

32. Схемы сборки изделий с базовой деталью и «веерного» типа. Стационарная и подвижная сборка.
Схемы сборки: *Веерного типа * с базовой деталью
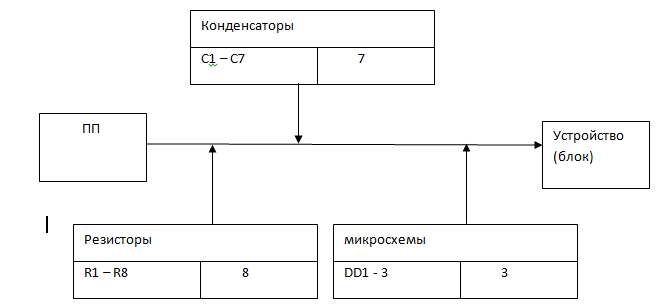
Веерного типа. Не отражает последовательность. Схема сборки «Веерного» типа показывает из каких деталей образуется сборка. Основное достоинство: простота и наглядность:
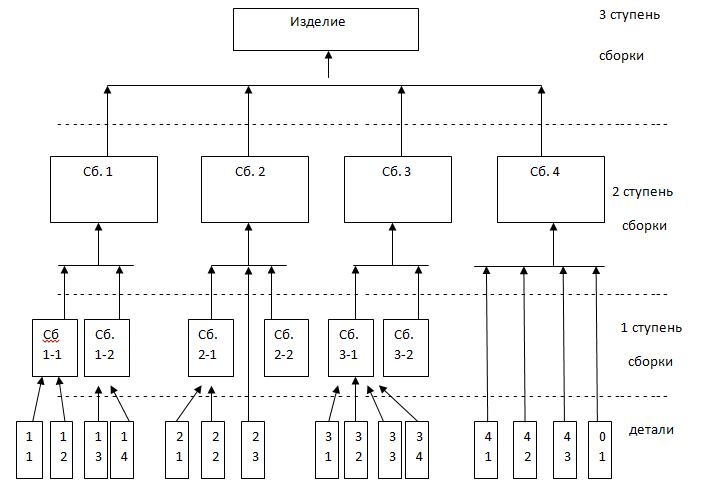
Схема сборки с базовой деталью – отражает последовательность процесса сборки. Базовой деталью является плата (с которой начинается сборка). Направление движения деталей и узлов показываются стрелками:
Стационарная сборка:
Выполняется на одном рабочем месте, к которому подаются все необходимые детали. Применяется в усливиях единичного и серийного производств.
Подвижная сборка: Деталь перемещается от одного места к другому. На каждом из мест проводится одна определенная операция. Применяется при поточном производстве. Передвижение осуществляется как свободно, так и на коныейере.
33. Типовой технологический процесс подготовки и установки навесных эрэ на печатную плату.
Основы технологии монтажа в отверстия (ТНТ).
Монтаж в отверстия – это метод монтажа на печатной плате, при котором выводы компонентов устанавливаются в сквозные отверстия платы и припаиваются к контактным площадкам или к металлизированной внутренней поверхности отверстия. Для монтажа в отверстия используются несколько групп компонентов:
С осевыми выводами (axial)
С радиальными выводами
SIP (Single In-Line Package)
DIP ((Dual In-line Package)
Разъёмы/слоты
Панели
Компоненты сложной формы.
Выходной контроль; Подготовка элементов к монтажу; Постановка элементов на платы; Пайка ЭРЭв узлах; Контроль монтажа; Выходной контроль
1) Подготовка эрэ к монтажу.
Выводы компонентов перед монтажом должны быть специальным образом подготовлены (формовка и обрезка выводов). Цель подготовки компонентов:
Выравнивание выводов (рихтовка).
Обеспечение необходимого монтажного расстояния между выводами.
Обеспечение зазора между печатной платой и компонентом.
Фиксация компонента на печатной плате.
Зазор обеспечивается несколькими способами:
«Опорный Зиг» (придание изгиба выводам)
Самофиксация ЭРЭ на ПП
Возможно крепление компонентов следующими методами:
Посадка на клей
Подпайка выводов
Подбивка (от 0 до 45 градусов)
С помощью специальных держателей.
Формовку круглых или ленточных выводов производят с помощью ручного монтажного инструмента либо с помощью специальных полуавтоматических устройств. Основные ограничения накладываются на внутренний радиус изгиба вывода. Расстояние от корпуса до места пайки должно быть не менее 2,5 мм. Устройства формовки выпускаются с механическим и электрическим выводом подачи компонентов. Загрузка компонентов происходит из лент и кассет.
2) Установка компонентов на плату.
При ручной установке рекомендуется сначала устанавливать резисторы, затем диоды, затем конденсаторы, потом интегральные микросхемы и транзисторы.
Установка компонентов производится с помощью специальных монтажных автоматов или полностью в ручную.
Существуют 2 основных вида автоматизированного оборудования (по критерию выполняемых функций):
Монтажные автоматы (inserter) – осуществляют этап штырьковых выводов, подрезают выводы и подгибают их.
Автоматы формирования последовательности устанавливаемых компонентов (sequencer).
Для этих автоматов важны следующие параметры: диапазон диаметров выводов, диапазон габаритных размеров.
Питатели делятся:
Ленточные (для радиальных и осевых выводов). Лента может быть намотана на бобину или упакована в специальную магазин-коробку.
Трубчатые кассеты (для интегральных схем в DIPкорпусах).
Вибробункерные (для подачи компонентов из россыпи).
Матричные питатели (для компонентов сложной формы).
Ручная и полуавтоматическая установка осуществляется на монтажных столах. На нём получается автоматизированная подача сборочной информации.
Существует 3 основных варианта установки компонентов:
С зазором (II) – при таком способе установке легче осуществлять отмывку собранных узлов от остатка флюса и меньший перегрев компонентов при пайке. Печатные проводники могут располагаться под компонентом. Улучшается стойкость к вибро/ударным воздействиям. К недостаткам относят: высота узла, уменьшается стойкость к прямым механическим воздействиям.
Без зазора (I) – элементы лучше сопротивляются механическим нагрузкам, высота узла меньше, уменьшается длина выводов компонентов, но отмывка практически невозможна, необходимо обеспечивать изоляцию компонентов и печатных проводников.
Вертикальная установка (III) – увеличивается плотность компоновки, увеличивается высота узла, вероятность замыкания, вероятность отрыва.