

Киснево-флюсове різання, сутність, обладнання, технологія.
СУТЬ ПРОЦЕСУ РІЗАННЯ
Суть киснево-флюсового різання полягає в тому, що в щілину різа разом із ріжучим киснем і підігрівним полум'ям вводиться порошкоподібний флюс.
Флюс виконує дві функції: теплову і абразивну.
Теплова дія флюсу полягає в тому, що він згорає в щілині =рЬа, внаслідок чого підвищується температура місця різа, тугоплавкі оксиди стають рідкотекучими і під впливом сили тяжіння і тиску кисневого струменя без труднощів видаляються. Флюс у щілині різа утворює шлак, який передає тепло нижнім шарам металу і вони додатково нагріваються до температури спалаху і глибина різа збільшується.
Абразивна дія флюсу полягає в тому, що його частинки мають велику швидкість і ударним тертям стирають з поверхні різа тугоплавкі оксиди.
Якщо температура плавлення утворених при різанні оксидів буде вищою температури плавлення металу, то кисневе різання стає неможливим.
АПАРАТУРА ДЛЯ КИСНЕВО-ФЛЮСОВОГО РІЗАННЯ
Для киснево-флюсового різання використовують спеціалізовані установки, які складаються з флюсоживильника і різака. Існує три схеми установок:
1. Із зовнішньою подачею флюсу (рис. 62, а). Флюс з бака ін-жектується киснем і подається до різака зі спеціальною головкою. Газофлюсова суміш, виходячи з отвору головки, засмоктується струменем ріжучого кисню і в суміші з ним поступає в зону різа. За цією схемою працюють установки УРХС-4, УРХС-5, УРХС-6, УГПР.
2. З однопровідною подачею флюсу під високим тиском
(рис. 62, б). Залізний порошок, кварцовий пісок з бака флюсоживильника інжектується безпосередньо струменем ріжучого кисню. Суміш флюсу з киснем рукавом підводиться до різака через центральний канал мундштука і поступає до місця різа. За цією схемою працюють установки УФР-2, УФР-5.
3. З механічною подачею флюсу (рис. 62, в). Флюс із суміші алюмінієво-магнієвого порошку з бака за допомогою шнекового пристрою подається до головки різака, де захоплюється струменем ріжучого кисню.
Флюсоживильники поділяються на пневматичні — подача флюсу здійснюється інжекторним або циклонним (вихровим) пристроєм, до якого поступає кисень, повітря або азот, захоплюючи флюс до різака; механічні — подача флюсу здійснюється шнековим пристроєм зі шлангами і трубками. Флюсоживильник ФПР-1-65 складається з бачка 1, регулювального пристрою 8 і редуктора 4 (рис. 63). В бачку є горловина для засипання флюсу. Нижній корпус бачка закінчується штуцером, до якого під'єдну-ють регулювальний пристрій 8.
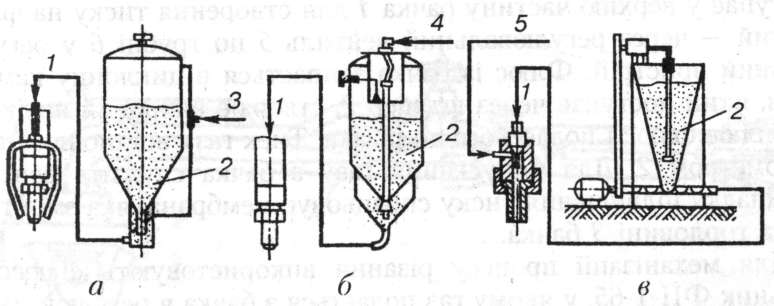
Рис. . Схеми подачі флюсу:
я — із зовнішньою подачею; б — однопровідна з високим тиском; в — з механічною подачею; 1 — газофлюсова суміш; 2 — флюс; 3 — флюсонесучий газ; 4 — киснево-флюсова суміш; 5 — ріжучий кисень
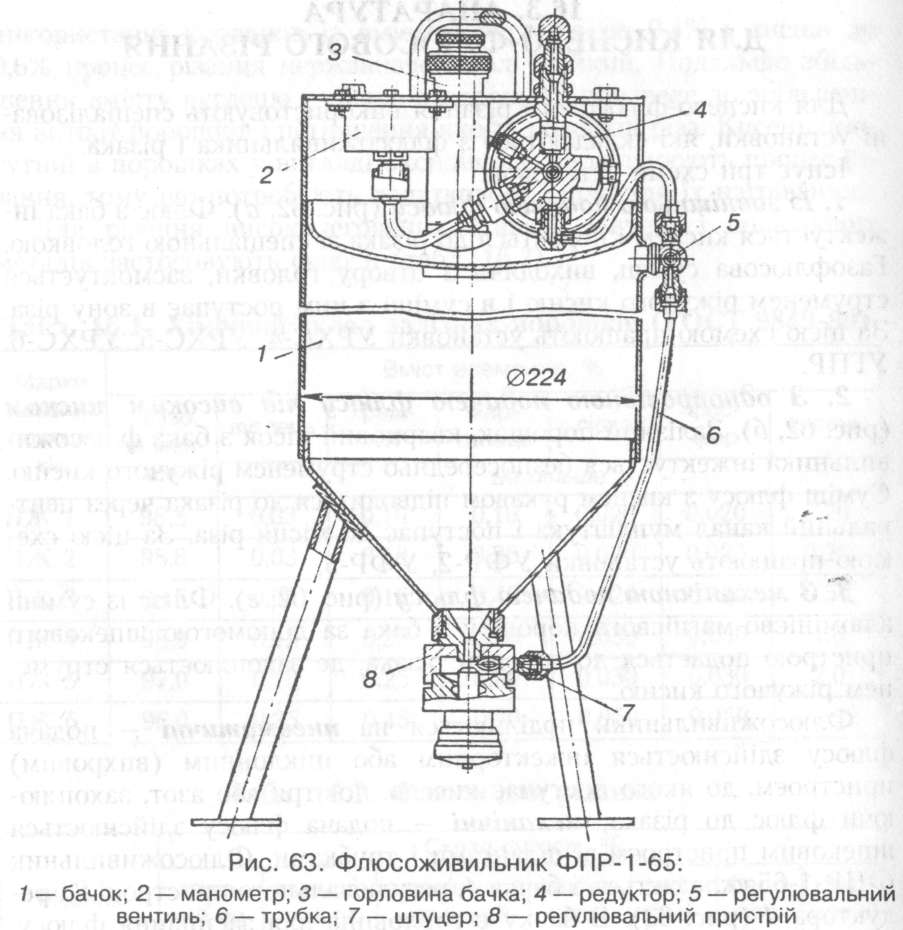 Флюсонесучий
газ з балона або трубопровода подається
в редуктор 4, при виході з якого розділяється
на два потоки: один поступає у верхню
частину бачка 1
для
створення тиску на флюс, другий — через
регулювальний вентиль 5 по трубці 6
у
регулювальний пристрій. Флюс із бачка
зсипається в циклонну камеру, а газ,
який поступає через штуцер 7, створює
вихровий потік, що захоплює флюс і подає
його до різака. Тиск газу встановлюють
за манометром 2. Для випускання газу з
бачка служить вентиль. У випадку
підвищення тиску спрацьовує мембрана,
яка змонтована на горловині 3
бачка.
Флюсонесучий
газ з балона або трубопровода подається
в редуктор 4, при виході з якого розділяється
на два потоки: один поступає у верхню
частину бачка 1
для
створення тиску на флюс, другий — через
регулювальний вентиль 5 по трубці 6
у
регулювальний пристрій. Флюс із бачка
зсипається в циклонну камеру, а газ,
який поступає через штуцер 7, створює
вихровий потік, що захоплює флюс і подає
його до різака. Тиск газу встановлюють
за манометром 2. Для випускання газу з
бачка служить вентиль. У випадку
підвищення тиску спрацьовує мембрана,
яка змонтована на горловині 3
бачка.
Для механізації процесу різання використовують флюсожи-вильник ФП-1-65, у якому газ подається з бачка в регулювальний пристрій через електромагнітний перемикаючий клапан і фільтр.
Установка УРХС-5 (рис. 64) комплектується
р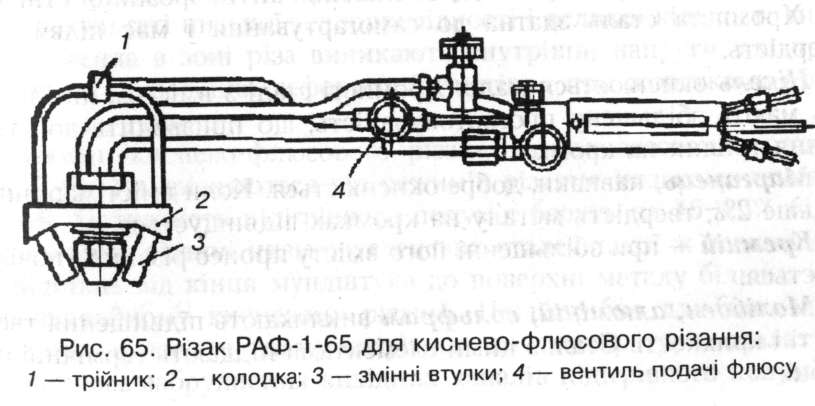 ізаком
РАФ-1-65 (рис. 65) і флюсоживильником ФП-2-65.
Флюсоживильник має циклонну конструкцію,
а різак 4
— зовнішню
подачу флюсу. Флюс із флюсоживильника
1
подається
в різак 4
через
рукав З
і
через флюсоподаюче сопло головки
засмоктується ріжучим струменем кисню,
який подається через рукав 2. Тиск
флюсоподаю-чого газу регулюється
редуктором, а подача флюсу в різак
контролюється вентилем 5.
ізаком
РАФ-1-65 (рис. 65) і флюсоживильником ФП-2-65.
Флюсоживильник має циклонну конструкцію,
а різак 4
— зовнішню
подачу флюсу. Флюс із флюсоживильника
1
подається
в різак 4
через
рукав З
і
через флюсоподаюче сопло головки
засмоктується ріжучим струменем кисню,
який подається через рукав 2. Тиск
флюсоподаю-чого газу регулюється
редуктором, а подача флюсу в різак
контролюється вентилем 5.
Різак (рис. 65) виготовляється на базі серійного різака «Полум'я». Вентиль 4 призначений для регулювання подачі флюсу. На головці різака закріплена колодка 2, до якої під'єднані дві змінні втулки 3. Втулки встановлюються під кутом 25° до осі мундштука.
Трійник 1 і система трубок зв'язують порошковий вентиль з колодкою.
Установки УРХС-5 використовуються для різання сталей товщиною до 200 мм, а.при товщині від 200 до 500 мм застосовують установку УРХС-6, яка комплектується флюсоживильником ФП-2-65 і різаком РАФ-2-65.
Різаки для киснево-флюсового різання відрізняються від звичайних тим, що вони мають додаткові пристрої для подачі флюсу. Залежно від схеми подачі флюсу їх поділяють на два типи: ^,
— флюс подається в суміші з ріжучим киснем до центрального каналу мундштука;
— зовнішня подача флюсу.
За принципом змішування горючого газу і кисню різаки поділяються на інжекторні та з внутрішньосопловим змішуванням.