26. Технология металлизации печатных плат. Химическая металлизация. Гальваническая металлизация. Оборудование.
Формирование токопроводящих элементов ПП осуществляется двумя основными методами: химическим и электрохимическим.
Химическая металлизация используется в качестве основного слоя при изготовлении плат аддитивным методом или как подслой перед гальваническим осаждением в комбинированных методах.
Процесс химической металлизации основан на окислительно-восстановительной реакции ионов металла из его комплексной соли в определенной среде. Для придания диэлектрику способности к металлизации производят операции сенсибилизации и активирования.
Сенсибилизация - это процесс создания на поверхности диэлектрика пленки ионов двухвалентного олова, которые впоследствии обеспечат восстановление ионов активатора металлизации. Платы обрабатывают в растворе двуххлористого олова и соляной кислоты (SnCl2 - 5 ... 10 г/л, HCl
Активирование заключается в том, что на поверхности, сенсибилизированной двухвалентным оловом, происходит реакция восстановления ионов каталитического металла. После активирования и промывки платы поступают на химическоемеднение,
Как видно, основными проблемами химической металлизации являются:
низкая производительность,
сложность процесса,
использование дорогостоящих материалов.
Для устранения указанных недостатков разрабатываются методы беспалладиевой металлизации, например термохимический. В результате термического разложения комплексной соли гипофосфита меди на поверхности ПП и в монтажных отверстиях образуется электропроводящее покрытие, которое служит основой для электрохимического наращивания металла.
Гальваническая
металлизация
при производстве ПП применяется для
усиления слоя химической меди;
нанесения металлического резиста, например олово-свинец толщиной 8 ... 20 мкм с целью предохранения проводящего рисунка при травлении плат, защиты его от коррозии и обеспечения хорошей паяемости;
создания на части проводящего рисунка (например, на концевых печатных контактах) специальных покрытий (палладий, золото, родий и т. п.) толщиной 2 ... 5 мкм.
Заготовки плат, закрепленные на специальных подвесках-токоподводах, помещают в гальваническую ванну с электролитом между анодами, выполненными из металла покрытия. Режим электрохимической металлизации выбирают таким образом, чтобы при высокой производительности были обеспечены равномерность толщины покрытия и его адгезия.
Равномерность толщины осажденных слоев зависит от:
габаритных размеров металлизируемых плат (с их увеличением равномерность покрытий снижается, что может быть частично скомпенсировано увеличением расстояния между анодами, а также подбором их положения в пределах гальванической ванны);
диаметров металлизируемых отверстий (отношение диаметров к толщине платы должно быть не менее 1/3);
расположения плат в ванне (для улучшения равномерности платы размещают симметрично и параллельно анодам, площадь которых должна в 2 - 3 раза превышать площадь металлизции при расстоянии между электродами не менее 150 мм);
рассеивающей способности электролитов;
оптимальной плотности тока (при низких значениях уменьшается толщина покрытия в центре платы, при высоких происходит утолщение покрытия на углах и кромках платы);
наличия специальных экранов между электродами.
Адгезия гальванического покрытия зависит от качества подготовки поверхности под металлизацию, длительности перерыва между подготовкой поверхности и нанесением покрытия, от соблюдения режимов процесса.
Для меднения ПП применяют различные электролиты.
Электролитический сплав олово-свинец должен иметь состав, приближающийся к эвтектическому, что обеспечит последующее оплавление при минимальной температуре и хорошую паяемость ПП.
Повышение объемов производства и требований к качеству ПП, усложнение аппаратуры и ее микроминиатюризация требуют развития перспективных методов электрохимической металлизации и производительного технологического оборудования. Одним из эффективных путей улучшения качества покрытий является использование нестационарных режимов электролиза. Осаждение металла в этом случае проводится под действием периодических токов - импульсного, реверсивного, произвольной формы различной частоты и скважности. Под действием реверсивного тока происходит сглаживание микрорельефа покрытия, повышается его равномерность по поверхности платы и в монтажных отверстиях. Это объясняется тем, что во время прямого импульса происходит осаждение металла, а во время обратного - преимущественное растворение выступающих участков.
При импульсном токе измельчается структура покрытия (кристалл растет во время импульса тока и пассивируется во время паузы), уменьшается пористость, повышается электропроводность покрытия вследствие совершенства структуры и уменьшения включаемых в осадок примесей. Однако наибольшей эффективностью обладает оборудование, обеспечивающее программное ведение процесса, так как оно позволяет оптимизировать процесс как по комплексу физико-механических свойств, так и по производительности труда. Оно позволяет на основании построенной модели ТП автоматически изменять форму тока, его амплитуду, частоту, скважность и все временные параметры. Токовые параметры в устройстве стабилизированы, а расход металла контролируется по счетчику ампер-часов.
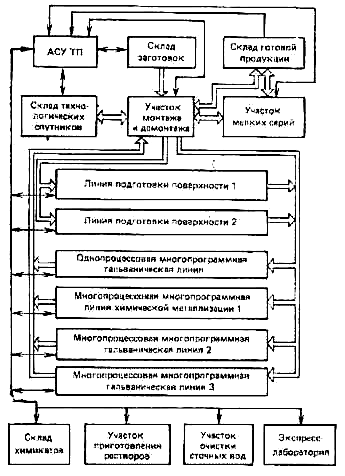
Оборудование Химическая и электрохимическая металлизация проводится па на автооператорных линиях (АГ-44) с набором ванн необходимого размера. Управляет такими линиями мини-ЭВМ, которая анализирует результаты контроля параметров ТП и с помощью исполнительных механизмов производит их корректировку. Это позволяет перейти к более высокой степени автоматизированного производства - к гибким производственным системам (ГПС). Схема реализации такого производства приведена на рисунке.
Как
видно, для нормального функционирования
ПК'.необходимо иметь автоматизированные
склады заготовок, готовой продукции,
технологических спутников, автоматизированные
участки монтажа и демонтажа,
автоматизированные транспортные
системы, системы датчиков и исполнительных
механизмов. В настоящее время разработаны
унифицированные ряды датчиков (оптической
и физической плотности электролитов,
их температуры, уровня и степени
загрязненности, скорости движения и
положения автооператора, занятости
ванны, тока и напряжения на ней) и
исполнительных еханизмов (блоки подачи,
фильтрации и корректировки растворов,
стыковочные,