

Зварювальне поглум я. Його види.
З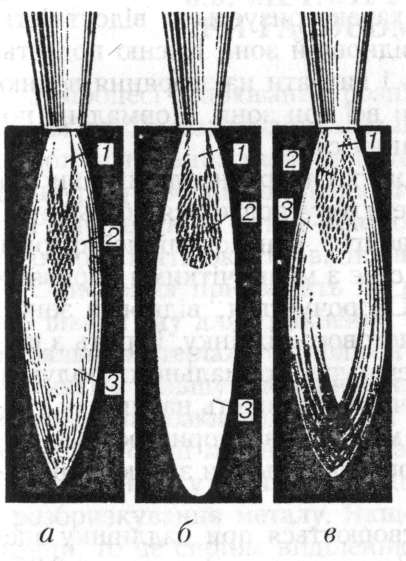 ВАРЮВАЛЬНЕ
ПОЛУМ'Я
ВАРЮВАЛЬНЕ
ПОЛУМ'Я
Рис. . Види зварювального полум'я:
а — окиснювальне; б — нормальне; в — навуглецювальне; 1 — ядро; 2 — відновна зона; 3 — факел
Зварювальне полум'я утворюється при згоранні горючого газу або парів рідини в кисні. Найчастіше використовують ацетиленокисневе полум'я тому, що воно має найвищу температуру (3150°С). Полум'я складається з трьох зон (рис. 22).
1. Ядро має різко окреслену форму з яскраво-світлою оболонкою і зовнішнім шаром, де згоряють розжарені частинки вуглецю при розпаді ацетилену.
Діаметр каналу мундштука визначає діаметр ядра, а швидкість витікання суміші — його довжину (близько 17 мм).
Полум'я не повинно бути надто «м'яким» або «жорстким». «М'яке» — схильне до зворотних ударів і хлопків, «жорстке» — здатне видувати розплавлений метал із зварювальної ванни.
При збільшенні номера мундштука, розміри ядра збільшуються. Температура ядра становить 1000°С.
2. Відновна зона розташована за ядром і має більш темний відтінок, її довжина дорівнює 20 мм. Зона складається з продуктів згоряння ацетилену — оксиду вуглецю і водню. Вона називається відновною тому, що оксид вуглецю і водню розкиснюють розплавлений метал, віднімаючи кисень від його оксидів. Якщо при зварюванні метал знаходиться в середній зоні, то шов виходить без пор, газових і шлакових включень. Цією зоною полум'я виконують зварювання. Відновна зона має найвищу температуру (3150°С) на відстані 3"6 мм від кінця ядра.
3. Зона повного згоряння (факел) розташована за відновною зоною. Вона складається з вуглекислого газу, парів води і азоту, що утворюються при згоранні оксиду вуглецю і водню відновної зони за рахунок кисню зовнішнього середовища. Температура факела становить від 1200 до 2500°С.
Залежно від співвідношення між киснем і ацетріленом одержують три основнріх видрі полум'я.
1. Нормальне полум'я теоретрічно утворюється, коли в паль-нрік на один об'єм крісню надходить один об'єм ацетрілену. Практично кисню надходить трохи більше — від 1,1 до 1,3 об'єму ацетилену. Нормальне полум'я характеризується відсутністю вільного кисню і вуглецю в рюго відновній зоні. Кисню подається більше через його забрудненість і витратрі на згоряння водню. У такому полум'ї яскраво виражені всі тррі зони. Нормальне полум'я використовують для зварювання сталі.
2. Окиснювальне полум'я утворюється пррі надлишку крісню, коли в пальнрік на один об'єм ацетилену подається більше 1,3 об'єму кисню. При цьому ядро набирає конусоподібної форми, значно скорочується за довжирюю, стає з менш чіткими обррісами і набирає більш блідого відтінку. Скорочується відновна зона і факел. Полум'я набирає синьо-фіолетового відтінку. Горить з шумом. Температура вища від температуррр нормального полум'я, але зварювати ним сталі не можна через наявність надлишку кисню, який призводить до окиснення металу шва, пористості і крихкості. Окріснювальне полум'я використовують при зварюванні латуні і паянні твердріми припоямрі.
3. Навуглецювальне полум'я утворюється при надлишку ацетилену, коли в пальник на один об'єм ацетилену подається 0,95 і менше об'єму кисню. Ядро втрачає чіткість своїх обрисів, на кінці його з'являється зелений вінчик, за яким роблять висновок про надлишок ацетрілену. Відновна зона значно яскравіша і майже зливається з ядром, а факел набирає жовтуватого відтінку. При
великому надлишку ацетилену полум'я починає коптити, тому що в ньому не вистачає кисню для повного згоряння ацетилену. Надлишковий ацетилен легко поглинається розплавленим металом і погіршує якість шва. Температура полум'я нижча від нормального і окиснювального. Використовують для зварювання чавуну і при наплавленні твердими сплавами.
Зварювальник визначає характер полум'я на око за його формою і відтінком.
При регулюванні полум'я слід звертати увагу на правильний підбір витрат горючого газу і кисню. Характер полум'я підбирають залежно від зварюваного металу та його властивостей.