва (протирають або промивають 5%-вим водним розчином кальцинованої соди). Висушену поверхню зварного з'єднання покривають з пульверизатора тонким шаром крейдяної суспензії та висушують гарячим повітрям. Потім у місцях дефектів з'являються плями гасу, який виходить на поверхню із дефектних місць.