

Зварювальний пост і його основні види. Вимоги до зварювального посту.
ОБЛАДНАННЯ ЗВАРЮВАЛЬНОГО ПОСТА
Зварювальним постом називається робоче місце зварника, обладнане всім необхідним для виконання зварювальних робіт. Зварювальний пост укомплектовують джерелом живлення (трансформатор, випрямляч), зварювальними кабелями, електродотримачем або пальником, пристосуваннями, інструментами, засобами захисту.
Зварювальні пости можуть бути стаціонарні й пересувні.
Стаціонарні пости —- це відкриті зверху кабіни для зварювання виробів невеликих розмірів. Каркас кабіни висотою 1800-2000 мм виготовляють із сталі. Для кращої вентиляції стіни кабіни піднімають над підлогою на 200-250 мм. їх виготовляють із сталі, азбестоцементних плит, інших негорючих матеріалів і фарбують вогнетривкою фарбою (цинкові, титанові білила, жовтий крон), яка добре поглинає ультрафіолетові промені зварювальної дуги. Дверний проміжок закривають брезентовою ширмою. Підлогу роблять з бетону, цегли, цементу.
Кабіни повинні освітлюватись денним і штучним світлом і добре провітрюватись. Для роботи сидячи, використовують столи висотою 500-600 мм, а при роботі стоячи — близько 900 мм. Кришку стола площею 1 м2 виготовляють із сталі товщиною 15-20 мм або з чавуну товщиною 25 мм. До стола під'єднують струмопровідний кабель від джерела живлення. Поряд із столом розміщують кишені для електродів та їх відходів, інструменти (молоток, зубило, сталева щітка тощо) й технологічну документацію. Для зручності при зварюванні встановлюють металеве крісло з діелектричним сидінням. Під ногами має бути гумовий килимок, а все обладнання кабіни — надійно заземлене.
Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках.
Техніка газового зварювання.
СПОСОБИ ЗВАРЮВАННЯ
На практиці розрізняють правий і лівий способи зварювання :
л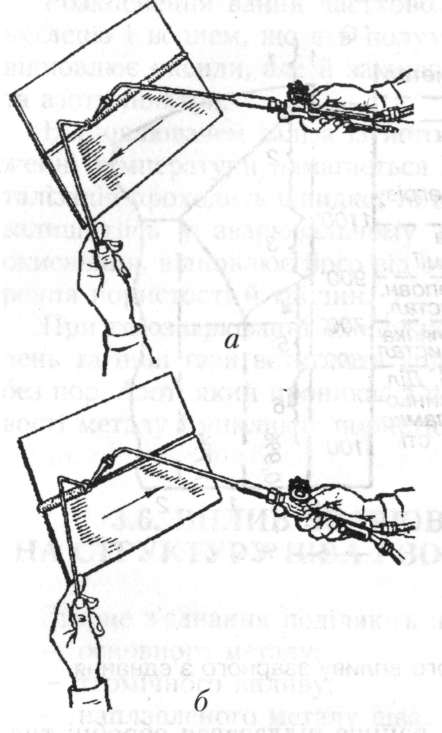 івий
спосіб зварювання
проводиться справа наліво. При цьому
полум'я направляється на ще незвагжшані
кромки, а присадка переміщується попереду
полум'я. Його використовують при
зварюванні тонких і легкоплавких
металів. Попередній підігрів кромок
забезпечує добре перемішування ванни.
Зварю-вальник добре бачить шов і тому
зовнішній вид шва кращий ніж при правому
способі;
івий
спосіб зварювання
проводиться справа наліво. При цьому
полум'я направляється на ще незвагжшані
кромки, а присадка переміщується попереду
полум'я. Його використовують при
зварюванні тонких і легкоплавких
металів. Попередній підігрів кромок
забезпечує добре перемішування ванни.
Зварю-вальник добре бачить шов і тому
зовнішній вид шва кращий ніж при правому
способі;
Рис. . Способи зварювання: а — лівий; 6 — правий
правий спосіб зварювання проводиться зліва направо; полум'я направляється на зварену ділянку шва, а присадка переміщується за пальником. Мундштуком виконують незначні поперечні коливальні рухи. Оскільки полум'я направлене на шов, забезпечується кращий захист ванни від кисню і азоту повітря, припо-вільнюється охолодження шва при кристалізації. Якість шва краща. Тепло розсіюється менше, тому кут розчищання кромок становить не 90°, а 60-70°, що зменшує кількість наплавленого металу і жолоблення. Правий спосіб економніший. Продуктивність на 20-25% вища, а витрати газів на 15-20% менші, ніж при лівому способі. Правий спосіб доцільно використовувати при зварюванні деталей товщиною понад 5 мм і металів із великою теплопровідністю.
ПЕРЕМІЩЕННЯ ПАЛЬНИКА Й ПРУТКА
У процесі зварювання газозварник кінцем мундштука здійснює одночасно поперечний і поздовжній рухи.
Поперечний рух служить для рівномірного прогрівання кромок основного й присаджувального металу та одержання шва необхідної ширини.
Використовують зигзагоподібні, спіральні, півмісяцем та інші коливальні рухи (рис. 25).
Присаджувальним дротом можна також виконувати коливальні рухи, але в напрямку, протилежному рухові кінця мундштука пальника.
Кінець присадки не рекомендують виймати з ванни й особливо із зони полум'я. Пальник тримають у правій руці, а присадку—в лівій.
Швидкість нагрівання регулюється зміною кута нахилу мундштука до зварюваного металу.
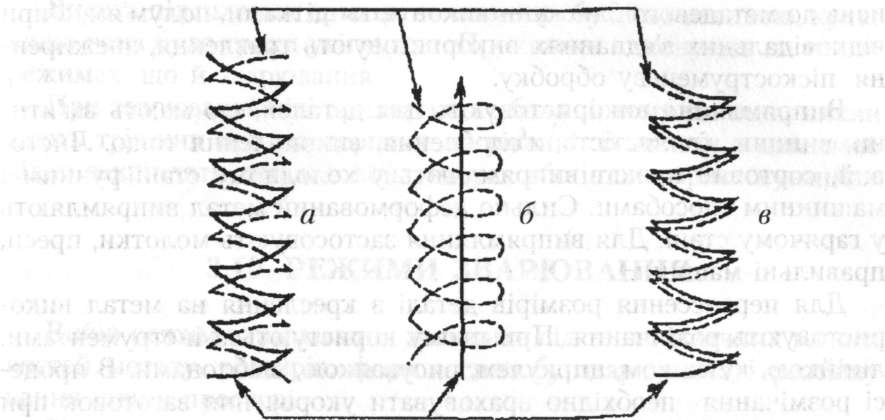
Рис. 25. Схема руху пальника і прутка при зварюванні:
а — зигзагоподібний (при лівому способі); б — спіральний — прутка, прямолінійний — пальника (при правому способі); в — зигзагоподібний, з розчищанням кромок при товщині металу більше 8 мм (при правому способі)
Величина кута вибирається залежно від товщини металу. Чим товстіший метал, тим більша теплопровідність і тим більший кут нахилу пальника (табл. 3.2.).
Табл. 3.2. Залежність кута нахилу мундштука від товщини металу
Товщина металу, мм |
До 1 |
|
3-5 |
5-7 |
7-10 |
10-15 |
15 і більше |
Кут нахилу мундштука, град. |
20 |
ЗО |
40 |
50 |
60 |
70 |
80 |
.
ОСОБЛИВОСТІ ТЕХНІКИ ЗВАРЮВАННЯ ШВІВ У РІЗНИХ ПРОСТОРОВИХ ПОЛОЖЕННЯХ
Залежно від положення швів у просторі існують певні особливості їх зварювання.
Нижні шви — зварювати легше, тому що метал під силою земного тяжіння скапує в кратер і не витікає з ванни. Зварювальни-ку зручніше спостерігати за процесом.
Вертикальні шви — при малій товщині металу зварюють зверху вниз правим способом або лівим способом знизу вверх (рис. 26 а, б, в).
При зварюванні металу товщиною від 2 до 20 мм доцільно застосовувати спосіб подвійного валика, при якому скосу кромок не роблять і зварювані деталі встановлюють із зазором, який дорівнює половині товщини металу. Зварювання виконують знизу вверх
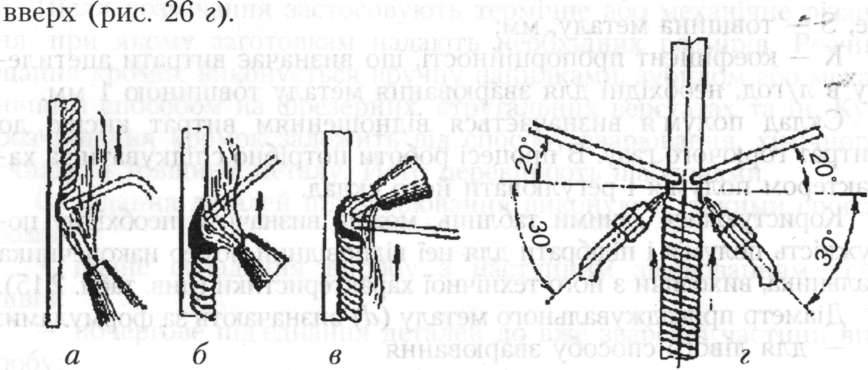
Рис. . Зварювання вертикальних швів: а — зверху вниз; б, в — знизу вверх; г — схема зварювання подвійним валиком
При товщині металу більше 6 мм зварювання виконують два зварювальники. При цьому в нижній частині стику пальником проплавлюється наскрізний отвір. Полум'я, розташоване в цьому отворі, поступово піднімаючись знизу вверх, проплавлює верхню частину отвору. Шов формується на всю товщину, а підсилення виходить з обох сторін стику. Потім переміщують полум'я вище, проплавлюючи верхню кромку отвору і накладаючи наступний шар металу на нижню сторону отвору і так до повного виконання шва.
Горизонтальні шви (рис. 27, а) — зварюють правим способом, тримаючи кінець дроту зверху, а мундштук знизу. Зварювальна ванна розташовується під деяким кутом до осі шва. Це й підтримує рідкий метал від стікання та полегшує формування шва.
Стельові шви (рис. 27 б, в) — зварюють правим способом. При цьому необхідно утримувати розплавлений метал від стікання вниз рухом пальника і тиском газів полум'я. Ці шви краще зва-
рювати в декілька шарів з мінімальною товщиною кожного шару. Присаджувальний пруток треба тримати полого, щоб уникнути стікання по ньрму рідкого метал
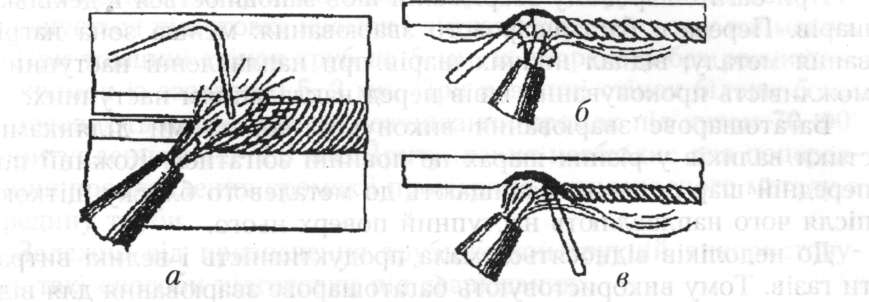
Рис. . Зварювання горизонтальних (а) і стельових швів лівим {б) і правим (в) способами