19. Двусторонние печатные платы. Основные монтажные характеристики. Область применения. Основные конструкционные характеристики. Требования к пп.
Двухсторонние печатные платы имеют проводящий рисунок на обеих сторонах.
Электрическая связь осуществляется с помощью металлических отверстий.
Основные монтажные характеристики двухслойных печатных плат:
количество монтируемых микросхем, разъемных соединителей, резисторов, конденсаторов и т.д.;
количество объединяемых выводов электронных и электрических компонентов;
площадь посадочного места микросхем;
шаг контактных площадок для присоединения выводов микросхем;
вид монтажа выводов компонентов (поверхностный монтаж, монтаж в отверстия);
размещение контактных площадок для монтажа ремонтных проводников;
размещение и форма специальных реперных знаков для автоматизированного совмещения выводов микросхем и контактных площадок;
размещение компонентов на одной или обеих сторонах.
Основные конструкционные характеристики двухслойных печатных плат
размер рабочего поля платы;
толщина платы;
величина взаимного рассовмещения слоев;
шаг сквозных переходных отверстий;
размер сквозных переходных отверстий;
размеры проводников и зазоров;
толщина проводников;
топология проводников и межслойных переходов;
топология контактных площадок;
материал проводников;
материал изоляции;
форма контактных площадок для поверхностного монтажа компонентов;
отношение толщины платы к диаметру сквозного отверстия;
уровень сложности.
(требования - см предыдущий вопрос, ибо требования в одном госте!)
Применяют двухсторонние печатные платы для широкого круга современных изделий бытовой техники, приборостроения, специального назначения. Столь широкое распространение объясняется меньшими трудозатратами при проектировании и разводке печатных плат и более простой, по сравнению с многослойными печатными платами, технологией изготовления.
20. Многослойные печатные платы. Область применения. Структура. Требования к пп
Многослойные печатные применяются в случаях, когда разводка соединений на двусторонней плате становится слишком сложной. По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах.
В многослойных платах внешние слои (а также сквозные отверстия) используются для установки компонентов, а внутренние слои содержат межсоединения либо сплошные планы (полигоны) питания. Для соединения проводников между слоями используются переходные металлизированные отверстия
Многослойные печатные платы состоят из чередующихся слоёв изоляционного материала и проводящего рисунка, соединённых клеевыми прокладками монолитной структуры путём прессования. Электрическая связь между проводящими слоями выполняется специальными объёмными деталями, печатными элементами или химико-гальванической металлизацией.
(требования - см 18 вопрос, ибо требования в одном госте!)
21. Технология изготовления многослойных печатных плат. Основные методы. Технологические операции изготовления слоев и пакетов мпп.
Основные методы:
1) Метод попарного прессования – основан на выполнении межслойного соединения посредством металлизации отверстий.

Для изготовления МПП используются 2 заготовки из двухстороннего фольгированного диэлектрика. На одной стороне каждой заготовки фотохимическим способом изготавливаются схемы внутренних слоев – второго и третьего, затем сверлятся и металлизируются отверстия межслойных переходов со второго на первый и с третьего на четвертый. При электрохимической металлизации переходных отверстий, для электрического соединения с катодом ванны используется целиковая фольга наружных слоев. Заготовки с готовыми внутренними слоями платы спрессовываются. Выдавленная при прессовании смола заполняет переходные отверстия. После прессования заготовка МПП обрабатывается также как и ДПП – позитивным комбинированным методом с получением металлизированных отверстий и печатных проводников на наружных слоях.
2) Метод
открытых контактных площадок –
используются полученные травлением
отдельные печатные слои. Соединения
выводов навесных элементов с контактными
площадками других слоев осуществляется
через перфорированные окна вышележащих
слоев.
1 – окно для пайки штыревого вывода
2 – проводник внешнего слоя
3 – проводник внутреннего слоя
4 – соединение монтажных площадок в одном слое
5 – окно для монтажа планарного вывода компонента
3) Метод
выступающих выводов. Тут фольгирование
перфорированной стеклоткани внутренних
слоев осуществляется самим изготовителем
платы, т.е. выступающие выводы являются
продолжением печатных проводников и
выходят из внутренних слоев перфорированного
окна. После склеивания пакета выступающие
в окна выводы отгибают на наружную
поверхность платы и формируют либо под
крепящую колодку, либо подпаивают. Окна
предназначены для размещения микросхем.
Из каждого окна должны выходить выводы,
в количестве, равном количеству ножек
микросхем. 
1 – переход печатного проводника внутри слоя в монтажную площадку
2 – крепящая колодка
3 – компонент с планарными выводами
4 – окно платы
5 – проводник внутри слоя.
4) послойное наращивание – последовательное чередование слоя изоляции и металлизированного слоя. Соединение слоев – с помощью гальванического наращивания меди в отверстиях слоя изоляции.

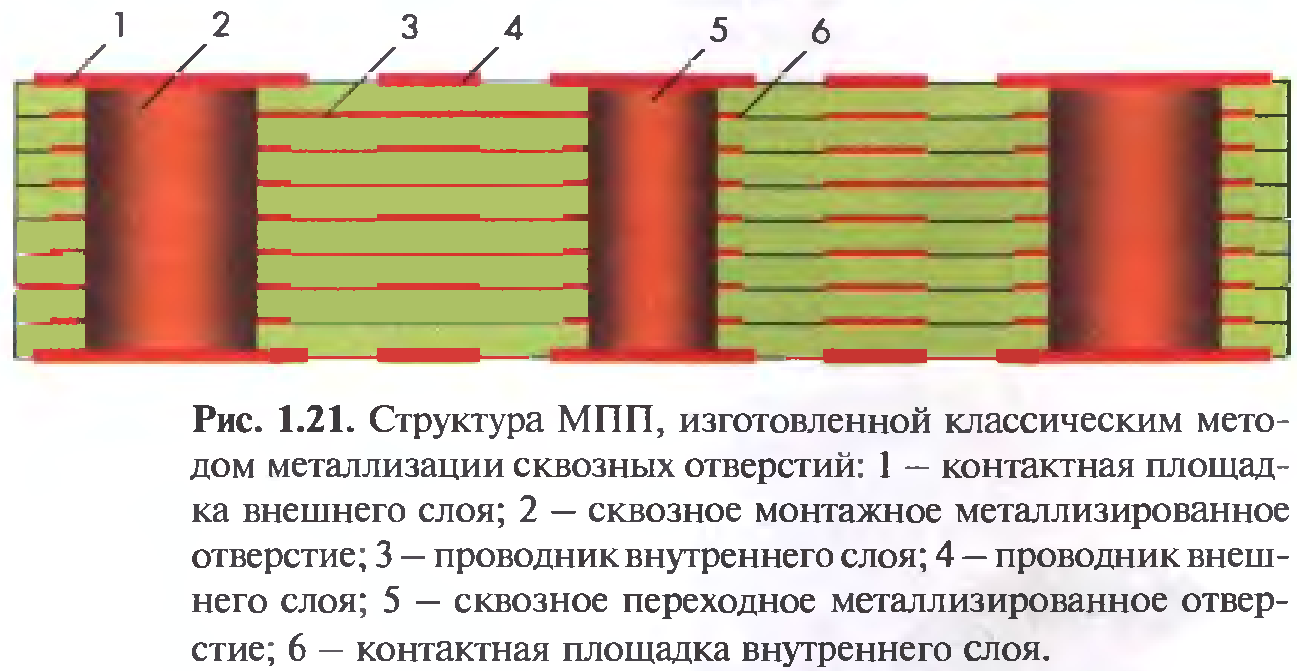
5) Метод металлизации сквозных отверстий. Состоит в изготовлении отдельных слоев печатной платы, прессовании слоев в монолитный пакет, сверлении сквозных отверстий и их металлизации. Очень распространен.