

30. Травление меди с пробельных мест. Химический и электрохимический способы. Оборудование. Травильные растворы.
Травление представляет собой сложный окислительно-восстановительный процесс, который применяют для формирования проводящего рисунка печатного монтажа путем удаления меди с непроводящих (пробельных) участков. Травление выполняют химическим или электрохимическим способом.
Для химического процесса разработаны и используются в промышленности многочисленные составы на основе хлорного железа, персульфата аммония, хлорной меди, хромовой кислоты, перекиси водорода, хлорита натрия и др. Выбор травильного раствора определяется следующими факторами, типом применяемого резиста, скоростью травления, величиной бокового подтравливания, сложностью оборудования, возможностью регенерации и экономичностью всех стадий процесса.
Скорость травления меди зависит от состава травителя, концентрации в нем окислителя и условий его доставки в зону обработки, температуры раствора и количества меди, перешедшей в раствор. Ее максимальное значение достигается при поддержании в заданных пределах режима обработки и постоянной регенерации травителя. Скорость травления оказывает существенное влияние на качество формируемых элементов ПП. При малых скоростях время пребывания платы в травителе увеличивается, что приводит к ухудшению диэлектрических свойств оснований и увеличению бокового подтравливания. Оно возникает вследствие того, что травитель воздействует не только на медную поверхность, подлежащую удалению, но и на боковые, не защищенные резистом, стороны проводников и других элементов схемы. В результате этого искажается прямоугольный профиль печатных проводников, уменьшается их токонесущая способность и прочность сцепления с диэлектриком.
|
Искажение профиля печатных проводников при травлении |
Величина бокового подтравливания оценивается фактором травления K = S/a, который представляет собой отношение толщины фольги S к величине изменения ширины печатного проводника a. Уменьшают фактор травления введением в используемые растворы специальных добавок: ионы металлов с более низким потенциалом, чем у меди, например Ag, Hg, Pt, Pd, Au, оказывают каталитическое действие на процесс, а органические соединения (мочевина, аминотриазол, амиды и др.), адсорбируясь на боковых поверхностях, ингибируют их растворение. |
|
1 - травитель; 2 - резист; 3 - диэлектрик; 4 - печатный проводник |

Хрологическийпроцесс травления состоит из операций:
предварительной очистки меди, повышающей равномерность ее удаления,
непосредственно удаления меди с пробельных участков платы,
очистки поверхности диэлектрика,
осветления при необходимости поверхности металлорезиста,
сушки.
Наибольшее распространение в технологии производства ПП получили травильные растворы на основе хлорного железа (плотность 1,36 ...1,42 г/см3). Они отличаются высокой и равномерной скоростью травления, малой величиной бокового подтравливания, высокой четкостью получаемых контуров, незначительным содержанием токсичных веществ, экономичностью. Суммарная реакция, протекающая в растворе, описывается уравнением
2FeCl3 + Cu-> CuCl2 + 2 FeCl2
Травитель не пригоден для получения плат, покрытых металлорезистами на основе олова.В этом случае рекомендуется применять раствор персульфата аммония. Он на 30 ...40% дешевле хлорного железа, быстро приготавливается на на рабочем месте, прозрачен и невязок, не образу шлама при травлении, легко поддается регенерации. Процесс зрения протекает по следующему уравнению.
Cu + (NH4)2S2O8 -> CuSO4 + (NH4)2SO4
Реакция сопровождается выделением тепла, что вызывает необходимость стабилизации температурного режима. Травление приводит к большому боковому подтравливанию медных проводников, сопровождается зубчатостью краев из-за различных скоростей химических реакций по зернам металла и по границам зерен, а раствор склонен к саморазложению.
Стабильными параметрами травления характеризуются растворы на основе хлорной меди.
Химическое удаление меди проводится погружением ПП в травитель, наплескиванием раствора на их поверхность или разбрызгиванием через форсунки, как показано на рисунке.
|
Схема установки струйного травления |
Давление раствора в форсунках колеблется в пределах 0,1...0,5 МПа, а струя подается перпендикулярно поверхности платы или при небольшом отклонении от перпендикуляра. Постоянное обновление окислителя в зоне обработки и удаление продуктов реакции обеспечивают высокую производительность струйному травлению, а траектория струи - незначительное боковое подтравливание. |
|
1 - камера; 2 - заготовка; 3 - разбрызгивающее устройство; 4-транспортер; 5-травитель; 6 регенератор отработанного раствора; 7-система трубопроводов с насосом |

Производительное технологическое оборудование компонуется по модульному принципу и содержит модули травления, регенерации, промывки, осветления и сушки, которые объединяются транспортной системой и системой трубопроводов. Автоматические модульные линии конвейерного типа оснащаются устройствами для контроля кислотности раствора, его температуры и давления в форсунках.
Электрохимическое травление ПП основано на анодном растворении меди с последующим восстановлением ионов стравленного металла на катоде. Такой процесс по сравнению с химическим травлением обладает рядом преимуществ:
упрощением состава электролита, методики его приготовления, регенерации и очистки сточных вод,
высокой и стабильнойостью травления в течение длительного периода времени,
экономичностью,
легкостью управления и автоматизацией всех стадий.
Широкое применение электрохимического травления сдерживается неравномерностыо удаления металла по плоскости платы, что приводит к образованию невытравленных островков и прекракращению процесса. Индивидуальный токопровод, медленное погружение платы в электролит, совмещение электролитического процесса с последующим химическим не обеспечивают его эффективность. Полностью реализовать преимущества электрохимического метода позволяют подвижные носители заряда, которые представляют собой частицы графита, расположенные в суспензированном электролите. Эти частицы принимают заряд с анода и переносят его на поверхность меди, переводя последнюю в ионную форму.
|
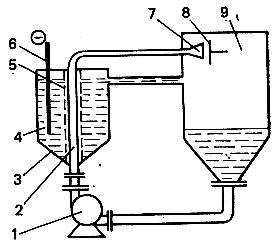
Устройство для электрохимического травления печатных плат |
Устройство с подвижными носителями заряда приведено на рисунке. Оно состоит из электролитической ячейки и травильной камеры, между которыми прокачивается электролит. Электролит содержит серную кислоту (50... 100 г/л) с добавкой CuSO4 (до 10%) и взвешенный активированный уголь (массовое содержание 15...30%) с размером частиц 10 ... 50 мкм. Использование электрохимического травления сводит к минимуму боковое подтравливание токопроводящих дорожек и обеспечивает разрешающую способность, равную 70 ...100 мкм, но стоимость технологического оборудования превышает стоимость машин для химического травления. |
|
1 - насос; 2 - трубчатый графитовый анод; 3 - электролитическая ячейка; 4 - электролит; 5 - диафрагма; 6 - медный катод; 7 - сопло; 8 - изделие; 9 - травильная камера |
После удаления меди с пробельных участков ПП промывают оборотной (используемой для разбавления растворов в модулях травления), а затем холодной проточной водой. Если на поверхности металлических резистов (особенно Sn-Pb) в результате химического взаимодействия с травителем образуются нерастворимые соединения, вызывающие потемнение и ухудшение их паяемости, то их осветляют при температуре 18...25 °С в течение 3 ...5 мин. Растворы осветления готовят на основе кислот и тиомочевины.